КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Розділ 7 Зварювальне виробництво
|
|
|
|
Лекція 32
Тема 7.1 Загальне положення. Електродугова зварка
Суть процесу. Типи зварних з'єднань і швів. Способи зварювання. Суть електродугового зварювання. Властивості електричної дуги. Використовувані електроди, їх види. Технологія зварювання.
Тема 7.2 Автоматизація зварювального виробництва.
Суть автоматичної зварювання під шаром флюсу, її переваги й область використання. Обладнання для зварювання. Поняття про зварювання в середовищі захисних газів. Суть контактної зварювання, її виду і використання. Режим зварювання, обладнання яке використовується
Поняття про суть дифузного зварювання, електричним променем, у вакуумі, лазерного, ультразвукового, плазмового, холодного зварювання, зварювання тертям, зварювання вибухом та іншими новими методами зварювання. Область використання. Електродугова різка, область використання. Способи різки. Киснева, дугова, плазмова, аргонно-дугова. Техніка безпеки і пожежна безпека при електродуговому зварюванні і різці металів.
Самостійна робота
Тема: Автоматизація зварювального виробництва.
План: 1 Суть автоматичної зварювання під шаром флюсу, її переваги й область використання.
2 Обладнання для зварювання.
3 Поняття про зварювання в середовищі захисних газів.
Література (1, с.379-411;420-429; 3, с.217-227; 4, с.263-287;295-305)
Сутність процесу і класифікація способів зварювання
Зварюванням називають технологічний процес утворення нероз'ємних з'єднань металевих виробів. Всі способи зварювання поділяють на дві основні групи:
• зварювання плавленням;
• зварювання тиском (пластичним деформуванням).
При зварюванні плавленням по кромках, що з'єднуються, розплавляють або тільки основний метал, або основний і додатковий (електродний або присадний). Для розплавлення основного і присадного металів необхідно, щоб температура становила понад 2500 °С.
Розрізняють електричне і хімічне зварювання плавленням. При електричному зварюванні плавленням джерелом енергії є електричний струм. Таке зварювання поділяють на дугове, електрошлакове, електронно-променеве, плазмове, лазерне тощо. Залежно від рівня механізації зварювання може бути ручним, автоматичним, напівавтоматичним.
При зварюванні тиском у процесі пластичної деформації в поверхневих контактуючих шарах вирівнюються мікронерівності, руйнується адсорбований шар і збільшується кількість активних центрів взаємодії. Внаслідок цього між атомами поверхонь утворюється металевий зв'язок. Зварювання тиском здійснюють з попереднім нагріванням (контактне, індукційне, дифузійне) або без нього (холодне, ультразвукове, вибухом, тертям).
Найпоширенішим способом зварювання є дугове, джерело енергії якого — зварювальна дуга. Зварювальною дугою називають стаціонарний електричний розряд у газопаровій атмосфері між електродами, що перебувають під напругою. Відстань між електродами називають областю дугового розряду, або довжиною дуги (приблизно дорівнює діаметрові електрода). Запалювання дуги при зварюванні починається з короткого замикання електрода з виробом або з високочастотного електричного розряду (в разі використання неплавких електродів). Зварювальна дуга як концентроване джерело енергії забезпечує температуру стовпа дуги 6000...7000 °С і температуру катодної і анодної плям, відповідно, 2400...2600 °С. У рівноважному стані залежність між напруженням і струмом виявляє статична вольт-амперна характеристика дуги, що складається з трьох ділянок: спадаючої, жорсткої й такої, що зростає. Найчастіше використовують ділянку дуги з жорсткою характеристикою.
Джерела зварювального струму мають відповідати таким вимогам: легке запалювання дуги і безпечність роботи (напруження холостого ходу має бути не більше 60...80 В); стабільне горіння дуги за заданим режимом; варіювання (регулювання) сили струму; обмеження струму при короткому замиканні зварювальної мережі (струм короткого замикання має не перевищувати робочий струм більше ніж у 1,5 раза).
Зварювальне обладнання ручного дугового зварювання складається з джерела живлення дуги, зварювальних провідників, електродотримача й електродів. При зварюванні неплавкими електродами застосовують вуглецеві (графітові) електроди діаметром 6...30 мм і завдовжки 200...300 мм або вольфрамові електроди (при зварюванні в інертних газах) діаметром 1...6 мм. Для зварювання плавкими електродами з покриттям використовують металеві електроди діаметром 1,6... 12 мм і завдовжки 150...450 мм.
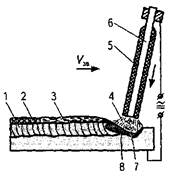
Рисунок 1 - Схема зварювання електродом з покриттям:
1 — зварний шов; 2 — тверда шлакова кірка; 3 — рідка шлакова ванна;
4 — газова захисна атмосфера; 5 — покриття електрода; 6 — стрижень електрода; 7 — зварювальна дуга; 8 — рідка металева ванна
Під час ручного зварювання зварник маніпулює електродом, підтримуючи задану довжину дуги, подає електрод у дугу, а також переміщує його вздовж заготовки. Схема зварювання електродом із покриттям наведена на рисунку 1. До складу покриття входять:
• стабілізуючі (іонізуючі);
• газоутворюючі;
• шлакоутворюючі;
• розкислювальні;
• легуючі компоненти.
Стабілізуючі — це сполуки лужних і лужноземельних металів (наприклад крейда).
Газоутворюючі компоненти сприяють формуванню захисного газового середовища (деревне і харчове борошно, целюлоза тощо).
Шлакоутворюючі компоненти захищають електродний метал, метал зварювальної ванни та гарячого шва від впливу повітря (оксиди металів та неметалів — марганцева руда, титанова руда, каолін тощо). Розкислювальні компоненти — це сполуки, що мають більшу спорідненість із киснем. Вони необхідні для видалення кисню з ванни і шлаків (феромарганець, феротитан, феросиліцій тощо). Легуючі компоненти застосовують для одержання необхідного хімічного складу і властивостей зварного шва.
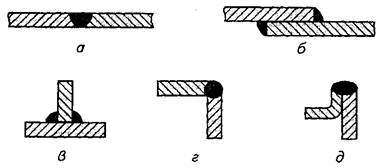
Рисунок 2 - Основні типи зварних з'єднань:
а — встик; б — внапуск; в — таврові; г— кутові; д — торцеві
Ручне електродугове зварювання ефективне при одержанні всіх типів зварних з'єднань (рисунок 2) і особливо при зварюванні коротких, переривчастих швів у важкодоступних місцях, у різних просторових положеннях (рисунок 3) за умов ремонту, дослідного виробництва, монтажу та будівництва. При такому зварюванні об'єм рідкого металу зварювальної ванни незначний, тому може утримуватись навіть на вертикальній (рисунок 3в) або стельовій (рисунок 3г) площині за рахунок сил поверхневого натягу.
До недоліків цього способу зварювання відносять важкі умови праці (працювати доводиться із захисною маскою) і низьку продуктивність (швидкість зварювання становить декілька метрів за годину).
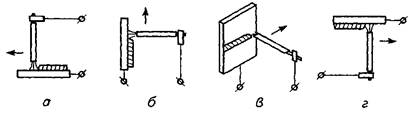
Рисунок 3 - Розміщення швів у просторі:
а — нижнє; б — вертикальне; в — горизонтальне; г — стельове
Під час автоматичного зварювання під флюсом забезпечується автоматичне запалювання і підтримується стабільний режим горіння дуги. Подача електродного дроту і переміщення електрода механізовані (рисунок 4).
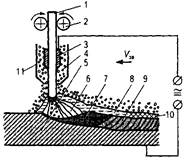
При зварюванні під флюсом дуга збуджується між електродом (1) і основним металом (виробом) (5), і горить під шаром флюсу (4), який надходить в зону зварювання з бункера (11). Частина флюсу, що оточує дугу, розплавлюється, утворюючи на поверхні розплавленого металу (7) ванну рідкого шлаку (8). При переміщенні дуги метал зварювальної ванни кристалізується з утворенням шва (9), покритого кіркою (10), що легко відділяється. Флюс захищає дугу і зварювальну ванну від окислення з атмосфери, забезпечує нормальне формування шва, запобігає розбризкуванню металу. Крім цього, струм можна підводити безпосередньо до дуги, що дозволяє різко збільшити його щільність (струм зварювання до 3000 А та більше). Складовими флюсу, залежно від способу зварювання, є оксиди кремнію, титану, кальцію, магнію, марганцю, заліза, а також фтористі й хлористі сполуки (плавиковий шпат, силікат марганцю тощо).
Автоматичне зварювання, порівняно з ручним, уможливлює зменшення витрат електродного металу в два рази, підвищення продуктивності від 3 до 20 разів, поліпшує умови праці. Його застосовують для зварювання однотипних вузлів з довгими прямолінійними та кільцевими швами, листових конструкцій з різних сталей і сплавів кольорових металів.
 Напівавтоматичне зварювання відрізняється від автоматичного тим, що подача електродного дроту механізована, але переміщення його вздовж шва здійснюється вручну. Зварювальну ванну при цьому захищають флюсом або захисним газом (аргоном, гелієм, двоокисом вуглецю). Напівавтоматично зварюють короткі та криволінійні шви, які недоцільно зварювати автоматичним зварюванням.
Напівавтоматичне зварювання відрізняється від автоматичного тим, що подача електродного дроту механізована, але переміщення його вздовж шва здійснюється вручну. Зварювальну ванну при цьому захищають флюсом або захисним газом (аргоном, гелієм, двоокисом вуглецю). Напівавтоматично зварюють короткі та криволінійні шви, які недоцільно зварювати автоматичним зварюванням.
Рисунок 4 - Схема автоматичного зварювання під флюсом:
1 — електрод; 2 — механізм подачі дроту;
3 — провідник струму; 4 — флюс;
5 — основний метал; 6 — зварювальна дуга;
7 — зварювальна ванна; 8 — шлакова ванна;
9 — зварювальний шов; 10 — шлакова кірка; 11— бункер
Електрошлакове зварювання
Електрошлакове зварювання (ЕШЗ) — це процес з'єднання металів, при якому розплавлення зон зварювання основного й електродного металів здійснюється теплотою, що виділяється при проходженні електричного струму через шлакову ванну (рисунок 5). Шлакова ванна (2) утворюється за допомогою зварювальної дуги на початку зварювання. Подаючи флюс до дуги, створюється значний шар електропровідного шлаку, після чого дуга занурюється в шлак, стає довшою і нестабільною. Це призводить до припинення дугового розряду і замикання струму у зварювальному ланцюгу. Рідкий шлак нагрівається при проходженні електричного струму. Плавлення електродного дроту (3), пластини або спеціального мундштука, що подаються до зварювальної ванни (4), забезпечує теплота перегрітого (до 2000 °С) шлаку. Частина теплоти витрачається також на оплавлення кромок (6) зварюваних заготовок (1).
Процес ЕШЗ можливий при вертикальному розташуванні шва і швидкості зварювання до 5 м/год. Витрати на 1 м шва, порівняно з автоматичним дуговим зварюванням під флюсом, приблизно у 10 разів менші за рахунок підвищення продуктивності (в 20 разів), скорочення витрат флюсу (в 20...30 разів) і спрощення підготовки кромок. ЕШЗ застосовують для з'єднання товстолистових (понад 20 мм) заготовок, виливків, поковок і зливків чавуну, сталі, сплавів кольорових металів. Зварювальні з'єднання при цьому можуть бути фігурними, криволінійними, перемінного перерізу. Цей вид зварювання застосовують для виготовлення великогабаритних конструкцій, порожнистих і суцільних валів, механічних і гідравлічних пресів та прокатних станів.
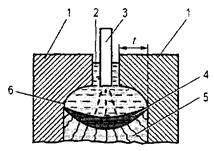
Рисунок 5 - Схема електрошлакового зварювання:
1 — зварюваний метал; 2 — шлакова ванна; 3— електродний дріт; 4— металева ванна;
5 — зварювальний шов; 6 — величина (t) проплавлення кромок металу
Дугове зварювання в захисній атмосфері, плазмодугове зварювання
При зварюванні в захисній атмосфері зварювальну дугу, основний метал і електрод захищають в атмосфері газу в камері або струменем газу, який подають до місця зварювання спеціальним пальником. Для зварювання використовують плавкі й неплавкі (вуглець, вольфрам) електроди, постійний і перемінний струм прямої (мінус на електроді) й зворотної полярності. Захисні атмосфери можуть бути інертними (аргон, гелій) або активними (вуглекислий газ, азот, водень). Оскільки інертні гази не взаємодіють з металом і не розчиняються в ньому, хімічний склад шва і зварюваного металу однаковий, що забезпечує високу якість зварювальних з'єднань. Інертні гази застосовують для зварювання легованих сталей і сплавів на основі Ті, Zr, Nb, Al, Mg завтовшки 0,1...100 мм. Найпоширеніше аргонодугове зварювання неплавким вольфрамовим електродом. Частіше застосовують дугу постійного струму прямої полярності. Завдяки цьому значна більшість теплоти дуги витрачається на розплавлення основного металу. Проте дуга зворотної полярності має дуже важливу властивість — здатність очищати поверхню металу від окисних і нітридних плівок та інших забруднень. Відбувається це очищення тому, що у зоні катодної плями на поверхні виробу завдяки катодному розпиленню під дією бомбардування позитивними іонами руйнуються оксидна та нітридна плівки та видаляються інші забруднення.
Цю властивість дуги зворотної полярності використовують для зварювання (на змінному струмі електродом, що не плавиться) алюмінію, магнію та інших сплавів, поверхня яких вкрита тугоплавкою плівкою окислів і нітридів, що не розплавлюються і тим самим перешкоджають з'єднанню кромок зварюваних елементів. Змінний струм дає змогу в одному з напівперіодів очищати поверхню, а в іншому — розплавляти основний метал і зменшувати нагрів вольфрамового електрода.
Якісні з'єднання низки сплавів одержують також і в середовищі активних газів, які взаємодіють з металом зварювальної ванни. Так, більшість марок конструкційних сталей зварюють у середовищі вуглекислого газу. Надходячи в зону високих температур дуги, він частково дисоціює з виділенням атомарного кисню. Для захисту від окислення застосовують зварювальний дріт із підвищеним вмістом Si і Mn (1...2 %), які відновлюють оксиди заліза. При цьому продукти реакції спливають на поверхню шва у вигляді шлаку. Під час такого зварювання найчастіше використовують дугу зворотної полярності.
У разі зварювання в захисній атмосфері об'єм ванни невеликий і вона швидше охолоджується. Це дає змогу, на відміну від зварювання під флюсом, здійснювати процес у вертикальному та перевернутому положеннях, що вельми важливо при зварюванні труб встик автоматичною зварювальною головкою.
При плазмодуговому зварюванні металу джерелом теплоти є струмінь газу, іонізованого в дузі, яка під час зіткнення з менш нагрітим тілом деіонізується з виділенням значної кількості теплоти. Це дає підставу вважати її самостійним джерелом нагрівання. Температура струменя плазми залежить від ступеня іонізації газу. Для її підвищення використовують стовп стиснутої дуги, тобто дуги, що горить у вузькому каналі, через який під тиском подають газ (аргон, азот, водень), тим самим збільшуючи ступінь обтискування. За таких умов температура газу в стовпі дуги досягає 30 000 °С. Генератор плазми (іонізованого газу) називають плазмотроном. Останнім часом створено плазмотрони, в яких замість аргону і аргоно-водневої суміші застосовують дешевший вуглекислий газ.
Є два варіанти використання струменя плазми: • суміщений з дугою, яка горить між вольфрамовим електродом (катодом) і виробом (анодом); • відокремлено від дуги. За першим варіантом здійснюють термічне різання, за другим — зварювання, наплавлення і напилення. Останній варіант застосовується також для роботи з неелектропровідними матеріалами. При цьому швидкість плазмового зварювання вуглецевих сталей досягає кількох сотень метрів за годину.
Зварювання електронним і лазерним променем
Зварювання електронним променем відносять до зварювання плавленням. Проте, на відміну від дугових методів зварювання, його застосовують у глибокому вакуумі (10— 2... 10— 4 Па) за умов дефіциту іонів, що переносять електричний розряд. Із цієї причини дуговий електричний розряд у вакуумі нестійкий.
При зварюванні у вакуумі заготовку розміщують у камері. Джерелом тепла є потік прискорених електронів. Швидкість електронів, що дорівнює приблизно половині швидкості світла, забезпечується високою прискорювальною напругою (10...150 кВ) між катодом і анодом (заготовкою). Електрони, які випромінює катод, прискорюються і концентруються в промінь (діаметр до 10 мкм), що бомбардує метал. При цьому в процесі гальмування, внаслідок переходу кінетичної енергії в теплову, виділяється теплота. Температура у місці зварювання досягає 5000...6000 °С. Це надає променю високої здатності до проплавлення, яке дає змогу за один прохід зварювати заготовки завтовшки до 50 мм та отримувати шви мінімальної ширини, що виключає викривлення заготовок при зварюванні. Співвідношення ширини та глибини шва досягає 1: 20 (дугове зварювання забезпечує це співвідношення в межах 1/3... 1).
Зварювання електронним променем забезпечує найвищу якість з'єднань будь-яких металів, зокрема тугоплавких і таких, що окислюються при підвищених температурах. Висока концентрація нагріву в фокусі променя (до 5 х 108 Вт/см2) дає змогу також пробивати отвори в сапфірах, рубінах, алмазах тощо, зварювати неоднорідні матеріали (метали і неметали) завтовшки 0,01...100 мм зрізними температурами плавлення та іншими теплофізичними характеристиками.
При лазерному зварюванні джерелом теплової енергії є потужний сконцентрований світловий промінь, який одержують у спеціальних установках — лазерах. Найпоширенішими є лазери зі штучним рубіном (рисунок 6). Такий лазер складається з циліндричного рубінового стрижня (1), імпульсної ксенонової лампи (2), лінзи (4) та охолоджувальної системи (3).
Торці стрижня відполіровані й покриті сріблом. Один із них, що сприяє виходу світлового променя назовні, частково прозорий. Під час роботи ксенонової лампи атоми хрому рубінового кристала переходять із нормального стану в збуджений, з іншим енергетичним рівнем. Проте через декілька мілісекунд вони знову повертаються до нормального стану, хаотично випромінюючи фотони червоного світла. Потік їх уздовж осі стрижня викликає випромінювання нових фотонів, які поперемінно віддзеркалюються від торцевих граней, збільшуючи інтенсивність загального випромінювання.
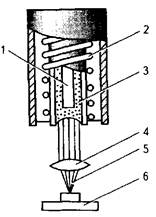
Рисунок 6 - Схема лазерного зварювання:
1 — рубіновий стрижень; 2 — ксенонова лампа; 3 — система охолодження;
4 — лінза; 5 — сфокусований потік монохроматичного світла; 6 — виріб
При накопиченні певного рівня фотонів вони у вигляді потоку червоного кольору прориваються крізь напівпрозорий торець стрижня назовні. Проходячи крізь лінзу (4), промінь (5) фокусується на виріб (6). Тривалість імпульсу лазерного променя дорівнює тисячним і мільйонним часткам секунди. Питома потужність лазера може перевищувати 10 Вт/см. Під час контакту променя зі зварюваним виробом виділяється теплова енергія, температура в місці стику досягає 6000 °С.
Лазерне зварювання дає змогу обробляти вироби в будь-якому середовищі (вакуумі, газі, повітрі), що передає промінь світла. Деталі можна розміщувати в ампулах. Завдяки волоконній оптиці промінь можна спрямовувати у важкодоступні місця, приміщення з високою радіоактивністю тощо. Найдоцільніше лазерне зварювання застосовувати для мікроз'єднань, виготовлення мікроотворів, різних композицій металів завтовшки до 0,5 мм, у мікроелектроніці.
Електричне контактне зварювання
Електричне контактне зварювання — це процес утворення нероз'ємного з'єднання за рахунок зчеплення атомів металу, яке здійснюється за локального нагрівання деталей електричним струмом з обов'язковим наступним їх стисненням. Таке зварювання можна здійснювати без розплавлення металу (при нагріванні до пластичного стану) або з локальним розплавленням у зоні контакту Серед багатьох різновидів електричного контактного зварювання виділяють такі основні типи:
• точкове;
• шовне;
• стикове.
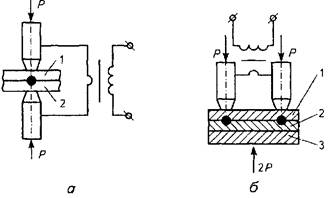 |
Рисунок 7 - Схеми дво- (а) та одностороннього (б) точкового зварювання
При двосторонньому точковому зварюванні (рисунок 7а) деталі (1, 2) розміщують внапуск одна на одну, затискують із зусиллям Р між двома мідними електродами, які підводять струм до місця зварювання. При двосторонньому зварюванні й нагріванні бере участь увесь струм. При односторонньому — струм розподіляється між верхньою (1) і нижньою (2) заготовками (рисунок 7б) та підкладкою (3) з міді. При односторонньому зварюванні зварюються дві заготовки, а при двосторонньому — дві-чотири.
Цей вид зварювання застосовують для з'єднання листових конструкцій з вуглецевих і легованих сталей, кольорових металів.
При шовному (роликовому) зварюванні між заготовками утворюється міцний і щільний шов. Складається він із низки послідовно розміщених точок зварювання, які частково накладаються одна на одну. Такий вид зварювання також може бути одно- та двостороннім. Схема двостороннього зварювання зображена на рисунку 8.
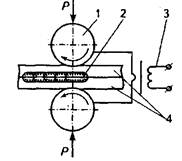
Рисунок 8 - Схема шовного двостороннього зварювання:
1 — дискові електроди; 2 — зварювальне ядро; 3— джерело струму; 4— виріб
Основні технологічні цикли процесу шовного зварювання такі: • з безперервним вмиканням струму; • з переривчастим вмиканням. Перший застосовують для зварюваний коротких швів металів, які не схильні до зростання зерна і змін структури під час нагрівання, а другий — для зварювання довгих швів металів, для яких перегрів небезпечний (неіржавіючі сталі, сплави алюмінію).
Шовне зварювання застосовують при виготовленні тонкостінних ємкостей для зберігання і транспортування рідини або газів, а також у виробництві тонкостінних труб.
Стикове зварювання здійснюється при пластичному деформуванні заготовок, нагрітих у зоні зварювання (рисунок 9).
Перед зварюванням заготовки очищують від оксидної плівки, механічно обробивши їх, щільно підганяють торці один до одного. На початку зварювання заготовки стискають, а потім вмикають електричний струм, під дією якого місця з'єднання нагріваються до пластичного стану. У процесі зварювання заготовки продовжують притискувати, стик потовщується і відбувається зварювання по всій площині контакту.
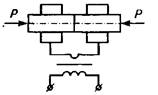
Рисунок 9 - Схема контактного
зварювання опором
Стикове зварювання з оплавленням — це вид контактного зварювання, при якому заготовки зближують, коли струм вже ввімкнуто. Внаслідок цього на торцях виникають дугові розряди, які оплавляють метал. Після оплавлення заготовки швидко притискують торцями (процес осаджування), оплавлений метал витискується з зони дотику й утворюється зварювальне з'єднання по всій площині контакту.
Максимальна площа перерізу, що зварюється, — до 6 х 104 мм2. Цим способом легко зварюють різнорідні метали різних перерізів. Широко застосовують стикове зварювання різального інструменту, залізничних рейок, труб магістральних газо- і нафтопроводів.
Зварювання тертям, газопресуванням, дифузійне зварювання
Способи зварювання тертям і газопресуванням належать до зварювання тиском і відрізняються вони лише джерелом теплоти. Зварювання тертям (рисунок 10) здійснюють у твердому стані, використовуючи теплоту як наслідок тертя поверхонь зварюваних елементів. Спочатку при їхньому обертанні на поверхнях металів руйнуються окисні плівки, й механічна енергія перетворюється на теплову.
При цьому локальне підвищення температури досягає 950......1300 °С. Досягши необхідної температури, відносний рух зварюваних елементів майже миттєво припиняють, і до нагрітих нерухомих деталей підводять стискальні зусилля. При зварюванні тертям, порівняно з електричним, витрати енергії зменшуються у 5... 10 разів. Перевагами цього виду зварювання є екологічність, відсутність газовиділень і випромінювання. Зварювання тертям застосовують для з'єднання одно- та різнорідних металів (сталь з алюмінієм), виготовлення різального інструменту, валів, штоків тощо.
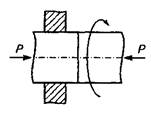
Рисунок 10 - Схема зварювання тертям
При зварюванні газопресуванням торці або кромки заготовок нагрівають полум'ям пальників до пластичного стану або до оплавлення, після чого заготовки притискують одну до одної. Переваги газопресового зварювання є плавні режими нагрівання й охолодження, воно придатне й для проведення ремонтних робіт великих об'єктів. Проте через низьку продуктивність і складність оснащення застосування цього виду зварювання обмежене.
Сутність дифузійного зварювання зводиться до створення умов для максимальної швидкості дифузії на межі контакту зварювальних деталей, утворення нових зерен, які належать водночас кожному з металів, що контактують. Для цього температура має бути такою, щоб зберегти твердий стан металів і максимально підвищити швидкість дифузійних процесів; тиск має бути нижчим за поріг текучості: вакуум застосовують для захисту від окислення. Зварювання здійснюють у вакуумі (10_1...10_3 Па) або в атмосфері інертних газів, нагрітих до 400... 1300 °С під тиском до 10...20 МПа. Зварювані метали нагрівають індукційними струмами високої частоти (до 600...800 °С), електронним або лазерним променем. Температури у цьому інтервал сприяють ефективному руйнуванню оксидних плівок, щільний контакт поверхонь металів полегшує перебіг дифузійних процесів.
Дифузійне зварювання уможливлює з'єднання однорідних і різнорідних металів та їхніх сплавів, а також металокерамічних вироби з металами. До переваг цього способу зварювання слід віднести міцне з'єднання без помітних змін фізико-механічних властивостей у зон зварювання. Практично використовують два різновиди технології:
• без проміжного шару (для однорідних металів);
• з проміжним шаром (містить плавкі та неплавкі прошарки). Проте цей спосіб зварювання потребує застосування складного обладнання, обмежує розміри заготовок розмірами вакуумної камери й є досить тривалим (10...30 хв).
Дифузійне зварювання застосовують в електронній, космічній авіаційній техніці, при створенні багатошарових композиційних матеріалів.
Ультразвукове зварювання
Ультразвукове зварювання також відносять до зварювання тиском. Для нього характерне застосування ультразвукових механічних коливань і незначних зусиль стискування. Використовуючи ефект магнітострикції, тобто здатність деяких металів і їхніх сплавів до перетворення електромагнітних коливань ультразвукової частоти (15... 100 кГц) на механічні, одержують коливання тієї самої частоти. Таку здатність мають сплави нікелю з залізом (пермалой), кобальту з залізом (пермендюр) тощо. З них виготовляють магнітострикційні перетворювачі.
Заготовки (5) для зварювання (рисунок 11) розміщують на опорному електроді (6), який притискує заготовки до наконечника (4) хвилеводу (3). Його з'єднують з котушкою (2) магнітострикційного вібратора (1).
Перемінний струм високої частоти, проходячи крізь котушку, збуджує в ній перемінне магнітне поле, яке передає механічні коливання на її стрижень. Зміна розмірів на торці магнітостриктора незначна — 1...3 мкм. Для збільшення амплітуди коливань застосовують хвилеводи складної форми, забезпечуючи амплітуду коливань до десятків мікрометрів. Ці коливання викликають сили тертя в місцях зварювання, руйнують оксидні плівки, пластично деформують поверхневі шари, нагрівають поверхні металу до 200... 1200 °С. Отже, створюються умови зближення зварюваних матеріалів до відстані взаємодії міжатомних сил, що сприяє утворенню міцних зварюваних з'єднань. На спеціальному обладнанні однорідні та різнорідні метали і сплави зварюють "внапуск" завтовшки 0,001... 1 мм з утворенням точкових і шовних з'єднань.
За такою технологією добре зварюються алюміній і його сплави, титан, цирконій, нікель; гірше — низьковуглецеві, жароміцні та інструментальні сталі, сплави магнію. Ультразвукове зварювання застосовують також для з'єднання неметалевих матеріалів — хлорвінілу, поліетилену, капрону, органічного скла, біологічних тканин тощо.
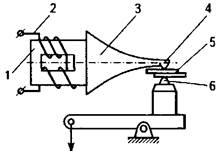
Рисунок 11 - Схема ультразвукового зварювання:
1— магнітострикційний вібратор; 2 — котушка; 3 — хвилевод;
4 — наконечник; 5 — заготовки; 6 — опорний електрод
Зварювання вибухом
Під зварюванням вибухом розуміють з'єднання металів у твердому стані з утворенням нових атомних зв'язків у процесі високошвидкісного зіткнення тіл, яке здійснюють з використанням енергії вибухових речовин або інших джерел енергії з великою питомою потужністю (рисунок 12а). На верхній частині заготовки розміщують вибухову речовину (2). При спрацюванні детонатора (7) відбувається спрямований вибух, і тиск 104 МПа (до 105 атм), що утворюється, сприяє переміщенню верхньої заготовки (3) до нижньої (4). Під час удару в точці А (рисунок 12б) видаляються тонкі поверхневі шари металу, оксидні плівки і забруднення. Заготовки (3 і 4) зближуються на відстань, що забезпечує взаємодію міжатомних сил. У такий спосіб за тисячні частки секунди поверхні в кілька квадратних метрів з'єднують з досить високою міцністю. Основними параметрами зварювання вибухом є швидкість детонації D, нормальна швидкість Vн, кут γ. Вихідний проміжок між зварюваними заготовками дорівнює 2...З мм.
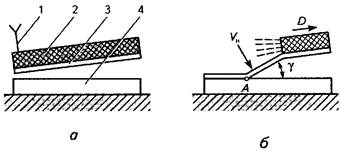
а – вихідне положення б – процес зварювання
Рисунок 12 – Схема зварювання вибухом
Цей вид зварювання має певні недоліки і переваги. До переваг слід віднести універсальність, самоочищення контактних поверхонь, зміцнення металу біля меж з'єднання, відсутність термічного впливу і прошарків дифузійного походження, можливість багатошарового зварювання, негроміздке, просте обладнання. Основними вадами зварювання вибухом вважають необхідність встановлення заготовок під кутом, складність стикового зварювання, небезпечність застосування вибухових речовин.
Зварювання пластмас
Зварювання пластмас здійснюють шляхом використання теплоносія (нагрітого газу або інструмента) або нагріву тертям, струмами високої частоти (СВЧ), ультразвуком.
Контактні методи застосовують переважно для з'єднання деталей з термопластів, а зварювання реактопластів, зазвичай, проводять СВЧ або ультразвуком, які використовують і для зварювання термопластів.
Зварювання однорідних термопластів відбувається під тиском за рахунок взаємного проникнення (дифузії) частинок поверхневих шарів, розігрітих до в'язкотекучого стану. Температура зварювання та затрати тепла на розігрів матеріалу залежать від його складу, теплоємності, товщини та ширини зварювального шва. Тому нагрівачі бажано виготовляти з терморегуляторами. При роботі з термопластами, широко застосовують зварювання гарячим газом (газовим теплоносієм) та нагрітим інструментом (контактний нагрів).
Зварювання гарячим газом виконується за допомогою спеціальних зварювальних пальників. Сутність цього способу полягає в тому, що зварювані поверхні термопласта і присадний пруток (якщо він використовується) нагріваються гарячим газом і розм'якшуються до такого ступеня, що при незначному тиску відбувається їх злипання. Газовим теплоносієм слугує повітря або інертний газ (аргон, азот). Застосовується інертний газ для зварювання поліетилену, поліамідів та інших термопластів. Повітря в такий пальник подається від компресора під тиском 0,15...0,25 МПа (тобто 1,5...2,5 атм), а інертний газ — безпосередньо з балона.
В електричному пальнику повітря, що подається (або азот), нагрівається електричними спіралями. Розжарення спіралі регулюється автотрансформаторами. В газовому пальнику повітря (або азот) нагрівається за рахунок згоряння горючого газу в порожнині пальника, а подача газу регулюється краном.
Вадою газових пальників є неточність регулювання температури газу, що обігріває поверхні.
Перед зварюванням на кромках зварюваних деталей, залежно від їхньої товщини, знімають фаску під кутом 30...60°.
Зварювання контактним нагрівом виконують як вручну, так і на спеціальних механічних установках та пристроях.
Залежно від форми матеріалу як нагрівачі можуть використовуватися: паяльники, стрижні, пластини, клини та наконечники різних форм. При зварюванні контактним нагрівом після видалення нагрітого інструмента поверхні деталей також стискують, чим і забезпечують нероз'ємне з'єднання.
Зварювання пластмас тертям, як і металів, засноване на використанні тепла, що виділяється при терті поверхонь зварюваних деталей. Труби та прутки зварюють на спеціальних установках, але можна застосовувати і токарні верстати.
Зварювання з нагрівом СВЧ засноване на використанні тепла, яке виділяється за рахунок діелектричних втрат в зоні дії високочастотного електричного поля. В промисловості широко застосовують спеціальні машини, що забезпечують роликове, точкове, пресове зварювання плівок, листів, труб. Зварювання з нагрівом СВЧ забезпечує міцність та герметичність швів, високу продуктивність і економічність процесу.
Ультразвукове зварювання пластмас практично таке саме як і ультразвукове зварювання металів, оскільки в обох випадках ультразвукові коливання магнітостриктора перетворюються на теплову енергію, яка сприяє формуванню нероз'ємного з'єднання.
При зварюванні ультразвуком заготовки з пластика розігріваються тільки в зоні контактуючих поверхонь, що гарантує від перегріву. Використання спеціальних хвилеводів дає змогу застосовувати ультразвукове зварювання у важкодоступних місцях.
Нероз'ємні з'єднання в деталях із пластмас здійснюють і шляхом склеювання. Для цього використовують синтетичні клеї, які підрозділяють на три групи:
• термореактивні (на основі фенолформальдегідних, поліуретанових, поліефірних, епоксидних та інших смол);
• термопластичні (дихлоретан, бензол та інші);
• на основі каучуків.
Склеювання виконують без нагріву (клеї Б-3, ПУ-2, ВК-5 та інші) та з нагрівом до 150...250 °С (клеї БФ-2, БФ-4, ВК-3 тощо).
Технологічний процес склеювання деталей складається:
• з підготовки поверхонь;
• зачистки (знежирювання);
• нанесення клею;
• просушування клейових плівок перед з'єднанням (іноді);
• з'єднання поверхонь, що необхідно склеїти;
• закріплення під визначеним тиском;
• термообробки (тверднення) клейового з'єднання, або витримки при нормальній температурі.
Контрольні запитання
1. У чому полягає сутність процесу зварювання?
2. У чому полягає сутність і відмінності ручного та автоматичного дугового зварювання?
3. У чому суть процесу електрошлакового зварювання?
4. Що являє собою дугове зварювання в захисній атмосфері?
5. У чому суть плазмодугового зварювання?
6. У чому суть зварювання електронним променем?
7. У чому суть зварювання лазерним променем?
8. У чому суть та відмінності точкового і шовного електричного контактного зварювання?
9.У чому суть та відмінності контактного зварювання опором та оплавленням?
10.У чому суть зварювання тертям та газопресуванням?
11.У чому суть дифузійного зварювання?
12.Що являє собою ультразвукове зварювання?
13.У чому суть процесу зварювання вибухом?
14.Якими способами здійснюють зварювання пластмас?
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2645; Нарушение авторских прав?; Мы поможем в написании вашей работы!