КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оператор крепит деталь болтами, затягивая специальным ключом. 1 страница
Оператор устанавливает деталь на шасси.
8. Оператор идет туда, где хранится инструмент.
9. Оператор берет инструмент.
10. Оператор возвращается, подносит инструмент к шасси и кладет его.
12. Оператор проходит 25 футов, чтобы взять следующую деталь.
Из 12 операций полезных оказалось только две, добавляющие ценность.
Тойота выделила семь видов потерь – действий или затрат, не добавляющих ценности.
1. Перепроизводство. Это производство изделий, на которые не поступало заказов.
2. Ожидание (потери времени). Рабочие сидят, наблюдая за работой автоматического оборудования, или ожидают детали, или ждут, пока отремонтируют станок.
3. Лишняя транспортировка или перемещение.
4. Излишняя обработка. Ненужные операции из-за несовершенной технологии.
5. Избыток запасов. Он проводит к повреждению готовых деталей. Мешает выявлению проблем несбалансированного производства.
6. Лишние движения. Все лишние движения, которые приходится делать сотрудникам в процессе работы: поиски чего-то, относка, подноска, укладка.
7. Дефекты.
8. Автор [17] относит сюда и нереализованный творческий потенциал сотрудников.
Таити Оно считал основным видом потерь – потери перепроизводства.
Схема «Дом TPS» (рис. 6.1) объясняет основные принципы системы Тойота. Схема дома была принята потому, что дом является целостной структурой, где все элементы важны.
Крыша – это цели: отличное качества, низкие затраты, сокращение времени выполнения заказа. Цели включают также безопасность труда, дисциплина, моральный дух. Тойота никогда не жертвует безопасностью рабочих ради производства. Левая стена: система «точно вовремя», которая обеспечивается планированием, непрерывностью потока, системой вытягивания, рациональной логистикой. Правая стена – система контроля качества на рабочем месте, предупреждение от ошибок, анализ причин система сигнализации при наличии дефектов.
В центре дома – все, что связано с людьми: отбор кадров, обучение, система принятия решений, общие цели. Работники активно вносят предложения по усовершенствованиям, требуется участие всех. В основании дома – стабильные, надежные процессы, выравненные потоки, минимальные запасы. При минимальных запасах, чтобы уменьшить простои линии, необходимо быстро принять решение по устранению дефектов на основе творчества людей.
 |
Отличное качество – низкие затраты
Минимальное время выполнения заказа.
Высокий моральный дух
-
Система- Люди и работа в команде
точно во время - Контроль
качества на
- Непрерывный рабочем
поток месте
- Система - Предупреж-
вытягивания дение
Непрерывное ошибок
совершенствование
- Быстрая
переналадка Устранение потерь 5 почему?
| Выравнивание производства |
| Стабильный, стандартизированный процесс |
| Визуализация процессов |
| Философия подхода Тойота |
Рис.6.1- «Дом TPS»
. В TPS входит и известная система 5S («Упорядочение»), которая описана в специальном разделе.
6.4. 14 принципов Тойота
Принципы сгруппированы в четыре категории:
1) философия долгосрочной перспективы;
2) правильный процесс дает правильные результаты;
3) добавлять ценность организации, развивать своих сотрудников и партнеров;
4) постоянное обучение, постоянное решение фундаментальных проблем.
Принцип 1. Принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовыми целям.
Примером может служить разработка гибридного автомобиля Prius, имеющего совмещенные двигатель внутреннего сгорания и электродвигатель на аккумуляторах, которые согласованно работают под управлением
компьютера. Это автомобиль ХХI века, разработанный в 1997 году. Выброс СО2 и Расход топлива сократились вдвое. Тойота затратила на его создание до миллиарда долларов и не так скоро производство окупится, но компания осознает важность своей работы для будущего.
Принцип 2. Процесс в виде непрерывного потока способствует выявлению проблем.
Сущность непрерывного потока можно рассмотреть на таком примере.
Пусть фирма изготавливает компьютеры и имеет три цеха. Первый за 1 минуту изготавливает системный блок, второй за 1 минуту изготавливает монитор, третий – за 1 минуту проводит тестирование схемы. Если транспортная партия составляет 10 штук, то о неисправности какого-либо компьютера будет известно через 21- 30 минут. На Тойота транспортная партия равна 1 штуке. При этом о неисправном компьютере станет известно через 3 минуты, конвейер будет остановлен и причина устранена.
Принцип 3. Используй систему «вытягивания», чтобы избежать перепроизводства.
Вытягивание – это когда потребитель на следующей операции требует от предшествующей операции необходимые детали. Он отправляет на предыдущую операцию контейнер с карточкой (канбан), в которой указано какую деталь необходимо и в каком количестве. Промежуточные запасы деталей есть, но они минимизированы.
Для сравнения по системе выталкивания производство изделий ведется по определенному плану, заказы на изготовление определяются ожидаемым, по фактическим потребительским спросом. Производство, несмотря ни на что, работает по графику и это ведет к потерям. При массовом производстве большая часть подразделений старается свести переналадку оборудования к минимуму. Это ведет к тому, что участок старается изготовить максимальный объем однородных изделий, прежде чем приступить к переналадке. При этом между участками необходим буферный запас. Все ожидающие детали составляют незавершенное производство. Потребности на рынке могут измениться, так возникает перепроизводство.
На предприятиях Тойота, несмотря на высокоскоростную систему коммуникации, применяются различные виды канбан (канбан – это сигнал) - сигналы к поставке нужных изделий. Это очень простой, наглядный и эффективный инструмент, его исследуют зарубежные компании, отказываясь от компьютерных графиков. Пример канбан – заправка машины – заправляют по потребности, а не по графику.
Принцип 4. Распределяй объем работ равномерно, работай как черепаха, а не как заяц. Борьба с авралами и простоями. На Тойота систематизируют заказы, применяют более частую переналадку, при этом сокращая время переналадки. Допустим, имеется три заказа:
А = 100, Б = 50, С = 30 штук. Если запустить заказ А – будет перегрузка персонала, аврал. Когда будет изделие С – будет недогрузка. Суммарный заказ 180 шт. распределяют на шесть дней – с переналадкой по 30 штук.
Принцип 5. Сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество. Разработай автоматические устройства для сигнализации о неполадках. Организуй систему поддержки для оперативного решения проблем.
Приведем пример. Директор американского предприятия Тойота с гордостью говорил о том, что он не разу за месяц не остановил сборочный завод. Услышав этот ответ президент Фудзио Тё был потрясен: «Вы не понимаете! Если Вы не остановили завод, значит у вас нет проблем! Но проблемы есть на любом предприятии, может быть Вы их скрываете? Сократите межоперационные запасы и тогда проблемы станут очевидными!». Таким образом, необходимо останавливать производство ради встраивания качества. На Тойота действует световая система сигнализации андон. Оператор, обнаруживший неполадки, нажимает кнопку андон, при этом загорается желтая лампочка. Лидер команды (мастер) на данном участке старается устранить вместе с оператором неполадки, на это дается до 30 секунд. Если устранить неполадки за это время не удалось - загорается красная лампочка над участком и линия останавливается для более капитального вмешательства.
В результате по данным журнала автомобильной промышленности Consumer Reports так оценивается качество автомобилей в эксплуатации: для Тойота - 25 проблем на 100 автомобилей за три года, для американских и европейских – 50-70 проблем на 100 автомобилей.
Принцип 6. Стандартные задачи – основа непрерывного совершенствования и делегирования полномочий сотрудникам. Фиксируй накопленные знания о процессе, стандартизируя лучшие на данный момент методы.
С одной стороны, следует обеспечить сотрудников жесткой процедурой, которой они должны придерживаться. С другой стороны, никто не любит выполнять правила, разработанные другими. Для разрешения этого противоречия работников призывают подумать над улучшением стандарта, проявить творчество. При этом работники, пытающиеся улучшить что-то, должны познакомиться в архивах (электронных) с тем, как рождалось сегодняшнее решение (историю вопроса). У каждого есть шанс превратить свою работу в новый стандарт.
Принцип 7. Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной. Используй простые визуальные средства, чтобы помочь сотрудникам быстро определить, где они соблюдают стандарт, а где отклонились от него. По возможности сократи объем отчетов до одного листа, даже если речь идет о важнейших финансовых документах.
Принцип 8. Используй только надежную, испытанную технологию. И все же поощряй людей не забывать о новых технологиях, если речь идет о поисках новых путей.
Тойота, как правило, отстает от своих конкурентов в приобретении новых технологий. Тойота предпочитает двигаться медленно. Новые технологии внедряются лишь после экспериментальной проверки с участием широкого круга специалистов. Главное – добавляет ли новая технология ценность для потребителя.
Принцип 9. Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других.
В отличие от многих компаний, в которых руководители могли приглашаться со стороны для преодоления проблем, в Тойота руководители должны вырасти внутри компании, иметь большой практический опыт, усвоить дух Тойоты и принципы.
Можно выделить четыре модели лидерства.
1. Менеджер-бюрократ. Управляет силовыми методами, создает инструкции, директивы. Разрабатывает формальные методы оценки работы, недостаточно хорошо понимает суть работы. Управление «сверху-вниз».
2. Жесткий практик, надсмотрщик. Хорошо знает дело, но плохо контактирует с людьми. Не доверяет людям, дергает за ниточки. Это – тоже управление «сверху-вниз».
3. Координатор группы. Это представитель стиля «снизу-вверх». Он недостаточно хорошо понимает суть работы, но способен к пониманию людей, поощрению. Он не ведет людей, а координирует их работу.
4. Лидеры Тойоты досконально знают работу своих подчиненных, способны заботится о развитии людей. Они не отдают приказы. Они задают вопросы, мотивируя подчиненных к решению проблем, даже если знают решение.
Принцип 10. Воспитывай незаурядных людей и формируй команды, исповедующие философию компании. Формируй межфункциональные команды, чтобы повысить качество и производительность за счет решения сложных технических проблем. Неустанно учи людей работать в команде на общую цель. Формирование рабочих групп – длительный процесс. Вот как описывает процесс создания рабочих групп директор одного из предприятий Тойота, расположенного в США, Кен Блечард.
1 этап – ориентация. Группа должна понять свое предназначение, понять особенности работы в команде, в потоке. Необходимо освоить инструменты Здесь важна роль лидера.
2 этап – неудовлетворенность. Члены группы обнаруживают, что работать в группе сложнее, чем индивидуально. Возникают процессы социальной динамики.
3 этап – интеграция. У группы постепенно формируется представление о роли каждого члена. Все учатся контролировать процессы, осваивают функции, нормы.
манда. Роль лидера снижается, они оказывает направляющее воздействие.
По описанию Блечарда третий этап был достигнут через несколько производственных собраний, а этап 4 был достигнут через 3 года.
Принцип 11. Уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться.
Когда Тойота начала выпускать автомобили, у нее не было ни капитала, ни оборудования, чтобы производить множество деталей. Тойота не мог загрузить своих поставщиков большими заказами. Все, что он мог сделать - договориться с поставщиками о долгосрочной взаимовыгодной перспективе.
В настоящее время поставщики отзываются о Тойота как о лучшем, но самом жестком потребителе. Жесткость означает, что компания придерживается весьма высоких стандартов и ожидает от партнеров соответствия. Но Тойота помогает свои партнерам добиться такого уровня. Автосборочные заводы Тойота в Северной Америке имеют массу предприятий-поставщиков в США и Канаде. Сборочные заводы должны получать детали небольшими партиями несколько раз в день, чтобы не было больших запасов. Для этого Тойота создала компанию Transfreight c большим терминалом, куда шесть раз в день привозят детали и 12 раз в день отгружают на сборочные заводы. Персонал - американцы, но Тойота учит их системе TPS. Фирма Transfreight хорошо компьютеризирована, имеет свой транспорт и считается частью производственной системы Тойота.
Принцип 12. Чтобы разобраться в ситуации, надо все увидеть собственными глазами. В основе твоих рассуждений должны лежать данные, которые проверил ты сам.
Вот один из примеров. На заводе Тойота в Джорджтауне, штат Кентукки, был Фудзио Тё. Утром приходившие работники видели Фудзио Тё, стоявшего на возвышении как изваяние и не отвечавшего на приветствия. Он пристально наблюдал за работой производственных цепочек. Через некоторое время он приветствовал всех, уходил в офис и давал обоснованные распоряжения. Популярным на Тойота стал термин гемба, который означает производственную среду. Отправиться в гемба – отправиться в цех, на участок.
О знаменитом круге Таити Оно рассказывают много разных историй. Вот как рассказывает американец мистер Минора о том, как он с коллегами изучал TPS у самого Таити Оно. Частью изучения было стояние в круге.. Мистео Оно попросил нарисовать круг в цехе и встать в него. Стоять нужно было 8 часов. Потом мистер Оно пришел и спросил, что мы видели. Мы сбивчиво отвечали. Мистер Оно молча посмотрел и сказал: «Идите домой». Потом он учил задавать вопросы, думать, наблюдать, анализировать. Таити Оно придавал большое значение фактам, виденным лично.
Вот еще один пример. Тойота получала электрические жгуты от одной из американских фирм, но выявились дефекты. Вице- президент фирмы-поставщика приехал на Тойота принести извинения и заверить, что все исправят. Его спросили, а в чем была причина. Он сказал, что пока не знает, но все исправят. С ним не стали долго разговаривать и отправили обратно, упрекнув, что нельзя приезжать таким неподготовленным для серьезных разговоров.
Принцип 13. Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряй его, не медля.
Процесс принятия решения в Тойота, который опирается на достижение консенсуса, так сильно отличается от подхода других фирм, что требует полного переобучения. Новые сотрудники не понимают, как столь продуктивно работающая компания может применять такой медленный, кропотливый, обременительный и трудоемкий процесс принятия решений. Но проработав несколько лет становятся сторонниками такого подхода и считают, что он обогатил их и помог.
То, каким образом пришли к какому-то решению для Тойота не менее важно, чем качество решения. Основное требование – не жалеть времени и сил для анализа. Ни одна возможность не остается неизученной. Каждое решение исследуется как под микроскопом, досконально, в мелочах.
Если есть проект, который нужно внедрить в течение года, американская компания потратит на планирование три месяца, после чего займется внедрением. После внедрения появятся разные проблемы, и остаток года будет потрачен на исправление сделанного. На планирование такого же проекта в Тойота затратят 9-10 месяцев, затем выполнят пилотный проект, улучшив решение, а затем – внедрение, при этом нерешенных проблем не остается. Ничто не принимается на веру, все проверяется практически. Так, при разработке гибридного двигателя было проанализировано 80 вариантов, 20 вариантов подвесок и т.д.
Принятие решения включает пять составляющих:
1. Выяснить, что происходит в действительности, в условиях гембы.
2. Понять первопричины внешних проявлений происходящего – пять раз задать вопрос «Почему?».
3. Рассмотреть альтернативные решения и детально обосновать выбор решения, которому отдано предпочтение.
4. Добиться единодушия команды, включая сотрудников Тойота и внешних партнеров.
5. Использовать при осуществлении этих четырех шагов самые эффективные средства коммуникации, материал желательно излагать на одной странице.
Принцип 14. Станьте обучающей структурой за счет неустанного самоанализа и непрерывного совершенствования (кайдзен). При завершении основных этапов и окончании всей работы произведи анализ ее недостатков и открыто говори о них. Разработай меры по предупреждению повторения ошибок.
Вместо того, чтобы искать виноватых, организация принимает меры для их исправления. Идею обучающейся организации изложил японский теоретик Питер Сенге: «В обучающейся организации люди постоянно совершенствуются в процессе достижения желаемых результатов, где поощряются новые, более широкие модели мышления, где люди постоянно учатся вместе». В такой компании учатся тому, как учится. Помимо технических навыков и приемов ведения бизнеса, Тойота добавляет второй уровень – как осваивать новые знания и возможности. Неотъемлемой частью кайдзен является знаменитый метод «Пять почему?». На Тойота нет программы «Шесть сигм», который опирается на сложный статистический аппарат. Но при ближайшем рассмотрении почти все признаки «шести сигм» имеются.
В культуре Японии есть важное отличие в отношении людей к недостаткам. Понятие хансей – самоанализ, осознание ошибки, стремление ее исправить прививается с детства. Без хансей не было бы и кайдзен. В Японии не говорят об успехах, а анализируют недостатки. Американские проектировщики ждут одобрения, а японские – прислушиваются к критике, считая это возможностями для улучшения. Х ансей – это не просто философия Тойота, но практический инструмент для совершенствования. Задача не в том, чтобы задеть человека, указав недостатки работы, а чтобы выявить упущения для дальнейшего улучшения. В Тойота не говорят об успехах, там анализируют недостатки.
Вот пример обучении. По методу «пяти почему», используемый для обучения на Тойота.
Таблица 6.1
Проблема – масло на полу в цехе (Пять почему).
| Уровень проблемы | Контрмеры соответствующего уровня |
| Лужа масла на полу в цехе | Вытереть масло |
| Потому что имеет место утечка масла | Починить станок |
| Потому что износился сальник | Заменить сальник |
| Потому что закупили сальники, изготовленные из некачественного сырья | Изменить технические условия для сальников |
| Потому, что эти сальники дешево стоили | Изменить политику снабжения |
| Потому что работа агентов по снабжению оценивается по снижению закупочных цен | Изменить политику оценки качества закупок |
У Тойота ушло 10 лет, чтобы создать в Северной Америке предприятия с подобием бережливого производства.
6.5. Вопросы для самопроверки
1. Этапы TPS.
2. Какие потери, не добавляющие ценности, выделяет Тойота?
3. Подход Тойота к управленческим решениям (Принцип 1, Принцип 13)?
4. Сущность организации непрерывного потока?
5. В чем сущность системы «Вытягивание»?
6. Подход Тойота к остановке производства (Принцип 5)?
7. Политика Тойота в отношении персонала?
7. СИСТЕМЫ МЕНЕДЖМЕНТА КАЧЕСТВА
НА БАЗЕ СТАНДАРТОВ ИСО СЕРИИ 9000
7.1. Из истории рождения стандартов ИСО серии 9000
Создание стандартов ИСО серии 9000 во многом обязано деятельности ученых и организаций СССР [2].
С 1963 года под руководством нового директора Комитета стандартов, мер и измерительных приборов (впоследствии Госстандарт), крупного ученого, профессора, доктора технических наук В.В. Бойцова началась последовательная проработка вопросов повышения роли стандартов в улучшении качества продукции. Получили задания ведущие институты комитета стандартов: ВНИИС, ВНИИНМАШ, ВНИИКИ.
ВНИИС было поручено исследование системы установления в государственных стандартах показателей качества и их обновления с учетом требований потребителей и темпов научно-технического прогресса.
ВНИИНМАШ получил задание разработать две крупные системы стандартов, одна по усовершенствованию организации конструкторской деятельности (ЕСКД), другая – по технологической документации (ЕСТПП).
ВНИИКИ осуществлял поиск, перевод и организацию издания зарубежной литературы по стандартизации и качеству.
Активизировалась деятельность Кабинета надежности Политехнического музея под руководством Я.М. Сорина, он стал популярным консультационным центром по проблемам качества и надежности.
В конце 60-х годов ВНИИС опубликовал доклад «О научных основах системы государственного управления качеством продукции в СССР».
По инициативе Советского Союза в 1971 году в Москве проводилась XV Конференция Европейской организации по контролю качества (ЕОКК, которая сегодня называется ЕОК – Европейская организация по качеству).
На конференции работали следующие секции:
1. Стандартизация как основа улучшения качества
(Председатель В. Ткаченко, СССР).
2. Методы количественной оценки качества продукции.
(Председатель А. Гличев, СССР).
3. Системы управления качеством продукции.
(Председатель А. Фейгенбаум).
4. Методы количественной оценки надежности
(Председатель А. Проников, СССР).
5. Статистические методы обеспечения качества и их стандартиза- ция. (Председатель У. Турелло, Италия).
С момента Московской конференции тема «Роль стандартов в улучшении качества» стала постоянной на всех ежегодных заседаниях ЕОК. В структуре ЕОК была создана секция «Стандартизация и управление качеством». ЕОК не практиковала выпуска рекомендаций, имеющих нормативный характер. Тогда пришла мысль сделать это через ИСО. В 1978 году президент ЕОК А.В. Гличев обратился к президенту ИСО В.В. Бойцову с предложением подготовить на основе накопленного опыта стандарты ИСО по управлению качеством. Предложение было принято, был образован технический комитет ИСО/ТК 176 и началась работа, в которой активное участие приняли представители многих стран. В это время процессы в СССР затрудняли участие наших представителей в работе технического комитета, инициатива перешла к зарубежным специалистам.
Впервые стандарты ИСО серии 9000 были опубликованы в 1987 году.
Стандарты ИСО (так же как и в системе КС УКП), исходят из доказавших свою всеобщность положений:
1. Качество продукции – это управляемый показатель на основе установления плановых заданий по качеству, организации выполнения этих заданий, создания обратных связей для контроля выполнения и системы исполнительных действий в случае возникновения отклонений фактических значений качества от плановых.
2. Управление качеством имеет своей целью создание продукции такого уровня качества, который удовлетворяет определенные потребности, запросы потребителя.
3. Управление качеством – органическая составляющая часть общей системы управления предприятием.
4. В управлении и в обеспечении качества участвуют все члены трудового коллектива, весь персонал.
5. Управление качеством должно осуществляться на всех стадиях жизненного цикла продукции и на всех иерархических уровнях управления предприятием.
6. Управление качеством – это четкое взаимодействие всех подразделений, всех участников производственного процесса, имеющих общую цель – обеспечение или улучшение качества.
7. Система качества создается на основе заранее разработанной модели.
8. Действия персонала системы, его обязанности, ответственность и полномочия строго документируются, документация периодически пересматривается.
Для сравнения надо сказать, что система КС УКП рассматривалась как государственная система, а ИСО 9000 такой задачи не ставит.
С другой стороны, в стандарте ИСО четко определена роль заказчика в установлении требований к продукции, а также к системе производства. Товаропроизводитель должен доказывать свою способность к поставке продукции требуемого качества. Товаропроизводитель должен иметь документированную систему качества.
7.2. Комментарии к стандарту ИСО 9001:2000
Стандарт ИСО 9001: 2000 состоит из следующих разделов:
Предисловие
Введение
1. Область применения
2. Нормативные ссылки
3. Термины и определения
4. Система менеджмента качества
5. Ответственность руководства
6. Управление ресурсами
7. Процессы жизненного цикла продукции
8. Мониторинг и измерение
Рассмотрим некоторые вопросы и приведем комментарии по разделам стандарта.
· Предисловие
Данный раздел содержит описание международной организации по стандартизации (ИСО), ее функцией, участие в ее работе о разъяснение условий голосования для опубликования стандарта (минимум 75% участников голосования).
Указано, что стандарт разработан Техническим комитетом ИСО/ТК 176, Менеджмент качества и обеспечение качества, Подкомитет
ПК2, Система качества. В последней версии стандарта не используется термин «обеспечение качества», так как главное направление - повышение удовлетворенности потребителей.
· Введение
0.1 Общие положения
В этой части важно то, что стандарт не предполагает единообразия в структуре СМК, его можно использовать внутренними и внешними сторонами, включая органы по сертификации.
0.2 Процессный подход
Деятельность, использующая ресурсы и управляемая с целью преобразования входов в выходы, может рассматриваться как процесс.
Преимущество процессного подхода состоит в непрерывности управления, которое он обеспечивает на стыке отдельных процессов.
При применении в СМК процессный подход подчеркивает важность:
а) понимания и выполнения требований;
б) необходимости рассмотрения процессов с точки зрения добавленной ценности;
в) достижения результатов выполнения процессов и их результативности;
г) постоянного улучшения процессов, основанного на объективном измерении.
Модель системы менеджмента качества на основе процессного подхода приведена на рис. 7.1
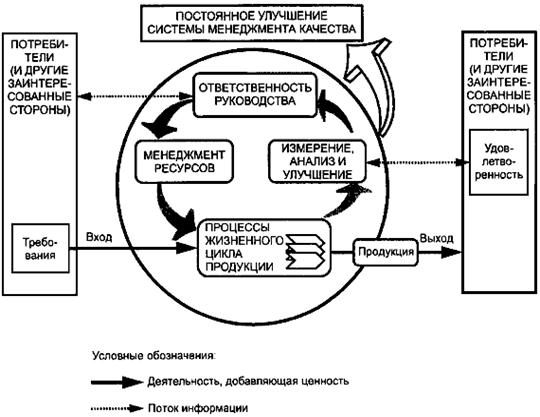
Рис. 7.1 – Модель СМК, основанная на процессном подходе
На этой модели в круге расположены четыре группы процессов: «Ответственность руководства», «Менеджмент ресурсов»,
«Процессы жизненного цикла продукции», «Измерение, анализ, улучшение». Эти группы процессов расположены по кругу, образуя цикл, соответствующий циклу Деминга. Все процессы в круге должны быть направлены на выполнение требований потребителей и других заинтересованных сторон, расположенных на схеме слева. Степень удовлетворенности заинтересованных сторон определяется на выходе системы процессов организации. Над всей схемой, над всеми группами процессов СМК расположено общее требование постоянное улучшение СМК.
0.3 Связь с ИСО 9004
ИСО 9004 дополняет ИСО 9001 и содержит рекомендации по более широкому спектру целей СМК, чем ИСО 9001, особенно по постоянному улучшению деятельности организации, а также ее эффективности и результативности.
0.4 Совместимость с другими системами менеджмента
Данный стандарт согласован с ИСИ 14001:1996, что дает возможность создания интегрированной СМК, при этом уменьшается количество документов, упрощается сертификация СМК, это более экономично.
· 1 Область применения
Некоторые организации не ощущают конкуренцию и потребность для создания СМК. Это стандарт для тех организаций, которые нуждаются в демонстрации своей способности поставлять продукцию, отвечающую требованиям, направлены на более полное удовлетворение требований потребителей.
Требования стандарта предназначены для всех организаций независимости от вида, размера и поставляемой продукции.
Если какие-то требования стандарта нельзя применить ввиду специфики организации, допускается его исключение.
|
Дата добавления: 2014-01-07; Просмотров: 514; Нарушение авторских прав?; Мы поможем в написании вашей работы!