КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Характеристики износа и виды изнашивания
|
|
|
|
Износостойкость — свойство материала оказывать в определенных условиях трения сопротивление изнашиванию.
Изнашивание — процесс постепенного разрушения поверхностных слоев материала путем отделения его частиц под влиянием сил трения. Результат изнашивания называют износом. Его определяют по изменению размеров (линейный износ), уменьшению объема или массы (объемный или массовый износ).
В результате изнашивания изменяются размеры детали, увеличиваются зазоры между трущимися поверхностями, вызывающие биение и стук. Все это вызывает отказ машин.
Изнашивание является сложным физико-химическим процессом и нередко сопровождается коррозией. Реальные поверхности имеют сложный рельеф, характеризующийся шероховатостью и волнистостью. При трении существует дискретное касание шероховатых тел и, как следствие этого, возникают отдельные фрикционные связи, определяющие процесс изнашивания. Износ может возникнуть вследствие фрикционной усталости, хрупкого и вязкого разрушения, микрорезания при начальном взаимодействии, разрушения (в том числе усталостного) оксидных пленок, глубинного вырывания металла и т. д.
Износостойкость материала оценивают величиной, обратной скорости vh или интенсивности Jh изнашивания. Скорость и интенсивность изнашивания представляют собой отношение износа соответственно к времени или пути трения.
Интенсивность линейного изнашивания

Чем меньше значение скорости изнашивания при заданном износе Δh, тем выше ресурс работы t узла трения:

Скорость изнашивания и износ зависят от времени.
Интенсивность изнашивания Jh изменяется от 10-3 до 10-13. В зависимости от величины интенсивности изнашивания введено 10 классов износостойкости от 0 до 9.
По виду контактного взаимодействия поверхностей трения классы 0—5 соответствуют упругому деформированию (Jh =10-13- 10-7); классы 6 и 7 — упруго пластическому деформированию (Jh = 10-7- 10-5); классы 8- 9 - микрорезанию (Jh =10-5- 10-3). Так, интенсивность изнашивания гильз цилиндра, поршневых колец, шатунных и коренных шеек коленчатых валов составляет 10-11— 10-12, режущего инструмента - 10-5 —10-8, зубьев ковшей экскаваторов — 10-3—10-4.
Классы износостойкости позволяют применять расчетные методы определения срока службы трущейся пары.
Существуют три периода износа (рис. 1).
Обеспечение износостойкости связано с предупреждением катастрофического износа, уменьшением скоростей начального и установившегося изнашивания. Эта задача решается рациональным выбором материала трущихся пар и способа его обработки. При выборе материала необходимо учитывать, что критерии его износостойкости зависят не только от свойств поверхностного слоя материала, но в сильной степени от условий его работы. Условия работы отличаются таким большим разнообразием, что не существует универсального износостойкого материала. Материал, устойчивый к изнашиванию в одних условиях, может катастрофически быстро разрушаться в других. Износостойкость материала при заданных условиях трения, как правило, определяют экспериментальным путем.
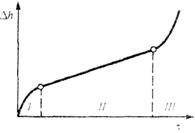
Рис.26. Изменение износа Δh во времени (схема)
I — начальный, или период приработки, когда изнашивание протекает с постоянно замедляющейся скоростью; II — период установившегося (нормального) износа, для которого характерна небольшая и постоянная скорость изнашивания; III - период катастрофического износа.
Работоспособность материалов в условиях трения зависит от трех групп факторов:
1) внутренних, определяемых свойствами материалов;
2) внешних, характеризующих вид трения (скольжение, качение) и режим работы (скорость относительного перемещения, нагрузка, характер ее приложения, температура);
3) рабочей среды и смазочного материала.
Совокупность этих факторов обусловливает различные виды изнашивания (ГОСТ 27674—88) различают следующие виды изнашивания: механическое, коррозионно-механическое и электроэрозионное (изнашивание при действии электрического тока).
К механическому изнашиванию относят абразивное, гидроабразивное, газоабразивное, эрозионное, кавитационное, усталостное, изнашивание при фреттинге и изнашивание при заедании.
Абразивное изнашивание материала происходит в результате режущего или царапающего действия твердых тел и (или) абразивных частиц. Эти частицы попадают между контактирующими поверхностями со смазочным материалом или из воздуха, а также могут появиться в результате развития других видов изнашивания (схватывания, выкрашивания, окисления). Абразивное изнашивание может иметь место с преобладанием процессов окисления (окисление и последующее разрушение оксидных пленок) и с преобладанием механического разрушения (внедрения абразивных частиц) и разрушения поверхности. При окислительной форме абразивного изнашивания коэффициент трения 0,05—0,30 и толщина разрушающегося слоя до 0,1 мм. Абразивное изнашивание является типичным для многих деталей горных, буровых, строительных, дорожных, сельскохозяйственных и других машин, работающих в технологических средах, содержащих абразивные частицы (грунт, разбуриваемые породы и т. д.).
Изнашивание, происходящее в результате воздействия частиц, увлекаемых потоком жидкости, называют гидроабразивным изнашиванием. Оно имеет место, например, в мешалках и пропеллерах реакторов, в колесах и корпусах насосов, в шнеках и т. д.
Если абразивные частицы увлекаются потоком газа (например, в дымоходах и воздуходувках), то вызываемое ими изнашивание называется газоабразивным изнашиванием.
Под кавитационным изнашиванием понимают изнашивание поверхности при относительном движении твердого тела в жидкости. В условиях кавитации работают гребные винты, гидротурбины, детали машин, подвергающиеся принудительному водяному охлаждению, трубопроводы.
Усталостное изнашивание (контактная усталость) происходит в результате накопления повреждений и разрушений поверхности под влиянием циклических контактных нагрузок, вызывающих появление «ямок» выкрашивания. Усталостное изнашивание проявляется при трении, качении или реже качении с проскальзыванием, когда контакт деталей является сосредоточенным.
Так, контактную усталость можно наблюдать в тяжелонагруженных зубчатых и червячных передачах, подшипниках качения, рельсах и бандажах подвижного состава железнодорожного транспорта и т. д.
Изнашивание при фреттинг-коррозии происходит в болтовых и заклепочных соединениях, посадочных поверхностях подшипников качения, шестерен, муфт и других деталей, находящихся в подвижном контакте. Достаточны для образования фреттинг-коррозии даже весьма малые относительные перемещения с амплитудой 0,025 мкм.
Причиной изнашивания является непрерывное разрушение защитной оксидной пленки в точках подвижного контакта.
Изнашивание при заедании, при котором имеет место задир, что приводит к катастрофическим видам износа. При этом происходит разрушение поверхности, и трущиеся детали выходят из строя.
Электроэрозионное изнашивание происходит в результате воздействия разрядов при прохождении электрического тока.
Допустимые виды изнашивания: окислительное и окислительная форма абразивного изнашивания. Недопустимые разрушения при трении: схватывание I и II рода, фреттинг-процесс, резание и царапание (механическая форма абразивного изнашивания), усталость при качении и другие виды повреждения (коррозия, кавитация, эрозия и др.).
Детали, подвергающиеся изнашиванию, подразделяют на две группы: детали, образующие пары трения (подшипники скольжения и качения, зубчатые передачи и т.п.), и детали, изнашивание которых вызывает рабочая среда (жидкость, газ и т.п.).
Характерные виды изнашивания деталей первой группы — абразивное (твердыми частицами, попадающими в зону контакта), адгезионное, окислительное, усталостное, фреттинг-процесс (фреттинг-коррозия). Для деталей второй группы типично абразивное изнашивание (например, истирание почвой), гидро- и газоабразивное (твердыми частицами, перемешиваемыми жидкостью или газом), эрозионное, гидро- и газоэрозионное (потоком жидкости или газа), кавитационное (от гидравлических ударов жидкости).
Различные виды изнашивания по закономерностям протекания весьма разнообразны.
10.1. Закономерности изнашивания деталей, образующих пары трения, и пути уменьшения их износа
Причина изнашивания сопряженных деталей - работа сил трения. Под действием этих сил происходит многократное деформирование участков контактной поверхности, их упрочнение и разупрочнение, выделение теплоты, изменение структуры, развитие процессов усталости, окисления и др.
Сложность процессов, протекающих в зоне контакта, обусловила возникновение различных теорий внешнего трения. Наиболее полно силовое взаимодействие твердых тел объясняет молекулярно-механическая (адгезионно-деформационная) теория трения, которая исходит из дискретности контакта трущихся поверхностей. Из-за шероховатостей соприкосновение поверхностей возникает в отдельных пятнах касания, образующихся от взаимного внедрения микронеровностей или их пластического смятия. Взаимодействие скользящих поверхностей в этих пятнах согласно теории имеет двойственную природу — деформационную и адгезионную. Деформационное взаимодействие обусловлено многократным деформированием микрообъемов поверхностного слоя внедрившимися неровностями. Сопротивление этому деформированию называют деформационной составляющей силы трения FД. Адгезионное взаимодействие связано с образованием на участках контакта адгезионных мостиков сварки Сопротивление срезу этих мостиков и формирование новых определяет адгезионную составляющую силы трения FАД Таким образом, сила трения так же, как и другая важная фрикционная характеристика — коэффициент трения f, по определению равный отношению силы трения к нормальной нагрузке N: f = F/N, определяются как сумма двух составляющих:

Деформационная составляющая трения растет пропорционально относительному внедрению неровностей h/R (h — глубина внедрения, R - радиус внедрившейся неровности). Отношение h/R и соответственно FД и fД и растут с увеличением шероховатости поверхности, нагрузки и снижаются с повышением твердости и модуля упругости материала. Различают три вида механического взаимодействия (рис. 27, а-в):
1) упругое контактирование;
2) пластическое деформирование;
3) микрорезание.
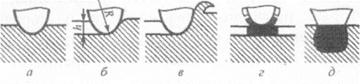
Рис. 27. Виды взаимодействия поверхностей трения:
а - упругое контактирование; б - пластическое деформирование; в - микрорезание; г - схватывание и разрушение поверхностны;» пленок; д - схватывание и глубинное вырывание
Интенсивность износа минимальна при упругом контактировании. При пластическом деформировании она увеличивается на несколько порядков. Это обусловлено тем, что участки поверхности под влиянием пластической деформации интенсивно упрочняются и по исчерпании запаса пластичности хрупко разрушаются. Этому же способствует и усиление адгезионного взаимодействия. Микрорезание относится к недопустимым механизмам изнашивания, так как вызывает интенсивное разрушение поверхностного слоя. Микрорезание возможно не только внедрившимися неровностями, но и посторонними твердыми частицами. Такой вид разрушения поверхности называют абразивным изнашиванием.
Адгезионная составляющая трения пропорциональна безразмерному параметру τ0/НВ (τ0 — прочность на срез адгезионной связи). Возможны два вида адгезионного взаимодействия (рис. 27, г, д):
1) схватывание и разрушение поверхностных пленок;
2) схватывание металлических поверхностей, сопровождающееся заеданием, т.е. глубинным вырыванием.
При первом виде взаимодействия срез адгезионных связей происходит по оксидным или адсорбированным пленкам, которыми всегда покрыты трущиеся поверхности. Скорость образования оксидных пленок обычно высока, чему способствуют высокие температуры, развивающиеся на поверхностях трения. Разрушение поверхности путем среза оксидных пленок называется окислительным изнашиванием. Это наиболее благоприятный вид изнашивания, при котором процессы разрушения локализуются в тончайших поверхностных слоях.
Схватывание металлических поверхностей возникает между чистыми от пленок (ювенильными) поверхностями трения, например, в условиях вакуума или при разрушении пленок пластической деформацией в местах контакта. В зависимости от условий трения, при которых пластическая деформация разрушает оксидные пленки, различают две разновидности схватывания: холодное (I рода) и тепловое (II рода). Различают схватывание 1 рода (холодный задир) и II рода (горячий задир). Холодный задир происходит при трении с небольшими скоростями относительного перемещения (до 0,5— 0,6 м/с) и удельными нагрузками, превышающими σT при отсутствии смазочного материала и защитной пленки оксидов. Горячий задир, наоборот, имеет место при трении скольжения с большими скоростями (>0,6 м/с) и нагрузками, когда в зоне контакта температура резко повышается (до 500—1500 °С). При схватывании I рода коэффициент трения 0,5—4,0 и толщина разрушающегося слоя до 3—4 мм, а при схватывании II рода соответственно 0,10—1,0 и до 1,0 мм.
Разрушение поверхностей трения при схватывании (заедании) называют адгезионным изнашиванием. Это наиболее опасный и быстротечный вид изнашивания, который служит главной причиной отказа в работе многих узлов трения.
Молекулярно-механическая теория трения определяет два основных пути повышения износостойкости материала:
1) увеличение твердости трущейся поверхности;
2) снижение прочности адгезионной связи.
Повышение твердости направлено на то, чтобы затруднить пластическую деформацию и исключить микрорезание поверхностей трения, обеспечив по возможности упругое деформирование участков контакта.
Снижение прочности адгезионной связи необходимо для предупреждения схватывания металлических поверхностей. Наиболее эффективно эта цель достигается разделением поверхностей трения жидким, твердым (иногда газовым) смазочным материалом. При использовании жидкостной смазки, когда поверхности деталей разделены несущим гидродинамическим слоем, коэффициент трения минимален (0,005 - 0,01), а износ практически отсутствует.
Твердая смазка обеспечивает более высокий коэффициент трения (0,02 -0,15). Она незаменима для узлов трения, способных работать в вакууме, при высоких температурах и других экстремальных условиях. Из твердых смазочных материалов наиболее широко применяют графит, дисульфид молибдена MoS2, имеющие слоистое строение.
Использование смазочных материалов, однако, не гарантирует от схватывания. Твердые смазочные материалы постепенно изнашиваются. Условия жидкостной смазки нарушаются из-за неблагоприятных режимов работы механизмов (периоды приработки, а также пуска и остановок машин). В этих случаях возникает граничное трение, при котором поверхности разделяются лишь тонкой масляной пленкой. Контактные напряжения и нагрев способны разрушать эту пленку и вызывать схватывание.
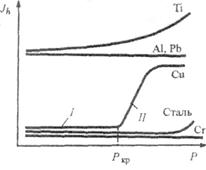
Рис. 28. Влияние нагрузки Р на интенсивность изнашивания Jh различных материалов (контакт из одноименных материалов):
I - окислительное изнашивание; II - схватывание I рода
В этих условиях решающее значение приобретает обеспечение совместимости трущейся пары. Под совместимостью понимают свойство материалов предотвращать схватывание при работе без смазочного материала или в условиях нарушения сплошности масляного слоя. Совместимость достигается несколькими способами.
1. Использование защитных свойств оксидных пленок. Защитные свойства оксидных пленок зависят от их состава, толщины, а также от свойств металлической подложки (увеличиваются с ростом ее твердости). Если оксид тверд и прочен, а нижележащий металл мягок, то пленка легко разрушается, и схватывание развивается при малой нагрузке.
Примером этому служат алюминий, свинец (рис. 28) и большинство пластичных металлов, в том числе и титан. Аномально высокие коэффициент трения и износ титана обусловлены не только разрушением пленки, но и ее способностью растворяться в металле. Если титан подвергнуть азотированию, то оксидная пленка формируется на твердой основе, которая препятствует ее растворению. Титан становится износостойким.
Тонкие прочные пленки, способные деформироваться вместе с металлом при большой нагрузке, образуют хром, сталь, а также медь, хотя допустимая нагрузка (Р < Ркр) для нее и ее сплавов меньше, чем у первых двух металлов (см. рис. 28).
Стойкость к схватыванию закаленных сталей значительно выше, чем нормализованных и отожженных. По этой причине закаленные стали и стали, упрочненные химико-термической обработкой, — основной материал для одной из сопряженных деталей пары трения. Стойкость к схватыванию таких сталей повышают сульфидированием и фосфатированием. После этих процессов формируется пленка, которая в начальный момент, легко разрушаясь, улучшает прирабатываемость и снижает коэффициент трения, а в тяжелых условиях трения способна изменяться, образовывать вторичные структуры сложного состава и повышенной износостойкости.
В условиях теплового схватывания защитные свойства оксидных пленок зависят от способности подложки сохранять высокую твердость при нагреве. В таких случаях следует применять теплостойкие материалы.
2. Подбор материалов пары трения. Схватывание особо опасно для контакта двух твердых материалов. В случае разрушения защитных оксидных пленок оно приводит к значительному повреждению обеих поверхностей трения. При сочетании твердого и мягкого материалов схватывание проявляется в менее опасной форме.
Для сталей и чугунов в условиях трения скольжения лучшим материалом сопряженной детали служат те цветные металлы и сплавы, которые имеют в структуре мягкую или легкоплавкую составляющую, способную проявлять защитную реакцию и предупреждать повреждение сопряженной поверхности. При усилении трения такая структурная составляющая допускает на отдельных участках контакта легкое пластическое течение либо размягчение, в результате чего снижаются местные давления и температура и тем самым исключается схватывание.
Сплавы с мягкой структурной составляющей применяют для червячных передач и подшипников скольжения. Для червячных передач характерны высокие скорости скольжения и неблагоприятные условия гидродинамической смазки. Для предупреждения схватывания червяк выполняют из стали с высокой твердостью поверхности (45 - 60 HRC), а червячное колесо — из оловянистой бронзы, имеющей в структуре мягкую составляющую.
Мягкой структурной составляющей в подшипниковых сплавах могут служить включения олова или свинца. Эти металлы схватываются со сталью, но адгезионные связи разрушаются по менее прочным цветным металлам, которые тонким (1-3 мкм) слоем «намазываются» на стальную поверхность, не повреждая ее. Тонкая пленка мягкого металла не только уменьшает силовое воздействие в местах контакта, но при тяжелых режимах трения из-за сильного размягчения может служить твердым смазочным материалом или плавиться и некоторое время выполнять роль жидкого смазочного материала.
Благодаря таким свойствам олово, свинец, а также медь используют в качестве тонкослойных покрытий одной из поверхностей трения. Их создают и в сопряжениях сталь — сталь, сталь — чугун, добавляя в жидкий смазочный материал присадки в виде порошков этих металлов или их солей. При определенных условиях трения присадки формируют на стальной поверхности пленку мягкого металла, которая защищает сталь от износа.
3. Разделение поверхностей трения пленками полимеров (фторопласта, полиамида и т.п.), которые отличаются низкой адгезией к металлам.

Рис. 30. Схема образования поверхностного выкрашивания (питтинга) на рабочей дорожке подшипника качения: А - место зарождения усталостной трещины; 1, 2 - стадии ее развития; 3 - ямка выкрашивания
Кроме того, под влиянием теплоты трения полимеры способны переходить в низкомолекулярное состояние и образовывать пленку с низким сопротивлением сдвигу. В силу этих особенностей полимеры имеют низкий коэффициент трения, слабо изменяющийся при применении смазочного материала.
Работоспособность многих узлов трения зависит от скорости развития поверхностного усталостного выкрашивания (питтинга).
Поверхностное выкрашивание характерно для материалов, используемых в узлах трения качения (зубчатые передачи, шарико- и роликоподшипники), которые подвержены высоким циклическим контактным нагрузкам. Эти нагрузки, действующие на малых участках поверхности, обусловливают процессы зарождения в приповерхностном слое усталостных трещин, их развитие вглубь слоя и отделение частиц с образованием ямок выкрашивания (рис. 30).
Сопротивление материала поверхностному выкрашиванию называют контактной выносливостью. Она характеризуется пределом контактной выносливости -σR который, как и при объемной усталости, определяется экспериментально по кривой усталости. Предел контактной выносливости поверхностного слоя зубьев колес, соответствующий базовому числу циклов напряжений, обозначают σHlimb (ГОСТ 21354-87).
Повышение контактной выносливости, как и при объемной усталости, основано на увеличении сопротивления поверхностного слоя деталей развитию пластической деформации.
Места сопряжения деталей, находящиеся в очень малом относительном перемещении, подвержены особому виду изнашивания, называемому фреттинг-процессом или фреттинг-коррозией. Этот вид изнашивания развивается на поверхности валов в местах насадки шестерен, подшипников качения, а также в Лшлицевых, шпоночных и шарнирных соединениях, в проушинах и на поверхности рессор. Повреждения поверхности имеют вид ямок и язв, которые, как и питтинг, опасны тем, что существенно снижают сопротивление усталости деталей.
Единой теории, объясняющей механизм этого вида изнашивания, нет. Согласно одной теории, определяющим служит механическое взаимодействие контактирующих поверхностей. Предполагают, что оно вызывает разрушение оксидных пленок, частицы которых не удаляются за пределы контакта и действуют как абразив. По другой теории ведущим считают адгезионное взаимодействие в сочетании с коррозией. Вследствие адгезии частицы металла сначала отделяются от поверхности, затем окисляются кислородом среды и превращаются в абразив. Сторонники этой теории называют такой процесс фреттинг-коррозией.
Основные методы защиты от этого вида изнашивания — повышение твердости контактирующих поверхностей (цементацией, азотированием), применение смазочных материалов, лаков, пленочных покрытий из полимеров, затрудняющих металлический контакт поверхностей трения и доступ к нему кислорода.
В зависимости от механических и фрикционных свойств износостойкие материалы подразделяют на три группы: 1) материалы с высокой твердостью поверхности; 2) антифрикционные материалы, имеющие низкий коэффициент трения скольжения; 3) фрикционные материалы, имеющие высокий коэффициент трения скольжения.
10.2. Материалы с высокой твердостью поверхности
Высокая твердость поверхности — необходимое условие обеспечения износостойкости при большинстве видов изнашивания. При абразивном, окислительном, усталостном видах изнашивания наиболее износостойки стали и сплавы с высокой исходной твердостью поверхности. При работе в условиях больших давлений и ударов наибольшей работоспособностью обладают аустенитные стали с низкой исходной твердостью, но способные из-за интенсивного деформационного упрочнения (наклепа) формировать высокую твердость поверхности в условиях эксплуатации.
1. Материалы, устойчивые к абразивному изнашиванию
Износостойкость при абразивном изнашивании чистых металлов (рис. 31) пропорциональна их твердости ε = b НВ (ε - относительная износостойкость, определяемая в сравнении с образцом-эталоном; b — коэффициент пропорциональности). В сплавах эта зависимость может не соблюдаться.
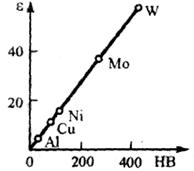
Рис.31. Относительная износостойкость ε металлов с различной твердостью
При абразивном изнашивании ведущими являются процессы многократного деформирования поверхности скользящими по ней частицами и микрорезание. Степень развития этих процессов зависит от давления и соотношения твердости материала и абразивных частиц. Так как твердость последних велика, то наибольшей износостойкостью обладают материалы, структура которых состоит из частиц твердой карбидной фазы и удерживающей их высокопрочной матрицы. Такую структуру имеет большая группа сталей и сплавов.
Карбидные сплавы применяют при наиболее тяжелых условиях работы в виде литых и наплавочных материалов. Для наплавки на поверхность деталей используют прутки из этих сплавов, которые нагревают ацетиленокислородным пламенем или электродугой.
В промышленности используют более ста сложных по химическому составу литых и наплавочных материалов. Они представляют собой сплавы с высоким содержанием углерода (до 4 %) и карбидообразующих элементов (Cr, W, Ti). В их структуре может быть до 50 % специальных карбидов, увеличение количества которых сопровождается ростом износостойкости.
Структуру матричной фазы регулируют введением марганца или никеля. Она может быть мартенситной, аустенитно-мартенситной и аустенитной.
Для деталей, работающих без ударных нагрузок, применяют сплавы с мартенситной структурой. К ним относятся сплавы типа 250X38, 320Х23Г2С2Т (первые три цифры показывают содержание углерода в сотых долях процента). Детали, работающие при значительных ударных нагрузках (зубья ковшей экскаваторов, пики отбойных молотков и др.), изготовляют из сплавов с повышенным содержанием марганца с аустенитно-мартенситной (370Х7Г7С) или аустенитной (110Г13, ЗООГ34) матрицей.
Для деталей машин, работающих при средних условиях изнашивания, применяют твердые сплавы, структура которых состоит из специальных карбидов (WC, TiC, ТаС), связанных кобальтом, а также высокоуглеродистые стали типа Х12, Х12М, Р18, Р6М5 (со структурой мартенсит + карбиды). Эти материалы относятся к инструментальным.
Низко- и среднеуглеродистые стали с различными видами поверхностного упрочнения и чугуны применяют для более легких условий изнашивания. В частности, для деталей, работающих в условиях граничной смазки (гильзы цилиндров, коленчатые валы, поршневые кольца и пр.), где абразиное изнашивание сопутствует другим его видам, например окислительному. Для сохранения работоспособности узлов трения материал детали должен хорошо противостоять истиранию частицами, являющимися продуктами изнашивания или попадающими в смазочный материал извне. Этим требованиям удовлетворяют низкоуглеродистые стали упрочняемые цементацией, а также среднеуглеродистые стали, упрочняемые азотированием или поверхностной закалкой с нагревом ТВЧ. В порядке возрастания износостойкости упрочненные поверхностные слои этих сталей располагаются в следующей последовательности: закаленные, цементованные, азотированные.
2. Материалы, устойчивые к усталостному виду изнашивания
Эти материалы предназначены для таких изделий массового производства, как подшипники качения и зубчатые колеса. Усталостное выкрашивание на их рабочих поверхностях вызывают циклические контактные напряжения сжатия. Они создают в поверхностном слое мягкое напряженное состояние, которое облегчает пластическое деформирование поверхностного слоя деталей и, как следствие, развитие в нем процессов усталости. В связи с этим высокая контактная выносливость может быть обеспечена лишь при высокой твердости поверхности, необходимой также для затруднения истирания контактных поверхностей при их проскальзывании.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 12700; Нарушение авторских прав?; Мы поможем в написании вашей работы!