КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Независимый метод (метод бесплазовой увязки) производства по обеспечению аэродинамических обводов ЛА
Общие понятия и определения. Аэродинамическая форма ЛА описывается двумя основными понятиями - это обводом и контуром поверхности. Под обводом понимается поверхность планера ЛА, обтекаемая воздушным потоком в полете. Контур - это линия пересечения обвода плоскостью (рис.7.1).
| Рис.7.1. Схема координатных плоскостей самолета |
В зависимости от способа конструктивно-технологической увязки при изготовлении деталей, узлов и агрегатов ЛА применяют различные средства обеспечения взаимозаменяемости. Средства обеспечения взаимозаменяемости и увязки служат для переноса взаимоувязанных размеров и формы сопрягаемых элементов конструкции ЛА с первоисточников увязки на увязываемые объекты (с использованием взаимоувязанной технологической оснастки) или непосредственного изготовления элементов конструкции ЛА. Применяемые средства увязки, их конструкция и технологические свойства оказывают существенное влияние на характер и структуру методов увязки, технологию их практического применения.
Все используемые в современном производстве ЛА средства увязки можно разделить на две большие группы: универсальные и специальные. Преимущественно применяемые средства увязки определяют два основных метода производства: плазово-шаблонный и эталонно-шаблонный или связанный; независимый (по другой терминологии программный, общемашиностроительный, цифровой и др.).
Плазово-шаблонный метод. При этом методе проектирование и увязки наружных контуров агрегатов производят не только на бумаге (в масштабе), но и в натуральную величину на физических носителях информации. Сами же детали в технологическую информацию изготавливают не по чертежам, а при помощи этих носителей информации, с которых переносят на эти детали и оснастку заданные формы и размеры.
Заданные формы и размеры различных деталей, входящих в состав каждого узла самолета, получают при помощи конструктивных плазов и изготавливаемых по ним производственных шаблонов.
На рис.7.2 показана последовательность определения контура детали. Основным источником информации при этом является конструктивный плаз, на котором вычерчивают в масштабе 1:1 контуры узлов и отдельных деталей. Он и служит для изготовления шаблонов.

| Рис.7.2. Схема определения контура детали |
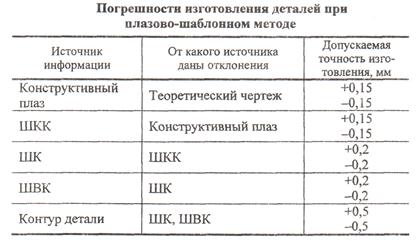
Шаблоны представляют собой копии контуров самолетных деталей (рис.7.3, рис.7.4) и в зависимости от функционального назначения отражают: контрольный контур (ШКК); контур (ШК); внутренний контур (ШВК). Изготовление каждого шаблона требует много материала и проходит в следующей последовательности: разметка контура; вырезание по контуру; опиливание и т.д. Эти операции преимущественно ручные и длительные. Но кроме большой трудоемкости подобный подход приводит к накоплению значительных погрешностей (табл.7.1). Суммарная погрешность иногда превышает 1 мм.

| 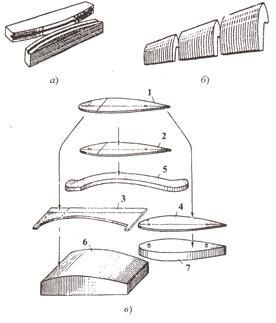 Рис. 7.4. Заготовительно-штамповочная оснастка: а - пуансон для изгибаний профилей; б - пуансоны для обтяжки деталей; в - детали взаимоувязки штамповой оснастки: 1 - ШКК; 2 - ШК; 3 - шаблон контура сечения (ШКС);
Рис. 7.4. Заготовительно-штамповочная оснастка: а - пуансон для изгибаний профилей; б - пуансоны для обтяжки деталей; в - детали взаимоувязки штамповой оснастки: 1 - ШКК; 2 - ШК; 3 - шаблон контура сечения (ШКС);
|
| Рис.7.3. Детали конструкции планера самолета. | 4 - ШВК; 5 - контурный фиксатор приспособления; 6 - обтяжной пуансон для изготовления обшивки; 7 - формовочная оправка для изготовления нервюр |
Недостатками плазово-шаблонного метода являются: большая трудоемкость и материалоемкость работ по прочерчиванию плазов; высокая стоимость комплекта плазово-шаблонной оснастки; необходимость специально подготовленных специалистов (плазовиков); невысокая точность и сложность контроля шаблонов; невозможность дублирования плазов с высокой точностью вследствие ручного прочерчивания. Интенсивное внедрение высокопроизводительных персональных компьютеров, совершенствование математического аппарата, алгоритмов компьютерной графики и использование специализированного программного обеспечения позволило перейти к решению задачи автоматизации технологической подготовки производства в самолетостроении.
Таблица 7.1
Независимый метод производства. При этом методе увязку наружных контуров агрегатов производят на основе математической модели поверхности (ММП) (рис.7.5). ММП может быть оформлена в виде теоретического чертежа с указанием законов образования ее поверхности в системе координат. Однако такой способ ее представления недостаточен для введения информации в ЭВМ. Поэтому ММП дополняют пакетом прикладных программ. Под ММП будем понимать закодированную определенным образом для ЭВМ совокупность алгоритмов и числовых данных, необходимых и достаточных для однозначного определения координат любой точки поверхности и коэффициентов уравнений касательной плоскости к поверхности в этой точке. ММП агрегата - это его теоретический чертеж, записанный на программоносителях: магнитных дисках и лентах.
При независимом методе разрабатывают и используют различные по уровню пакеты прикладных программ, позволяющие формировать на ЭВМ ММП агрегатов ЛА и использовать их коллективно для подготовки управляющих программ (УП) для различного оборудования с ЧПУ, а также для изготовления по расчетным таблицам теоретических и конструктивных плазов. Значительную часть исходных данных определяют автоматизировано по математическим и информационным моделям. В этом методе первоисточники размеров и увязки в виде физических плазов заменяются трехмерными электронными моделями (макетами) сборки объекта, агрегата или узла, выполненными в определенной программной среде с использованием компьютерной техники и хранящимися в памяти компьютера на магнитных или других носителях информации.
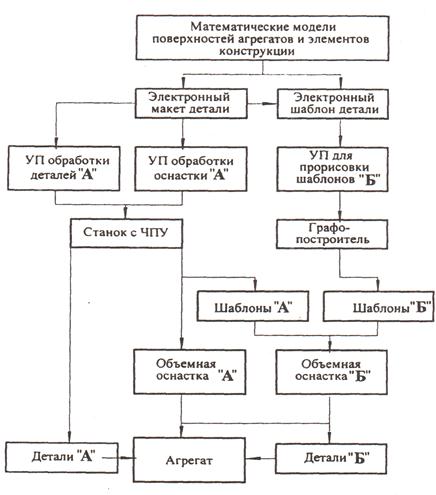
| Рис.7.5. Схема независимого метода |
Заготовительная и сборочная оснастки, связанные с теоретическими контурами самолетов, разделены по координатному принципу на две группы (рис.7.6): плоская оснастка с рабочим контуром, имеющим постоянную или переменную малку; объемная оснастка с поверхностями одинарной или двойной кривизны.
Так как внешние обводы самолетов задаются аналитически, применение средств бесплазовой увязки распространяется на элементы оснастки, связанные с теоретическими контурами изделий.

| Рис.7.6. Структура технологической оснастки, связанной с внешним контуром |
Отличительными особенностями применения расчетно-плазового метода в заготовительно-штамповочном производстве (ЗШП) являются особое построение процесса технологической подготовки производства и его унификация, при которой все детали подразделяют на две группы - "А" и "Б", отличающиеся способами и средствами образования, согласования и переноса форм и размеров в процессе их изготовления (рис.7.5). Детали разбивают на две группы на этапе проектирования конструкции агрегата, так на чертежах деталей группы "А" должны быть проставлены все размеры или должны быть подготовлены электронные макеты деталей, позволяющие изготовлять их независимым образом, без обращения к плазу. Детали группы "А" изготавливают непосредственно на станках с ЧПУ по УП обработки, полученным автоматически по данным электронных моделей соответствующих деталей. При изготовлении деталей группы "Б", имеющих малую жесткость, например, лист и профиль, как и в плазово-шаблонном методе используются шаблоны. Однако принципиальным для независимого метода производства является то, что шаблоны изготавливаются на станках с ЧПУ или прочерчиваются с помощью графопостроителей по УП, полученных с электронной модели.
Первым этапом перехода на использование электронного макета объекта в авиастроении является метод электронных плазов (ЭП). В этом случае сохраняются основные принципы системы плазовой подготовки производства и в то же время достигается сокращение сроков плазовой увязки изделия. Плазовое прочерчивание выполняется не ручным способом на металлических заготовках, а с помощью двумерных систем компьютерного проектирования среднего или низкого уровня по правилам, характерным для ручного прочерчивания. Для рабочих шаблонов создаются отдельные файлы на основе файлов плазов, изготовление шаблонов может производиться на станках с ЧПУ (фрезерных, лазерных) или прочерчиванием рабочих контуров шаблонов на оборудовании с ЧПУ и последующим ручным изготовлением. Контроль изготовленных шаблонов возможен с использованием контрольно-измерительных машин (КИМ) на основе исходного файла шаблона. Преимущества данного способа подготовки производства изделий: сокращение времени на выполнение прочерчивания; контроль работ на экране компьютера с использованием широких возможностей программного обеспечения; сокращение номенклатуры шаблонов при изготовлении методами ЧПУ и контроле на КИМ; легкость передачи и точного повторения плазовой информации; возможность применения файлов плазов для проектирования оснастки на базе компьютерных систем; отсутствием необходимости складов для хранения габаритных физических плазов.
Трудоемкость выполнения данной увязки в пространстве в 50...100 раз меньше объема работ при выполнении увязки ручных плазов.
Трехмерный электронный макет позволяет добиться результатов, в принципе невозможных при плазово-шаблонном методе. Виртуальная модель сборки объекта, агрегата или узла заменяет собой первоисточник размеров и увязки в виде дорогостоящих объемных плазов. К основным преимуществам использования виртуального макета следует отнести возможности: увязки в пространстве сложных сборок с высокой точностью, поиска и исправления неувязок до выпуска чертежей и изготовления первого изделия; компьютерного моделирования технологических процессов изготовления деталей (литье, штамповка, гибка, сборка и т.п.); инженерного анализа созданной сборки - проверки на прочность, кинематики движения рабочих органов; применения специальных методов контроля на основе КИМ и других методов объективного контроля; избавления от дополнительных затрат на изготовление увязочной оснастки, такой как плаз, макет поверхности, эталон.
Используемая при плазово-шаблонном методе схема постановки изделий (рис.7.2). Постановка на производство традиционными методами планера самолета требует 15...20 месяцев с учетом цикла сборки и летных испытаний процесс выхода на серийное производство составляет 5...6 лет. В последнее время для ускорения выхода продукции на рынок используется принцип параллельного инжиниринга на основе метода трехмерной мастер-модели. В основе принципа мастер-модели лежит использование трехмерного ЭМ детали, прошедшего увязку в окружении сборки как единого носителя геометрии и топологии конструкции для всех последующих разработок специальной технологической оснастки одновременно: шаблонов, приспособлений, штампов, рабочих болванок, пресс-форм, сборочных приспособлений и т.п. В результате ЭМ дает возможность параллельного выполнения работ всеми участниками подготовки производства самолета, причем эти участники могут быть разделены тысячами километров. Методы использования мастер-модели позволяют значительно сократить затраты на постановку производства. Практически полностью отпадает необходимость в увязочной оснастке.
Если электронные макеты деталей увязаны в сборке, полностью отпадает необходимость выполнения плоских и объемных плазов. Использование геометрии с единого математического источника гарантирует увязку оснастки с высокой точностью, которая определяется только точностью оборудования, применяемого для изготовления геометрических элементов оснастки. Изготовление шаблонов выполняется непосредственно с виртуального макета детали, а при наличии на предприятии КИМ технологический процессизготовления оснастки может быть построен без использования шаблонов. Особенно большие затраты несет за собой изготовление объемных плазов для отработки трассжгутов и труб. Применение методов отработки трасс трубопроводных систем наэлектронном макете дает не только сокращение затрат и сроков, но и значительноуменьшает количество вопросов при отработке первых изделий.
При использовании трехмерных электронных макетов значительно упрощаетсяконтроль изготовленных деталей и элементов оснастки. Наличиекоординат любой точки макета позволяет выполнять вычисление любых заданных размеров и проверку поверхностей с помощью КИМ. Мастер-модели используются также для проверки конструкции на прочность, кинематику и т.д.
Таблица 7.2
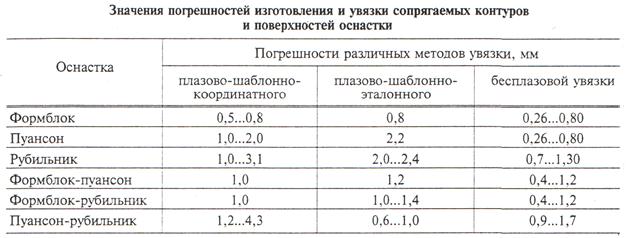
Объемы, перспективы применения технологических методов увязки в производстве ЛА. Как показала практика последних лет, несмотря на бурное развитие программных методов, они не могут полностью заменить все другие, применяемые в производстве ЛА, методы увязки. У каждого метода увязки, включая и плазовые, есть своя область эффективного использования, где они обеспечивают наибольшую точность увязки с наименьшими затратами труда, материалов и позволяют получить наиболее высокий уровень взаимозаменяемости (табл. 7.2). Поэтому при изготовлении сложных конструкций чаще всего используют одновременно все указанные методы увязки или большинство из них. При этом применяемые методы обязательно должны быть взаимно согласованы, чтобы не имелось разрывов в увязке и обеспечивалась наиболее высокая ее точность.
Следует отметить, что взаимное согласование различных методов при параллельном их использовании для увязки элементов конструкции одного и того же ЛА представляет собой сложную инженерную задачу, которая должна решаться в периоды как конструкторской, так и технологической подготовки производства. Для ее решения необходима система взаимоувязанных чертежей, плазов, эталонов и программ, которые в каждом отдельном случае разрабатываются специально для конкретного ЛА или его составных частей.
Объемы применения и удельный вес отдельных методов увязки для конкретных изделий могут быть различными и изменяются в зависимости от изменения условий производства и конструкции ЛА.
Контроль обводообразующих элементов заготовительно-штамповочной оснастки. Точностные требования к обводообразующим элементам оснастки формируются на основе точностных требований к обводам планера самолета, которые устанавливаются с учетом требований аэродинамики и возможностей производства. С повышением скорости самолетов требования к точности изготовления аэродинамических поверхностей растут, что приводит к ужесточению допусков на изготовление обводообразующей оснастки. Например, допуск на обводообразующие элементы сборочной оснастки для несущих поверхностей планера современных скоростных самолетов составляет ±0,25 мм относительно теоретических обводов. При автоматизированном изготовлении обводообразующих элементов оснастки на оборудовании с ЧПУ расчетная точность изготовления при различном построении технологического процесса составляет ±(0,1... 0,5) мм.
При выборе средств контроля необходимо учитывать три основных фактора: точность изготовления объекта контроля; габаритные размеры объектов контроля и стоимость средства контроля. Погрешности (ошибки) измерений: систематические (собственно средств измерения) - погрешности датчиков; случайные (ошибки базирования) погрешности линии передачи; измерительного усилия (ошибки контактного метода) - погрешность индуктора; температурная.
Исходя из схемы образования погрешности линейного размера (рис.7.7), величина погрешности, выявленная в результате контроля, выражается соотношением:  где
где  погрешность, выявленная в результате производственного измерения;
погрешность, выявленная в результате производственного измерения;  погрешность действительного размера;
погрешность действительного размера;  погрешность метода измерений.
погрешность метода измерений.
Величина предельной погрешности метода измерений входит составной частью величину допуска на геометрические параметры обводообразующих элементов оснастки. Методика расчета допустимых погрешностей измерений основана на теории вероятности и математической статистики.
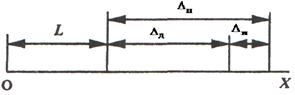
| Рис.7.7. Схема образования погрешности линейного размера |
На основании расчетов составлены таблицы вероятности выхода размеров изделия за границы допуска при различных соотношениях допуска на геометрические параметры и предельной погрешности измерения  Здесь
Здесь  коэффициент относительной погрешности метода измерения изделия;
коэффициент относительной погрешности метода измерения изделия;  допуск (производственный) на геометрические параметры;
допуск (производственный) на геометрические параметры;  предельная погрешность метода измерения, равная +3d, где d - средняя контактная погрешность. Величины допусков на геометрические параметры оснастки соответствуют обычно 3...5-му классам точности, для которых f можно принять равным 20...30 %, т.е. значение предельной погрешности измерения выбранного метода контроля должно составлять 20...30 % от значения допуска на изготовление. Например, если значение допуска на геометрические параметры некоторых видов оснастки равно ±0,15 мм, значение предельной погрешности измерения выбранного метода контроля должно быть не более ±0,03...0,05 мм.
предельная погрешность метода измерения, равная +3d, где d - средняя контактная погрешность. Величины допусков на геометрические параметры оснастки соответствуют обычно 3...5-му классам точности, для которых f можно принять равным 20...30 %, т.е. значение предельной погрешности измерения выбранного метода контроля должно составлять 20...30 % от значения допуска на изготовление. Например, если значение допуска на геометрические параметры некоторых видов оснастки равно ±0,15 мм, значение предельной погрешности измерения выбранного метода контроля должно быть не более ±0,03...0,05 мм.
С внедрением нового бесшаблонного способа увязки встает вопрос о контроле деталей и оснастки, выполненной по трехмерным электронным моделям, т.к. традиционный контроль по шаблонам становится неактуален. Хотя совершенно отказываться от этих принципов не стоит, ведь контроль простых плоских необводообразующих деталей (прокладки, накладки, фигурные шайбы и др.) может по-прежнему осуществляться с помощью обычных универсальных средств (штангенциркуля, микрометра) или по шаблону. К тому же шаблоны останутся и для деталей, уже имеющихся в производстве. Необходимые физические шаблоны можно теперь изготавливать по электронным шаблонам на станках с ЧПУ, с помощью лазерной и гидроабразивной резки, механообработки.
Особенностью ЗШП является наличие большого количества неплоских деталей, изготавливаемых в один или два перехода - деталей с отбортовкой в одну или обе стороны, рифтами, переменной малкой. Для контроля такого вида деталей при плазово-шаблонном методе нужно иметь набор контурных и профильных шаблонов, контрольные приспособления, количество которых у сложных деталей может достигать значительного числа единиц для их изготовления, увязки и контроля.
При изготовлении оснастки на станках с ЧПУ и использовании при этом для измерения координат точек контуров универсальных измерительных средств (штрихового метра первого разряда, штангенрейсмуса и т.п.) возникает резкая диспропорция между временем, затрачиваемым на обработку непосредственно на станке, и временем, затрачиваемым на контроль. В данном случае методы контроля должны обеспечивать автоматизированный анализ геометрических параметров обработанной оснастки и позволять вносить коррективы в систему автоматизированного расчета и записи управляющей информации для станков с ЧПУ в целях повышения точности изготовления оснастки (рис.7.8).
Точностные требования к методам и средствам контроля оснастки должны соответствовать точности автоматизированного изготовления оснастки на оборудовании с ЧПУ. Указанным выше требованиям отвечают следующие сравнительно новые и перспективные методы контроля обводообразующих элементов и аэродинамического обвода самолета в целом: метод фотограмметрии; с помощью КИМ; лазерно-оптический метод; голографический метод.
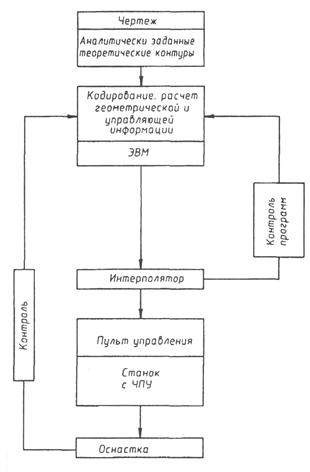
| Рис.7.8. Типовая схема изготовления и контроля оснастки при бесплазовом методе производства |
Контрольные вопросы
1. Чем описывается аэродинамическая форма ЛА?
2. В чем заключается сущность плазово-шаблонного метода?
3. Перечислите недостатки плазово-шаблонного метода.
4. В чем заключается сущность независимого метода производства, его преимущества.
5. Что такое математическая модель поверхности агрегата?
6. Какие методы контроля используют при бесшаблонном методе увязки?
7. Какие три основных фактора учитывают при выборе средств контроля?
|
|
Дата добавления: 2014-01-07; Просмотров: 7568; Нарушение авторских прав?; Мы поможем в написании вашей работы!