КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение потребности и структуры запасов инструмента
|
|
|
|
Под потребностью в инструменте понимается суммарное количество инструмента по каждому типоразмеру, которое необходимо изготовить на заводе и/или приобрести на стороне для обеспечения всех нужд предприятия.
Планирование потребности в инструменте включает: определение расхода инструмента на выполнение производственной программы завода (расходный фонд), оценку запасов инструмента и установление расходных лимитов для цехов.
Годовая потребность в инструменте (Ип) определяется по расходу его на производственную программу (Ир) и разности между нормативной (Zн) и фактической (Zф) величинами оборотного фонда, т. е.

Расход инструмента (расходный фонд) рассчитывается исходя из плана основного производства завода, номенклатуры инструмента, норм его расхода. В массовом производстве номенклатура инструмента определяется на основе технологических карт по операциям обработки, в мелкосерийном и единичном производствах – на основе карт типовой оснастки оборудования и рабочих мест.
В сводном виде номенклатура фиксируется в каталоге технологической оснастки. Норма расхода инструмента, т.е. количество его на выполнение определенного объема работ, устанавливается в зависимости от типа производства.
В массовом производстве норма расхода инструмента устанавливается на операцию, деталь или изделие исходя из величины машинного времени, и нормативного износа инструмента. Так, для режущего инструмента норма расхода устанавливается на 1000 деталей:
 ,
,
где  – машинное время на данную операцию, мин;
– машинное время на данную операцию, мин;
 – число одновременно работающих инструментов данного типоразмера;
– число одновременно работающих инструментов данного типоразмера;
 – стойкость инструмента до полного износа, ч;
– стойкость инструмента до полного износа, ч;
 – коэффициент случайной убыли инструмента.
– коэффициент случайной убыли инструмента.
|
|
|
Аналогичным методом устанавливается и норма расхода измерительного инструмента:
где  – процент выборочности контроля;
– процент выборочности контроля;
 — число измерений одной детали;
— число измерений одной детали;
 – число измерений до полного износа инструмента.
– число измерений до полного износа инструмента.
Используя установленные нормы, определяют расход данного инструмента на производственную программу (расходный фонд):
где m – номенклатура обрабатываемых изделий данным инструментом;
 – производственная программа обрабатываемых изделий;
– производственная программа обрабатываемых изделий;
 – норма расхода инструмента на 1 000 изделий.
– норма расхода инструмента на 1 000 изделий.
В единичном и мелкосерийном производствах норма расхода инструмента устанавливается укрупнено, например на 1000 станко-часов работы данного вида оборудования:
где Км – коэффициент машинного времени в общем времени работы станка;
Кпр – коэффициент применяемости данного инструмента.
В данном случае расход инструмента на производственную программу определяется по формуле
где с — количество станков, на которых применяется данный инструмент;
 – действительный фонд времени работы станка;
– действительный фонд времени работы станка;
– норма расхода инструмента на 1000 станко-часов работы станка.
Для организации планомерного использовании инструмента, бесперебойного обеспечения цехов и рабочих мест рассчитывается необходимый запас инструмента – оборотный фонд. Под оборотным фондом понимается количество инструмента, которое необходимо иметь в эксплуатации (на рабочих местах и заточке) и в запасе в различных подразделениях инструментального хозяйства для обеспечения бесперебойного хода производства.
Оборотный фонд инструмента завода состоит из цеховых оборотных фондов и запасов центрального инструментального склада. Оборотный фонд периодически уменьшается в процессе текущего расхода инструмента и при достижении установленного минимума должен вновь восполняться (рис.1).
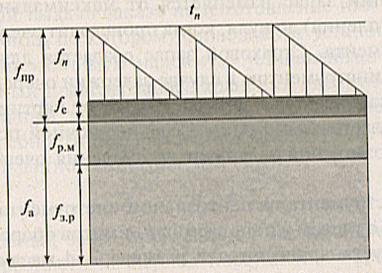
Рис. 1 – Структура цехового оборотного фонда инструмента
|
|
|
Цеховые оборотный фонд (fn) состоит из эксплуатационного фонда (fа) и запасов инструмента в цеховой инструментальной раздаточной кладовой (fцрк).
В свою очередь, эксплуатационный фонд включает инструмент, находящийся на рабочих местах (fр.м.), в заточке (fа) и ремонте (fр), т.е. непосредственно в процессе эксплуатации.
 .
.
Количество инструмента на рабочих местах включает инструмент, установленный на оборудовании и хранящийся в запасе на рабочем месте.
 , или
, или  ,
,
где  – периодичность подачи инструмента;
– периодичность подачи инструмента;
Тс — периодичность снятия инструмента со станка;
С— количество рабочих мест (станков);
 — число инструмента на станке;
— число инструмента на станке;
 — запас инструмента у рабочего, шт.
— запас инструмента у рабочего, шт.
Количество инструмента и запас инструментально-раздаточной кладовой состоит из переходящего (fn) и страхового (fс) запасов. Величина переходящего (расходного) фонда определяется как произведение среднесуточной потребности (ИДН) на периодичность (tn) поступления инструмента в ИРК.
Переходящий запас изменяется, от максимальной величины (партии поступления) до нуля, когда происходит очередное поступление инструмента. Страховой запас создается для обеспечения рабочих мест инструментом в случае задержки очередного поступления и устанавливается в размере 5-10% от партии поступления или рассчитывается умножением среднесуточной потребности на число дней возможной задержки поступления очередной партии инструмента.
Запасы инструмента на центральном инструментальном складе определяются с учетом установленных лимитов оборотных средств. Обычно они устанавливаются в размере 3-4-мссячного расхода (рис. 2).
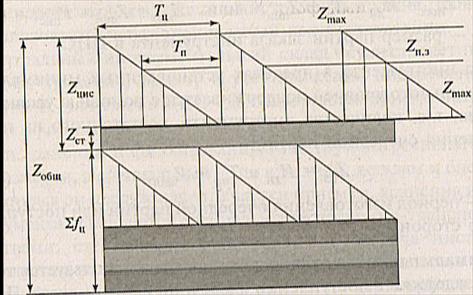
Рис. 2 – Структура запаса инструмента предприятия
В укрупненном виде запас инструмента в ЦИС можно определить по формуле как среднюю величину:
 , или
, или  ,
,
где Тп – периодичность возобновления запасов в ЦИСе (60-90 дн.);
 – периодичность поступления инструмента в ИРК(15-30 дн.);
– периодичность поступления инструмента в ИРК(15-30 дн.);
Р – суммарная партия выдачи инструмента из ЦИС и ИРК по всем цехам;
 — страховой (минимальный) запас в ЦИС (0,15-0,2 от Р).
— страховой (минимальный) запас в ЦИС (0,15-0,2 от Р).
Текущее регулирование запасов в ЦИС осуществляется по системе «минимум-максимум» («на склад»), которая поддерживает запасы инструмента на постоянном уровне, гарантирующем бесперебойное снабжение производства. Это достигается путем своевременной выдачи заказа на изготовление или приобретение того инструмента, по которому запас достиг установленной точки заказа. Система «минимум-максимум» устанавливает минимальный и максимальный пределы запаса хранения инструмента.
|
|
|
Минимальный запас определяется как произведение среднедневной потребности (ИДН) на период срочного изготовления или приобретения данного инструмента (Тср)
Максимальный запас определяется как произведение дневной потребности на период поступления партии заказа (Тn) плюс минимальный запас:
 , или
, или  ,
,
где РЦИС – размер партии заказа инструмента в ЦИС.
Запас инструмента в пределах установленных минимального и максимального уровней поддерживается с помощью уровня точки заказа, т.е. количества инструмента, достаточного на период изготовления очередной партии.

где Тпр – период изготовления очередной партии или поступления ее со стороны.
Минимальный запас является страховым и используется только в случае задержки в поступлении очередной партии заказа. Партия заказа изменяется так же, как и переходящий запас и ИРК.
На заводах мелкосерийного и единичного производства применяется система планирования «на заказ», заключающаяся в том, что все нужные инструменты заказываются одновременно, обычно раз в месяц. В дальнейшем на отдельные дефицитные инструменты приходится давать отдельные срочные заказы.
Эта система менее надежна, чем система «минимум-максимум», но при постоянном изменении номенклатуры изделий основного производства не создает ненужных и излишних запасов инструмента и ЦИС.
На основе расчетов потребности в инструменте и с учетом производственных программ цехов устанавливаются лимиты (годовые, квартальные, месячные) на получение и расходование инструмента каждым цехом.
Завершающим этапом планирования потребности является определение источников ее покрытия как за счет внешних поступлений, так и за счет собственного изготовления путем составления производственной программы инструментальному цеху.
|
|
|
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 3326; Нарушение авторских прав?; Мы поможем в написании вашей работы!