КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Назначение и виды контроля качества изделий
|
|
|
|
КАЧЕСТВА ИЗДЕЛИЙ
ПРОЕКТИРОВАНИЕ СИСТЕМЫ КОНТРОЛЯ
Система контроля качества изделий (СККИ) предназначена для своевременного определения с требуемой точностью параметров качества изделий механосборочного производства. Технический контроль – это проверка соответствия объекта установленным техническим требованиям. Объектами технического контроля являются:
- продукция;
- процессы ее создания, применения, транспортирования, хранения, техническое обслуживание и ремонта;
- соответствующая техническая документация.
Таким образом, технический контроль охватывает предметы труда, средства труда и технологические процессы.
Всякий контроль осуществляется в два этапа. На первом этапе обеспечивается получение первичной информации о фактическом состоянии некоторого объекта и показателях его свойств. На втором этапе выполняется сопоставление первичной информации с заранее установленными требованиями, нормами, критериями и получение вторичной информации о расхождениях фактических и требуемых данных или обнаружении соответствия (несоответствия) фактических данных ожидаемым. Вторичная информация используется для автоматической лил с участие человека выработки регулирующий воздействий на объект контроля.
СККИ выполняет следующие функции:
- хранение информации об изготовляемых изделиях (их конфигурации, технических требованиях к ним и т. д.);
- проведение настройки контрольно-измерительных устройств;
- приемочный и операционный контроль качества изделий с проверкой соответствия чертежам и техническим требованиям;
- выдача информации по результатам контроля качества изделий;
- обеспечение своевременной изоляции обнаруженного брака.
В цехах могут быть организованы различные виды контроля качества изделий в зависимости от следующих факторов:
- решаемой задачи – приемочный, профилактический, прогнозирующий;
- взаимодействия с объектом – активный (прямой и косвенный), пассивный (после каждой операции, после нескольких операций), параметрический (количественный, допусковый), функциональный;
- конструктивного решения – внутренний (самоконтроль), внешний;
- реализации во времени – непрерывный (в процессе изготовления), периодический (тестовый).
Измерительные приборы, в том числе измерительные контрольные устройства, делят на устройства, основанные на прямом, косвенном или комбинированном методе измерения.
При прямом методе измерения с помощью контактных устройств наконечник контрольного устройства все время находится в контакте с поверхностью заготовки и непосредственно контролирует ее размер. При достижении заданного размера контрольное устройство автоматически подает сигнал об окончании обработки или необходимости изменения ее режима.
Контрольные устройства, основанные на косвенном методе измерения, не имеют непосредственного соприкосновения с поверхностью заготовки. Так окончание обработки определяется здесь не моментом достижения заготовкой заданного размера, а, например, расстоянием, на которое перемещается рабочий орган станка, несущий режущий инструмент, до упора.
При комбинированном методе измерения контролируют, например, одновременно положение режущего инструмента и размер обрабатываемой поверхности.
В настоящее время большое внимание уделяется развитию активного контроля в зоне формообразования, который в отличие от пассивного позволяет исключить появление брака за счет своевременного введения корректирующих воздействий (рисунок 13.1) и на станках с ЧПУ адаптивного контроля.
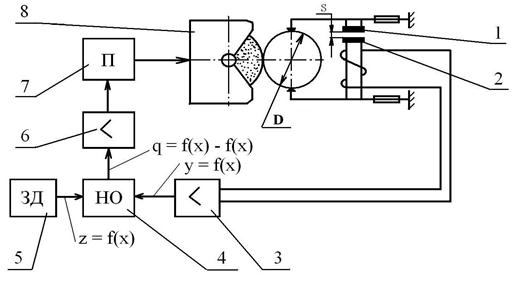
Рисунок 13.1 – Схема прибора активного контроля
Контролируемый параметр, соответствующий величине поля допуска размера является функцией, зависящей от величины зазора S между сердечником с катушкой 2 и якорем 1 индуктивного измерительного преобразователя. При изменении параметра δ изменяется величина зазора S, а, следовательно, изменяется величина электромагнитной движущей силы в катушке измерительного преобразователя. Таким образом, величина поля допуска δ является функцией электромагнитной движущей силы, возникающей в катушке измерительного преобразователя.
Текущая информация о размере обрабатываемой детали от измерительного преобразователя y = f(x1 ) поступает через усилитель 3 в элементы сравнения 4 (НО – нуль орган). В этот же момент поступает аналогичного характера эталонная информация, соответствующая полю допуска контролируемого размера, от задатчика 5 (ЗД – задающий орган) z = f(x). Элемент сравнения осуществляет сравнение этих двух видов информации, определяя сигнал рассогласования q = f(x) – f(x1). Сигнал рассогласования через усилитель 6 поступает в подналадочное устройство 7 (П), осуществляя функцию управления механизмом поперечной подачи шлифовальной бабки 8. Процесс обработки заканчивается, когда q = 0, т.е. f(x) = f(x1).
Настройка электронной части прибора активного контроля осуществляется по эталону – концевым мерам или образцовым деталям. Вначале на позицию измерения устанавливается образцовая деталь, имеющая размер соответствующий нижнему полю допуска контролируемого размера. В этом случае измерительный преобразователь вырабатывает эталонную информацию, соответствующую размеру нижнего поля допуска. Задатчик настраивается таким образом, чтобы сигнал рассогласования был равен нулю, т.е. q = 0. В дальнейшем, при обработке деталей канал задатчика не регулируется, т.е. остается в процессе работы прибора активного контроля эталонным.
Аналогично осуществляется настройка задатчика на размер, соответствующий верхнему полю допуска.
Таким образом, прибор активного контроля будет осуществлять управление процессом обработки в пределах поля допуска.
Применение тех или иных средств контроля зависит главным образом от следующих основных факторов:
- точности изготовления измеряемых деталей;
- их формы и размера;
- числа контролируемых параметров, условий измерения;
- требуемой производительности;
- экономичности.
Так как у каждого метода измерения есть собственные погрешности, при выборе измерительных средств учитывают соотношение между допуском на размеры детали и погрешностью метода измерения. Допустимая погрешность метода измерения должна быть не более 1/io…1/15 допуска контролируемого параметра изделия. В некоторых случаях это отношение можно увеличить до 1/8.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 1598; Нарушение авторских прав?; Мы поможем в написании вашей работы!