КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Алгоритм поиска точностных характеристик и соответствующих им допусков 7 страница
|
|
|
|
В литейном производстве применяют сыпучие, пластичные и жидкие песчано-смоляные смеси. Сыпучие смеси в исходном состоянии характеризуются отсутствием связи между зернами. Они применяются при изготовлении форм и стержней. Упрочнение смесей осуществляется с помощью тепловой обработки в два этапа: первый этап – в течение 20–30 с – в контакте с модельной или стержневой оснасткой, нагретой до 180–240°С; второй – в течение 1–4 мин – в печи с темпера-
турой рабочего пространства 350–450°С. При изготовлении сыпучих смесей используют термоактивные фенолоформальдегидные смолы. Применяют плакированные и неплакированные песчано-смоляные смеси. В плакированных смесях смола покрывает тонкой пленкой зерна формовочного песка.
Плакирование песчано-смоляных смесей может быть произведено горячим и холодным способами. При горячем способе плакирования смола переходит в жидкое состояние в смесителе под действием горячего песка. При интенсивном перемешивании смола обволакивает зерна формовочного песка и при последующем охлаждении и перемешивании застывает на зернах в виде тонкой пленки. После просеивания и окончательного охлаждения смесь хранится в коробах, откуда распределяется по стержневым автоматам. При холодном плакировании перевод смолы в жидкое состояние происходит за счет растворения ее ацетоном или другими растворителями. При перемешивании смеси с одновременной продувкой через смеситель холодного воздуха растворитель испаряется и смола в виде тонкой пленки остается на зернах формовочного песка.
Плакирование позволяет получить смеси с высокими физико-механическими (на 25–30%) и технологическими свойствами. Для приготовления песчано-смоляных смесей применяют обогащенные кварцевые пески с содержанием глинистой составляющей не более 0,5%, так как глина существенно увеличивает расход смолы, удорожает смесь и ухудшает ее свойства.
Пластичные песчано-смоляные смеси упрочняют как за счет введения добавок катализаторов, ускоряющих протекание реакций полимеризации смолы, так и тепловой обработки.
Песчано-смоляные смеси, твердение которых осуществляется за счет введения катализаторов, получили название − холоднотвердеющие смеси (ХТС). Изготовленные из них стержни упрочняются непосредственно в стержневых ящиках и не требуют тепловой обработки.
В настоящее время наибольшее распространение получили ХТС, из которых изготовляют стержни различного класса сложности при единичном и серийном производстве отливок. В качестве катализаторов при изготовлении ХТС наибольшее распространение получили бензосульфокислота (БСК) и ортофосфорная кислота (ОК). БСК используется в виде водного раствора плотностью (1200÷1250) кг/м3 в качестве катализатора для отверждения смол ОФ-1, ФФ-1Ф и др. ОК в виде водного раствора плотностью (1200÷1550) кг/м3 используется в качестве катализатора для отверждения смол КФ-90, УКС-Л и других смол карбамидофуранового класса. Одной из разновидностей теплового метода упрочнения стержней, изготовленных из песчано-смоляных смесей, является их выдержка в нагретом до определенной температуры стержневом ящике. Этот метод называют процессом изготовления стержней в горячих ящиках. В зависимости от класса применяемых смол, температура нагрева ящика составляет от 220 до 280°С, а выдержка в нем стержня продолжается в течение 40–70 с. В горячих ящиках изготавливают в основном мелкие стержни сложной конфигурации в условиях массового производства.
Для изготовления смесей, упрочняемых в горячих ящиках, применяют следующие марки синтетических смол: смесь фенолоспирта с карбамидом, ФФ-1С, КФ-90 и некоторые другие.
Для ускорения процесса отверждения песчано-смоляных смесей в горячих ящиках используют водный раствор соляной кислоты, а также катализаторы ЛСФ, АМ и др. Катализатор ЛСФ представляет собой концентрат сульфитно-спиртовой барды, подкисленной ортофосфорной кислотой; применяется при использовании смолы КФ-90. Жидкие смеси применяют для изготовления стержней, твердение которых осуществляется как за счет тепловой обработки, так и за счет введения катализатора. В качестве добавки, способствующей переводу смеси в жидкое состояние, применяют сульфонол НП-1.
При изготовлении жидких самотвердеющих смесей применяют синтетические смолы марок КФ-35, КФ-90 и МСФ-1. В качестве пенообразователя в смесь вводят сульфонол НП-1, а в качестве катализатора – 70%-й раствор бензосульфокислоты (БСК).
4.10.4. Песчано-сульфитные смеси
Данный тип смесей характеризуется тем, что в качестве связующего материала в них используют сульфитно-дрожжевую бражку СДБ в количестве 2–5%. Основу СДБ составляют лигносульфонаты, и процесс твердения связывают с их поликонденсацией. Твердение данного типа смесей осуществляется за счет тепловой обработки или за счет введения добавок химических реагентов (окислителей), вызывающих поликонденсацию лигносульфонатов и самотвердение. При тепловой обработке процессу поликонденсации лигносульфонатов предшествует процесс возгонки растворителя (воды), содержащегося в связующем материале, который сопровождается резким сокращением объема связующего и возникновением в пленках на зернах песка микротрещин, вызывающих снижение прочности смеси. С целью предупреждения процесса образования микротрещин используют два способа.
Первый способ основан на введении в смесь добавки пластификатора, который создает условия для устранения напряжений, вызывающих образование микротрещин. В качестве пластификатора используют техническую мочевину в количестве 12% от содержания связующего материала в смеси. Второй способ основан на введении в смесь мелкозернистых добавок, создающих каркас в пленках связующего, который разобщает их на мелкие зоны; при этом процессы, связанные с возгонкой растворителя в пленках связующего, протекают без значительных концентраций внутренних напряжений. В качестве такой добавки используют пылевидный кварц в соотношении к связующему материалу 1:1. При самотвердении смеси возгонки растворителя не происходит. В этом случае содержащаяся влага в связующем материале лишь локализуется (защемляется) пространственно-сетчатой структурой макромолекул лигносульфонатов. В качестве добавок, вызывающих самотвердение песчано-сульфитных смесей, используют хромовый ангидрид Сr2O3, бихроматы натрия и калия и персульфат аммония в количестве от 0,2 до 0,7% от массы смеси.
По сравнению с песчано-смоляными данный тип смесей экономичнее, так как в состав его входит недорогой и недефицитный связующий материал, а также менее токсичная упрочняющая добавка.
Применяют пластичные и жидкие песчано-сульфитные смеси. Пластичные смеси используются для изготовления мелких стержней, упрочняемых в горячих ящиках в условиях крупносерийного и массового производства, а также для изготовления самотвердеющих литейных форм и стержней взамен песчано-глинистых и песчано-жидкостекольных смесей при чугунном и стальном литье.
При изготовлении смесей, предназначенных для получения стержней в горячих ящиках, помимо указанных выше добавок, в состав смеси вводят строительный гипс или мылонафт, которые повышают прочность стержней при извлечении из ящика, а также добавку поливинилацетатной эмульсии (ПВАЭ), снижающей гигроскопичность стержней.
Продолжительность твердения стержней в ящиках, нагретых до 230–280°С (толщина стенок изготовляемых стержней не должна превышать 30–40 мм), составляет 1,0–2,0 мин.
При изготовлении самотвердеющих смесей в их состав в качестве отвердителя вводят добавку хромового ангидрида в виде водного раствора плотностью 1,3·103 кг/м3, а также синтетических жирных кислот (СЖК), предотвращающих пенообразование в процессе приготовления смесей. Самотвердеющая смесь с добавкой СЖК относится к легкоуплотняемому виду, поэтому изготовление форм и стержней может быть осуществлено на вибростолах. Жидкие песчано-сульфитные смеси применяют для изготовления форм и стержней. Упрочняют их как за счет тепловой обработки, так и за счет введения в смесь химических реагентов, вызывающих самотвердение. При изготовлении смесей, предназначенных для получения стержней в горячих ящиках, в качестве добавки, способствующей переводу смеси в жидкое состояние, используют сульфонол НП-1, а для повышения прочности стержня при его извлечении из ящика– фенолоспирт. Продолжительность упрочнения стержней в ящике, нагретом до 300°С, составляет 1,0–1,5 мин.
При изготовлении самотвердеющих смесей для перевода их в жидкое состояние вводят добавку РАС. В качестве добавок, вызывающих твердение смеси, вводят хромовый ангидрид, бихромат натрия и персульфат аммония, а в качестве катализатора – добавку медного купороса. При использовании персульфата аммония с целью повышения активности его действия в смесь вводят добавку феррохромового шлака.
4.10.5. Песчано-цементные смеси
Песчано-цементные смеси применяют главным образом для изготовления крупных форм и стержней в условиях единичного производства отливок. В качестве связующего материала для данного типа смесей используют цемент в количестве 7–10%. Твердение песчано-цементных смесей связывают с выделением из пересыщенного водно-цементного раствора кристаллогидратов, которые, срастаясь друг с другом, образуют прочный кристаллический каркас, связывающий зерна формовочного песка. При использовании портландцемента такими кристаллогидратами преимущественно являются гидросиликаты кальция, а при использовании глиноземистого цемента – гидроалюминаты кальция. С целью ускорения процесса твердения песчано-цементных смесей в их состав вводят специальные добавки, такие, как патока, хлористый кальций, железный корпус, а для улучшения выбиваемости – небольшие добавки СДБ (до 2,5%). Песчано-цементные смеси относят к категории самотвердеющих смесей.
Применяют пластичные и жидкие песчано-цементные смеси. При изготовлении жидких песчано-цементных смесей в состав их вводят СДБ в количестве 9-11%, которая проявляет себя как пенообразующее поверхностно-активное вещество.
4.10.6. Песчано-масляные стержневые смеси
Название данного типа смесей условное, так как в настоящее время вместо масляных связующих широко используются их заменители (связующие П, ПТ, ГТФ, КО и др.), не содержащие в своем составе растительных масел.
Песчано-масляные смеси широко применяют для изготовления ответственных стержней I, II и III классов в условиях мелкосерийного и крупносерийного производства отливок. Упрочнение стержней, изготовленных из данного типа смесей, как правило, осуществляют тепловой обработкой – сушкой, температура которой зависит от природы применяемого связующего материала и колеблется от 170 до 180°С при использовании в качестве основного связующего крепителя М, декстрина, пектинового клея, а при использовании крепителей П, ПТ, ГТФ – до 200–220°С. Помимо связующих материалов, в состав песчано-масляных смесей вводят добавки формовочной глины с целью повышения прочности стержней во влажном состоянии и предупреждения их деформации под влиянием собственной массы, а также добавки СДБ.
Кроме указанных выше добавок, при литье сплавов на основе магния в состав смесей вводят специальные добавки: борную кислоту, фтористую присадку, которые предупреждают процесс окисления сплава в литейной форме.
4.11. Противопригарные краски и пасты
Введение противопригарных добавок в состав формовочных и стержневых смесей не всегда может обеспечить получение отливок без пригара. Одним из наиболее распространенных способов предупреждения образования пригара на отливках является нанесение защитных покрытий на поверхность изготовленных форм и стержней, которые препятствуют проникновению жидкого металла в поры смеси и химическому взаимодействию оксидов металла с материалом формы. Формовочные краски должны обладать следующими свойствами:
− иметь большую температуру плавления и не размягчаться от соприкосновения с расплавом;
− оставаться постоянными по составу во время их приготовления, хранения и использования;
− обладать хорошей кроющей способностью;
− слой краски, нанесенный на поверхность формы или стержня, не должен трескаться при сушке форм и стержней;
− после подсушки удерживаться на поверхности формы или стержня.
Противопригарные краски состоят из огнеупорной основы (наполнителя), связующего материала и растворителя. Для предупреждения преждевременного осаждения наполнителя, т. е. с целью повышения устойчивости красок, в их состав вводят стабилизаторы. В качестве стабилизатора применяют такие вещества, которые неограниченно набухают в жидкости и тем самым создают условия, препятствующие осаждению частичек наполнителя. В состав красок также вводят специальные добавки, предупреждающие брожение (формалин), ускоряющие их упрочнение (катализатор) и др.
В качестве наполнителей красок используют пылевидный кварц, графит, тальк, циркон, а также некоторые другие материалы. Пылевидный кварц применяют для покрытий форм и стержней при стальном литье, графит – для покрытий форм и стержней при чугунном и цветном литье, тальк – при цветном литье и циркон – при крупных стальных отливках.
Для приготовления красок применяют водорастворимые и органорастворимые связующие материалы. В состав водорастворимых красок входят органические связующие материалы: сульфитно-дрожжевая бражка, декстрин, патока, крахмалит, древесный пек – и неорганические материалы: жидкое стекло, сульфат алюминия [(Al2(SO4)3 · 18H2O], сульфат магния (MgSO4 · 7H2O), триполифосфат натрия (Na5P3O10)n.
В составе органорастворимых красок (самовысыхающих – не требующих сушки) в качестве связующих применяют органические материалы: нитролак 644, поливинилбутираль и кремнийорганические материалы: лак КО-075 и смолу К-9.
Для разведения красок до требуемой плотности используют воду или органические жидкости. В качестве органических растворителей красок применяют уайт-спирит, этиловый спирт, растворитель 646, растворитель обувного гарнитоля.
В качестве стабилизаторов в состав красок вводят добавку бентонита, а также высокомолекулярные вещества, такие, как поливиниловый спирт (ПВС), карбоксиметилцеллюлозу (КМЦ). Помимо своего назначения, стабилизаторы являются и связующими материалами, повышающими прочность слоя краски.
При подборе составов противопригарных красок принимается во внимание вид сплава, масса изготовляемых отливок, особенности формовочных или стержневых смесей. Учитывая многообразие факторов, определяющих требования к противопригарным покрытиям, оптимальные составы красок, как правило, устанавливаются опытным путем.
4.11.1. Водные противопригарные краски
Водные краски применяют главным образом для форм и стержней, подвергаемых сушке. В отдельных случаях их также применяют при изготовлении форм и стержней из самотвердеющих смесей, но при этом необходимо использовать поверхностную подсушку слоя краски.
Водные краски с неорганическими связующими материалами применяют главным образом при массивном чугунном и стальном литье. Характерной особенностью этих красок является использование в качестве связующего материала водных растворов сульфатов алюминия и магния, а также триполифосфата натрия, которые придают краскам высокую термостойкость. Последняя достигается благодаря тому, что в процессе теплового разложения этих связующих материалов при температурах 700–1000°С они прочно спекаются в химически инертное к оксидам металла состояние. Упрочнение красочного слоя происходит после испарения влаги при температуре 100–200°С, поэтому формы и стержни, окрашенные такими красками, подвергают сушке при указанной выше температуре. В табл. 9.6 приведены составы самотвердеющих водных красок, которые не требуют подсушки.
В качестве связующего материала в них применяют сульфитно-дрожжевую бражку. В качестве окислителя связующего, который придает краске способность к самотвердению, используется добавка персульфата аммония [(NH4)2S2O8]. Для получения требуемой плотности при оптимальном количестве воды в состав краски вводят добавку технической мочевины. В отличие от обычных водных красок, у которых при сушке происходит испарение воды, из данных красок вода не испаряется, а лишь химически связывается, поэтому в отдельных случаях, во избежание вскипов жидкого металла, формы и стержни целесообразно подсушивать. Водные самотвердеющие покрытия применяют для окраски форм и стержней, изготовленных из самотвердеющих смесей, при стальном и чугунном литье.
4.11.2. Самовысыхающие противопригарные краски
Данный тип красок имеет быстроиспаряющиеся неорганические растворители, для возгонки которых нет необходимости применять сушку. Самовысыхающие покрытия применяют для форм и стержней, изготовляемых из самотвердеющих смесей.
В качестве связующих материалов в состав красок вводят древесный пек, нитролаки 644 и 68, поливинилбутираль, причем нитролаки и поливинилбутираль одновременно с основным своим назначением выполняют также функцию стабилизатора. В качестве растворителей в состав красок вводят этиловый спирт, уайт-спирит или растворитель 646. Противопригарные самовысыхающие краски в виде готовых к употреблению суспензий на основе связующего форлака выпускаются централизованно (ТУ 4191−004−00224656−00). Эти краски наиболее эффективны при использовании холоднотвердеющих смесей. Лак представляет собой раствор модифицированного высокополимерного связующего в органическом растворителе, после испарения которого формируются прочные эластичные пленки. Растворителем лака служит растворитель антипригарных красок, состоящий из спирта этилового, ацетона и бензина-растворителя.
Лекция 15. 4.11.3. Приготовление противопригарных красок
В литейных цехах для приготовления покрытий, а также при разведении централизованно поставляемых противопригарных композиций, обычно применяют краскомешалки. Наилучшее качество перемешивания обеспечивают лопастные мешалки с отражательными перегородками и частотой вращения рабочего вала 100-200 об/мин. Использование таких аппаратов позволяет существенно сократить длительность процесса приготовления покрытий.
Иногда применяют барботажные аппараты, в которых перемешивание обеспечивается сжатым воздухом, пропускаемым через слой суспензии. Однако данный способ малоэффективен, приводит к насыщению покрытия пузырьками воздуха.
При разведении централизованно выпускаемых покрытий в мешалку следует сначала заливать воду (30-60% от ее оптимального содержания), затем отдельными порциями загружать поставляемый концентрат (пасту, порошок или гранулированный продукт). Массу перемешивают в течение 30-60 мин, выдерживают 60-120 мин, перемешивают снова 30-60 мин и добавляют воду до необходимой плотности.
Однородность полученной суспензии оценивают путем нанесения на стеклянную пластинку. На пластинке не должны присутствовать включения, выступающие над слоем покрытия. При изготовлении покрытий из отдельных компонентов рекомендуется сначала готовить жидкую композицию, т. е. раствор связующего, суспензирующего и других веществ, образующих истинные или коллоидные растворы. Рецептуру этой композиции необходимо рассчитывать таким образом, чтобы содержание в ней растворителя было на 20-30% меньше того количества, которое требуется для получения суспензии с заданной плотностью. Затем в жидкую систему вводят наполнитель, тщательно перемешивают и добавляют остальной растворитель. При получении самовысыхающих покрытий целесообразно предварительно изготовлять жидкую композицию (лак) с содержанием растворителя, позволяющего при совмещении этой композиции с самотвердеющим количеством наполнителя создавать суспензию необходимой плотности. Такая технология обеспечивает сокращение операций, связанных с дозированием летучих растворителей, и получила распространение при использовании компонентов, для растворения которых требуется длительное время (несколько часов), например в случае применения поливинилбутираля.
Водные покрытия можно готовить в два этапа. На первом этапе осуществляется совмещение компонентов с получением пастообразной массы. Для этого используют чашечный смеситель (бегуны). На втором этапе пасту разводят водой до необходимой плотности. Обработку компонентов в бегунах целесообразно осуществлять в такой последовательности: загрузка и предварительная гомогенизация – смешение сыпучих материалов и введение веществ, обладающих поверхностно-активными свойствами (например, ЛСТ), загрузка жидких составляющих и доведение массы до пастообразного состояния.
Покрытия, изготовляемые по данной технологии, отличаются более высоким качеством, поскольку в чашечном смесителе наряду со сдвиговым обеспечивается раздавливающее воздействие, а тем самым – эффективное диспергирование.
Для получения паст можно использовать и другие типы смесителей, например, двухвальные смешивающие установки с Z-образными лопастями. Противопригарные пасты и натирки обычно готовят в смешивающих бегунах в той же последовательности, что и покрытия.
4.11.4. Нанесение и сушка противопригарных покрытий
Традиционными методами, широко используемыми в литейных цехах, являются окраска кистью и пневматическим распылением. В условиях массового производства широкое распространение получила технология нанесения покрытия окунанием.
На формы и стержни для тонкостенных отливок массой до 300-500 кг покрытия обычно наносят одним слоем; при производстве отливок большей массы следует применять двухразовую окраску.
В последнем случае для первого слоя надо использовать покрытие с более низкой плотностью, чем для второго слоя. При использовании традиционных покрытий одноразовая окраска обеспечивает создание слоя толщиной 300-500 мкм, а двухразовая – до 800 мкм (имеется в виду толщина отвержденного покровного слоя).
Водные покрытия, в том числе самотвердеющие, наносят кистью, распылением, окунанием; самовысыхающие – кистью. Перед окраской покрытие должно быть тщательно перемешано, при необходимости отфильтровано.
Тепловая сушка водных покрытий должна осуществляться при температуре, не вызывающей деструкцию связующего. Покрытия с органическими связующими (крахмалитом, декстрином и др.) следует сушить при 200−250°С.
Для повышения эффективности сушки и предотвращения возможного перегрева покрытия (с органическим связующим) сушильные камеры надо оборудовать вентиляционными установками (вытяжной и рециркуляционной).
4.12. Регенерация отработанных смесей
Различают регенерацию песков и регенерацию смесей. При регенерации смесей стремятся к сохранению активного связующего на зернах формовочного песка, а при регенерации песков – к удалению пленок отработанного связующего с зерен песка. Регенерация смеси возможна при обратимом характере затвердевания связующего материала, что характерно для монтмориллонитовых и каолинитовых глин и применяется при литье отливок в песчано-глинистые формы.
Регенерации подвергают отработанные смеси с участков выбивки форм и стержней, в том числе из гидрокамер, а также отвальные смеси из различных точек литейного цеха. К числу основных операций процесса регенерации отработанных смесей относят: дробление комьев смеси, отделение металлических включений, отсев спекшихся комочков смеси, отделение инертных наслоений с поверхности зерен песка, удаление пылеобразных веществ и охлаждение полученного продукта до температуры окружающей среды. Основные операции процесса регенерации осуществляются как в воздушной, так и в водной среде. Помимо основных, в процессе регенерации отработанных смесей осуществляются также и побочные операции, в частности, осветление сточных вод и сгущение шлама.
Технологические схемы процессов регенерации
На рис. 4.23 приведена технологическая схема переработки песчано-глинистых смесей, поступающих с выбивных решеток.
Конечным продуктом по этой схеме является оборотная смесь. Из-под выбивной решетки 1 смесь поступает на ленточный конвейер 3 и далее, пройдя через магнитный сепаратор 2, транспортируется в дезинтегратор 4, где разрыхляется и передается на грохот 5 для отсева спекшихся комочков. Подготовленная таким образом смесь поступает в бункер 6, а затем в гомогенизатор 7. В гомогенизаторе смесь сначала увлажняется, а затем поступает в испарительно-охладительную установку 8, где она по температуре и влажности доводится до требуемых норм. Из охладителя смесь через элеватор 9 и систему транспортеров поступает в бункер 10 для потребления.
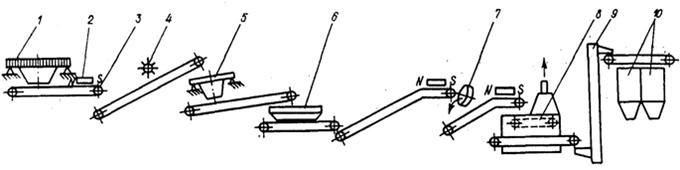 Рисунок 4.23 – Технологическая схема переработки песчано-глинистых смесей, поступающих с выбивных решеток: 1 – выбивная решетка; 2 – магнитный сепаратор; 3 – ленточный конвейер;
Рисунок 4.23 – Технологическая схема переработки песчано-глинистых смесей, поступающих с выбивных решеток: 1 – выбивная решетка; 2 – магнитный сепаратор; 3 – ленточный конвейер;
4 – дезинтегратор; 5 – грохот; 6 – бункер; 7 – гомогенизатор;
8 – испарительно-охладительная установка; 9 – элеватор; 10 – бункеры
Данная схема переработки отработанной смеси является наиболее совершенной и применяется в крупных литейных цехах с большим потреблением формовочных и стержневых смесей. В цехах с меньшим объемом производства применяется более упрощенная схема переработки отработанных смесей, которая позволяет использовать полученную оборотную смесь в виде компонента при приготовлении формовочных смесей в количестве 90−95%.
Отливки с приставшей к ним смесью, а также стержни, находящиеся в отливках, направляются в очистное отделение. В результате очистки отливок в очистном отделении получают смесь примерно в количестве 10% от всей отработанной смеси. Эта смесь, а также отходы из-под сит поступают в отвальный бункер. В отвальных смесях содержится 60−70% годных зерен песка, поэтому эти смеси подвергаются регенерации с целью выделения годных зерен песка для повторного применения.
На рис. 4.24 представлена технологическая схема процесса регенерации отработанных и отвальных смесей смешанного типа, основными примесями которых являются продукты разрушения жидкого стекла, феррохромового шлака, угля и сульфитно-спиртовой бражки.
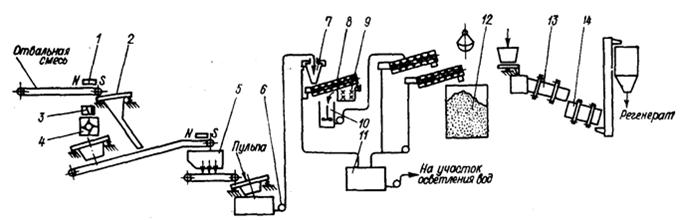 Рисунок 4.24 – Технологическая схема регенерации отработанных и отвальных смесей смешанного типа: 1 – магнитный сепаратор; 2– грохот; 3, 4 – дробилки; 5 – бак; 6 – насос; 7 – конический классификатор; 8 – спиральный классификатор; 9 – оттирочная машина; 10 – мешалка; 11 – бак;
Рисунок 4.24 – Технологическая схема регенерации отработанных и отвальных смесей смешанного типа: 1 – магнитный сепаратор; 2– грохот; 3, 4 – дробилки; 5 – бак; 6 – насос; 7 – конический классификатор; 8 – спиральный классификатор; 9 – оттирочная машина; 10 – мешалка; 11 – бак;
12 – дренажный закром; 13 – барабанное сушило; 14 – барабанный охладитель
Отвальные смеси из различных участков цеха подаются на общий ленточный транспортер. Пройдя под магнитным сепаратором 1 дробилки 3 и 4 и грохот 2, они смешиваются с водой и поступают в бункер 5. Затем отработанные смеси в виде пульпы с помощью насоса 6 по трубопроводам передаются в конический классификатор 7. Одновременно в конический классификатор передается пульпа от гидрокамер, предварительно подвергнутая магнитной сепарации и грохочению. Из конического классификатора продукт поступает на спиральный классификатор 8 и оттирочную машину 9, где отделяются инертные пленки связующего с поверхности зерен песка. Затем продукт перемешивается с водой в мешалке 10 и в виде пульпы с помощью насоса передается во второй, а затем в третий спиральный классификатор для дополнительной оттирки инертных пленок с поверхности зерен песка. После этих операций продукт поступает в дренажный закром 12, а затем в барабанное сушило 13 и барабанный охладитель 14. Из конического и спиральных классификаторов сливные воды самотеком поступают в бак 11, а из него – на участок осветления вод и сгущения шлама.
На рис. 4.25 приведена технологическая схема регенерации отработанных стержневых смесей, поступающих из гидрокамер.
Конечный продукт регенерации – формовочный песок (регенерат). Из-под решетки гидрокамеры 2 отработанная стержневая смесь, вымываемая из отливки с помощью гидромонитора 1, попадает на грохот 3, где производится отсев спекшихся комочков смеси. Из бункера, расположенного под грохотом, с помощью насоса 4 смесь в виде водно-песчаной пульпы по трубопроводу направляется в конический классификатор 5, в котором осуществляется частичное отделение сливными водами пылеобразных продуктов. Из этого классификатора смесь поступает в спиральный классификатор 6, в котором производится оттирка инертных пленок с поверхности зерен песка, после чего продукт поступает в дренажный закром 7 для удаления свободной влаги. Из дренажного закрома с помощью грейферного крана продукт поступает в барабанное сушило 8, а затем для потребления – в смесеприготовительное отделение цеха. Регенерированный песок содержит не более 1% органических включений – продуктов разрушения связующих материалов отработанных смесей.
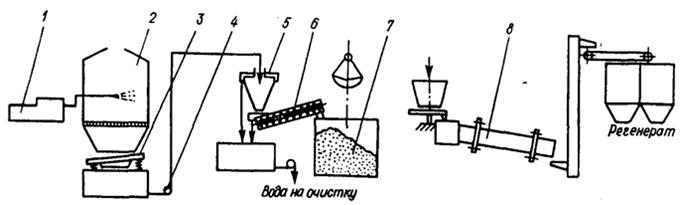 Рисунок 4.25 – Технологическая схема регенерации отработанных смесей, поступающих из гидрокамер: 1 – гидромонитор; 2 – гидрокамера; 3 – грохот; 4 – насос; 5 – конический классификатор; 6 – спиральный классификатор; 7 – дренажный закром; 8 – барабанное сушило
Рисунок 4.25 – Технологическая схема регенерации отработанных смесей, поступающих из гидрокамер: 1 – гидромонитор; 2 – гидрокамера; 3 – грохот; 4 – насос; 5 – конический классификатор; 6 – спиральный классификатор; 7 – дренажный закром; 8 – барабанное сушило
Лекция 16. 4.13. Способы изготовления форм и стержней
4.13.1. Ручная формовка.
Формовкой по-сырому называют такой технологический процесс изготовления литейной формы, который позволяет заливать ее, не подвергая сушке.
Такой способ формовки применяют для изготовлении литейных форм для мелких и средних отливок. Литейные формы таких отливок с малым объемом и большой поверхностью не испытывают большого давления заливаемого в них расплава, так как его количество невелико. Поэтому от таких литейных форм не требуют большой прочности, и формовочные смеси не содержат большого количества глины. Расплав, заполняя полость формы тонкостенной отливки, быстро в ней остывает, прогревая незначительный слой формовочной смеси. При этом скорость газообразования в форме незначительна и создаются благоприятные условия для своевременного выхода газа из полости формы. Следовательно, при формовке по-сырому нет необходимости (для увеличения прочности и газопроницаемости формы) сушить форму. Это значительно сокращает процесс получения отливки и уменьшает ее себестоимость.
|
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 1471; Нарушение авторских прав?; Мы поможем в написании вашей работы!