КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вертикально-сверлильные станки
|
|
|
|
Классификация сверлильных станков
Сверлильные и расточные станки
Сверлильные станки предназначаются для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развертывания, растачивания и нарезания резьбы отверстиях метчиками.
Расточные станки предназначаются для обработки деталей в условиях единичного и серийного производства. Это широкоуниверсальные станки, на которых можно производить черновое и чистовое растачивание отверстий, обтачивание наружных цилиндрических поверхностей и торцов отверстий, сверление, зенкерование и развертывание отверстий, фрезерование плоскостей, нарезание резьбы и другие операции. Большое разнообразие различных видов обработки, производимой на расточных станках, позволяет в ряде случаев производить полную обработку детали без перестановки ее на другие станки, что особенно важно для тяжелого машиностроения.
По конструкции сверлильные станки подразделяются на три основные подгруппы:
– вертикально-сверлильные станки, основным признаком которых является вертикальное перемещение оси шпинделя и ее фиксированное положение относительно станины.
– радиально-сверлильные станки, у которых ось шпинделя размещается также вертикально, но имеет возможность изменять свое положение относительно неподвижного основания.
горизонтально-сверлильные станки, получившие название от расположения оси шпинделя. (станки такой компоновки применяются в основном для обработки глубоких отверстий).
По количеству шпинделей сверлильные станки различают на:
– одно шпиндельные станки;
– многошпиндельные станки.
Основными формообразующими движениями при сверлильных операциях являются главное движение (вращательное) и движение подачи шпинделя станка.
Принцип работы вертикально-сверлильного станка представлен на структурной схеме (рис.28).
Движение В 1 шпиндель 1 получает от двигателя М 1 по цепи а – б – i v в – г. Со шпинделя вращательное движение снимается колесом 5 и далее поступает на реечное колесо 4, которое сцеплено с рейкой 3, закрепленной на гильзе 2. Гильза 2 и проходящий сквозь нее и имеющий возможность свободно в ней вращаться шпиндель 1 получает, таким образом, поступательное движение П 2. Следовательно, инструмент, закрепляемый в нижнем конце шпинделя, будет одновременно вращаться (В1) и перемещаться поступательно (П 2).

Рис.28.Структурная схема вертикального сверлильного станка
На рис. 29,а показана компоновочная схема вертикально-сверлильного станка, основными узлами, которых являются:
– фундаментная плита 1;
– станина (колонна, стойка) 3 с вертикальными направляющими. На станине размещаются все подвижные и неподвижные узлы станка;
– коробка скоростей 5, закрепляемая неподвижно на станине сверху и обеспечивающая вращение шпинделя В 1 (V) c различными скоростями.
Изменение частоты вращения шпинделя в коробке в подавляющем большинстве производится ступенчато:
– коробка подач 4 предназначена для сообщения шпинделю поступательного движения продольной подачи П 2 (S р) с различными скоростями; она может переставляться в вертикальном направлении – П 3 (У) в зависимости от высоты обрабатываемой заготовки. Все станки позволяют осуществлять подачу П 2 (S р) вручную;
– стол 2, предназначенный для установки и закрепления обрабатываемой заготовки, может перемещаться в вертикальном направлении П (У) также в зависимости от высоты обрабатываемой детали.
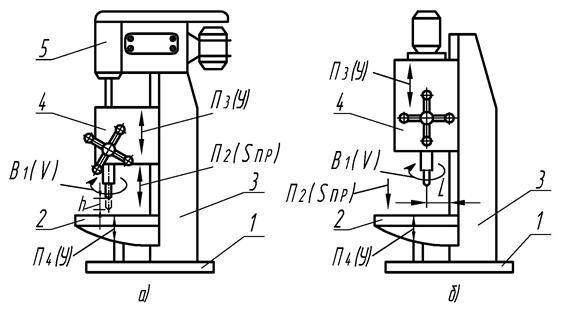
Рис. 29. Варианты компоновки вертикально-сверлильных станков.
В некоторых моделях сверлильных станков механизмы главного движения и подач монтируются в общем корпусе 6 (рис. 29,б) и составляют один узел, называемый шпиндельной головкой. В этих станках установочное движение П (У) совершает шпиндельная головка относительно станины.
Вертикально-сверлильные станки малых размеров – настольные сверлильные станки – изготавливают без коробки подач. Вертикальное перемещение П 2 (S р) в них осуществляется только вручную.
Кинематическая схема вертикально-сверлильного станка модели 2Н135 показана на рис.30.
Главное вращательное движение В 1 (V) получает шпиндель У 1 от электродвигателя М, через 12-скоростную коробку.

Рис. 30. Кинематическая схема вертикально-сверлильного станка мод.2Н135
Наименьшую скорость вращения шпиндель получает по кинематической цепи:
 , (об / мин)
, (об / мин)
при этом вращение получает втулка У 1, сквозь шлицевое отверстие которой проходит шлицевый конец шпинделя У 1.
Наибольшая частота вращения шпинделя – при следующих включениях в коробке скоростей:
 , (об / мин)
, (об / мин)
Движение подачи осуществляется при помощи реечной передачи  . Рейка размещается на гильзе У 11, сквозь которую проходит вращающийся шпиндель. Вместе с гильзой он получает поступательное движение от реечного колеса, сидящего на одном валу с червячным колесом Z 61, приводимым червяком К 1 через коробку подач на 9 ступеней.
. Рейка размещается на гильзе У 11, сквозь которую проходит вращающийся шпиндель. Вместе с гильзой он получает поступательное движение от реечного колеса, сидящего на одном валу с червячным колесом Z 61, приводимым червяком К 1 через коробку подач на 9 ступеней.
Ведущий вал коробки подач IX получает вращение от втулки У 1 через передачи Z 34 – Z 60 и Z 19 – Z 54.
Минимальная подача по кинематической цепи:
 (мм / об).
(мм / об).
В соответствии с ГОСТ 1227-79Е выпускаются вертикально- свepлильные станки со следующими основными характеристиками (табл. 7.).
Таблица 7
Основные размеры вертикально-сверлильных станков
| Наибольший диаметр сверления в сплошном металле, мм | 20(18) | 40(35) | 80(75) | |||||
| Наибольший ход шпинделя,мм |
Размеры обрабатываемых деталей и отверстий в них характеризуются представленными в таблице основными размерам станков.
Достигаемые точность и шероховатость обработки характеризуются следующими величинами (табл. 8.).
Таблица 8
Достигаемые точность и качество обработки
на сверлильных станках.
| Вид обработки | Квалитеты | Классы шероховатости |
| Сверление | 11...12 | 4...5 |
| Зенкерование | 9...11 | 5...6 |
| Развертывание | 7...9 | 7...8 |
Вертикально-сверлильные станки применяются в основном в единичном и мелкосерийном производстве для обработки отверстий в различных материалах, а также для нарезания резьбы метчиками, для чего они обеспечиваются специальными патронами.
В случае необходимости универсальные станки этой группы снабжаются соответствующими устройствами и могут применяться в серийном и даже крупносерийном производстве.
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 2621; Нарушение авторских прав?; Мы поможем в написании вашей работы!