КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Строгание и долбление
|
|
|
|
Строганием и долблением производят обработку главным образом плоских поверхностей, а также различных пазов и канавок.
Строгание различают поперечное и продольное и производят его соответственно на поперечно-строгальных и продольно-строгальных станках.
При поперечном строгании см. рис. 39 резец совершает возвратно-поступательное движение, а стол с заготовкой перемещается поперек движения резца. Ход вперед у резца – рабочий, ход назад – холостой. При холостом ходе резец откидывается вокруг оси и отходит от упора, волочась по поверхности заготовки. В это время стол с заготовкой перемещается на один шаг. Ширина шага (подача S) должна быть меньше ширины резца, чтобы было некоторое перекрытие.
Величину припуска определяет перемещение резцедержателя вверх (подача S¢). После одного прохода резца по всей поверхности заготовки стол возвращается в исходное положение, а резцедержатель поднимается на величину припуска второго прохода.
При продольном строгании (см. рис. 40) заготовка перемещается вместе со столом вдоль станка и совершает возвратно-поступательное движение. Резец получает перемещение от суппорта, укрепленного на поперечной траверсе станка (S), подача на врезание (S¢) осуществляется перемещением траверсы относительно П-образного портала станка.
На поперечно-строгальном станке (см. рис. 41) обрабатывают небольшие детали длиной до 1 м, на продольно-строгальном – длиной до 15 м и шириной до 5 м (см. рис. 42).
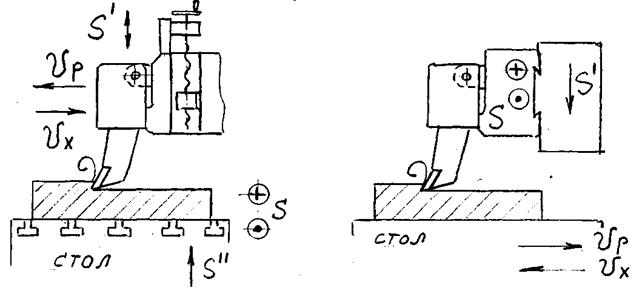
Рисунок 39. Схема поперечного строгания: Рисунок 40. Схема продольного строгания.
Vp – скорость рабочего хода;
Vx – скорость холостого хода;
S – поперечная подача стола;
S¢ - вертикальная подача суппорта с резцедержателем;
S¢¢ - настроечное (ручное) перемещение стола.
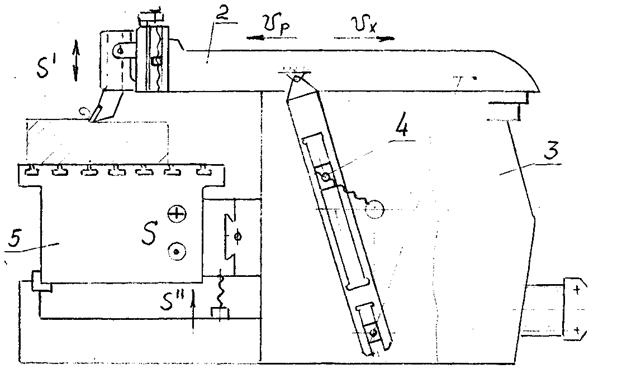
Рисунок 41. Схема поперечно-строгального станка:
1 – суппорт с резцедержателем; 2 – ползун; 3 – станина; 4 – кулисный механизм; 5 – стол.
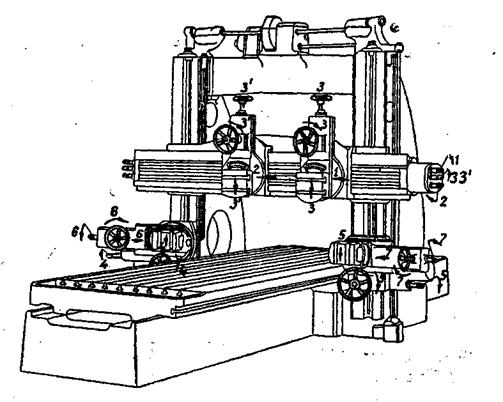
Рисунок 42. Схема продольно-строгального станка:
1 и 2 – главные суппорта на поперечной траверсе;
3 и 3¢ - поворотная часть суппортов на поперечной траверсе;
4 и 5 – суппорта на стойках;
6 и 7 – поворотная часть суппортов на стойках.
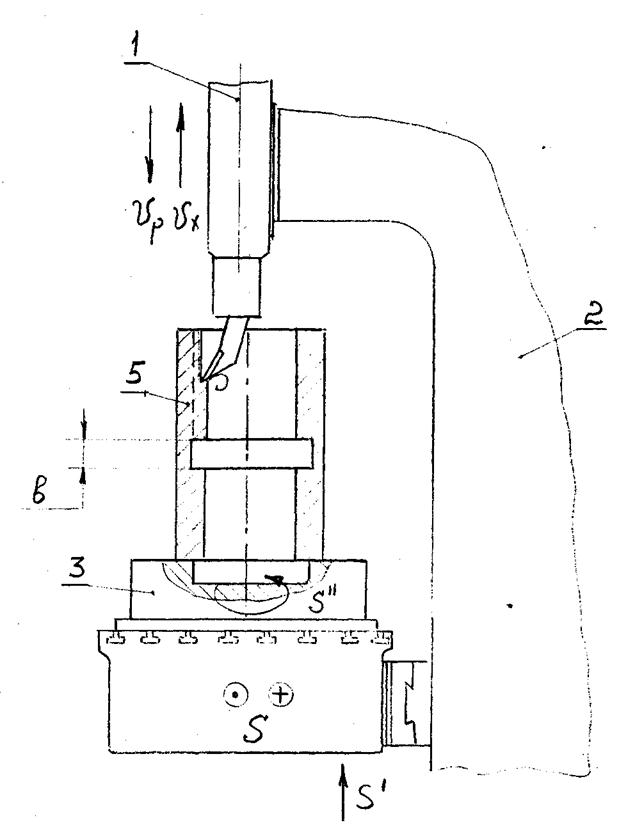
Рисунок 43. Схема долбления:
1 – ползун с резцом; 2 – станина; 3 – поворотное приспособление; 4 – стол; 5 – деталь.
При долблении на долбежных станках обрабатывают детали небольших размеров – шпоночные пазы, канавки, наружные плоскости и т.п. Детали устанавливают на столе, который может делать продольные, поперечные и круговые перемещения. Резец совершает возвратно-поступательное движение в вертикальной плоскости. При долблении пазов и других поверхностей следует предусмотреть выход для резца в конце хода 6-11 мм. При долблении глухих пазов (см. рис. 43), необходимо предусмотреть также место для выхода резца.
Подачи различных частей станка видны на рисунке.
Строгание и долбление применяется в мелкосерийном и единичном производстве. Объясняется это тем, что для работы на строгальных о долбежных станках не требуется сложных приспособлений и режущих инструментов. На этих станках простыми резцами можно обработать довольно сложный профиль и за один проход снять большой припуск. Однако производительность этих станков низка из-за наличия холостого хода и небольших скоростей.
К недостаткам долбежных станков можно отнести повышенные требования в отношении квалификации рабочих, в то время как на строгальных станках не требуется высокой квалификации.
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 2434; Нарушение авторских прав?; Мы поможем в написании вашей работы!