КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Шлифование
|
|
|
|
Шлифование применяется как окончательный или предварительный вид обработки после точения, строгания, фрезерования и пр. Оно относится к абразивному виду обработки.
Процессы абразивной обработки получают широкое распространение. Это объясняется внедрением в промышленность труднообрабатываемых сталей и сплавов, новых методов получения заготовок с минимальными припусками, рассчитанными в большинстве случаев только на абразивную обработку, и с возросшими требованиями к точности деталей и качеству поверхности.
Появление новых типов шлифовальных станков и новых абразивных материалов – синтетических алмазов, кубического нитрида бора, хромистого электрокорунда и др. – дало возможность широко использовать абразивную обработку не только на чистовых, но и на подготовительных (резка) и черновых (обдирка) операциях.
Абразивные инструменты характеризуются видом материала, зернистостью, связкой, твердостью, структурой, формой и размерами. Абразивные материалы делятся на естественные и искусственные.
Естественные материалы:
Кварц (П) - минерал, состоящий из Al2O3.
Наждак (Н) – мелкокристаллическая окись алюминия (25-60% Al2O3).
Корунд (Е и ЕСБ) – минерал, состоящий в основном из зерен Al2O3.
Алмаз (А) – чистый углерод.
Искусственные материалы:
Электрокорунд нормальный (Э) – в основном из Al2O3, получают путем плавки из шихты, составленной из естественных пород.
Электрокорунд белый (ЭБ) – получают при плавке в электропечах технического глинозема.
Карбид кремния – химическое соединение кремния с углеродом, зеленый (КЗ), черный (КЧ).
Карбид бора – B4C – получают из технической борной кислоты и кокса в электропечах.
Синтетические алмазы (АС) – имеют то же строение, что и естественные алмазы и те же свойства. Марки алмазов – АСО, АСП и АСВ отличаются по величине прочности.
Зернистость характеризует крупность зерна, его линейный размер.
Шлифзерно – номера абразивных порошков 200…16 при величине зерна 2500…100 мк;
Шлифпорошки – номера абразивных порошков 12…4 при величине зерна 160…40 мк;
Микропорошки – номера М40…М1 при величине зерна 40…1 и мельче их.
Шлифование по виду поверхностей, подвергаемых обработке подразделяют на круглое, бесцентровое, внутренне и плоское.
При круглом шлифовании (см. рис. 44) деталь устанавливается в центрах, а абразивный круг совершает возвратно-поступательное движение (продольная подача S) вдоль оси детали (иногда может перемещаться деталь относительно шлифовального круга). Поперечная подача (S¢) составляет 0,02…0,06 мм за один проход. В конце шлифования обычно производится несколько проходов без поперечной подачи – до прекращения искрения.
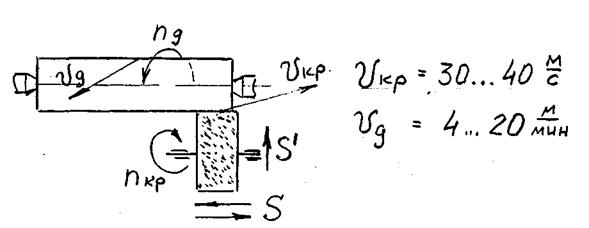
Рисунок 44. Схема круглого шлифования в центрах.
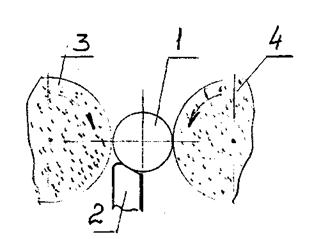
Рисунок 45. Схема круглого бесцентрового шлифования.
1 – деталь; 2 – нож; 3 – шлифовальный круг; 4 – ведущий круг
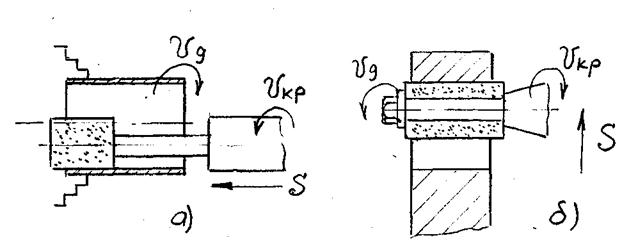
Рисунок 46. Схема внутреннего шлифования на патронных станках.
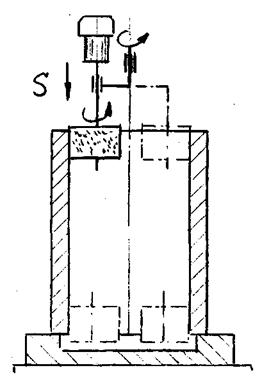
Рисунок 47. Планетарное внутренне шлифование
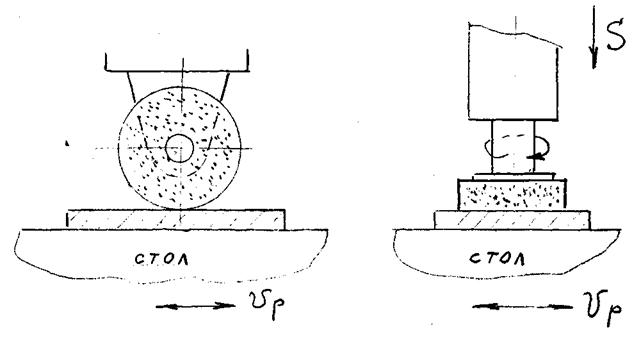
Рисунок 48. Шлифование плоское.
а – периферией круга; б – торцом круга.
При бесцентровом шлифовании деталь не имеет центра вращения. Обрабатываемая деталь находится в контакте с опорным ножом, шлифовальным и ведущим кругами. Оба круга вращаются в одном направлении с разными окружными скоростями. Скорость ведущего круга равна 25…30 м/мин, а шлифовального – 30…35 м/с, т.е. в 60-100 раз больше, чем у ведущего (см. рис. 45). Деталь вращается со скоростью примерно ведущего круга, т.к. трение ведущим кругом и деталью больше ввиду большой разницы скоростей.
Внутреннее шлифование является одним из основных способов обработки отверстий, при котором может быть достигнута точность обработки по 1-3 классу (6-7 квалитет) и шероховатости поверхности по 7-9 классу. Внутреннее шлифование применяют при обработке цилиндрических и конических сквозных и глухих отверстий в деталях (в глухих отверстиях следует предусмотреть место для выхода шлифовального круга) из незакаленной и закаленной стали, чугуна, цветных металлов. Станки для внутреннего шлифования подразделяются на патронные, планетарные и бесцентровые.
Патронные станки получили наибольшее распространение и служат для шлифования деталей средних размеров, которые удобно закреплять в патроне станка. На патронных станках внутренние поверхности (так же как и наружные) могут обрабатываться с продольной (рис. 46а) или поперечной (рис 46б) подачей.
Планетарные станки применяются для обработки отверстий в крупногабаритных деталях и могут быть вертикальными и горизонтальными (см. рис. 47).
Бесцентровые шлифовальные станки используются для обработки цилиндрических и конических отверстий после шлифования наружных поверхностей деталей, при этом обеспечивается высокая концентричность наружной и внутренней поверхностей.,
Плоское шлифование является наиболее распространенным способом обработки плоскостей и фасонных линейных поверхностей, к которым предъявляются высокие требования по точности и шероховатости поверхности. Плоское шлифование производится периферией и торцом круга (см. рис. 48а и б). Шлифование торцом круга более производительный процесс, так как он допускает обработку плоскостей большой ширины или одновременно у группы деталей.
В настоящее время применяются станки шлифовальные с несколькими головками, позволяющими шлифовать одновременно плоскости горизонтальные, наклонные, вертикальные, но в этом случае ширина круга должна быть равна ширине обрабатываемой поверхности. Схема таких станков аналогична схемам продольно-фрезерного или продольно-строгального станка, но головки с кругами имеют только настроечное поперечное (или угловое) перемещение.
Размеры обрабатываемых деталей на таких станках 2,6х8 м. Кроме того, существует специальные шлифовальные станки для шлифовки зубчатых колес, шлицевых поверхностей, червяков и для заточки и правки режущего инструмента.
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 734; Нарушение авторских прав?; Мы поможем в написании вашей работы!