КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Специальные методы литья
|
|
|
|
ЛИТЬЕ В МЕТАЛЛИЧЕСКИЕ ФОРМЫ (КОКИЛЬНОЕ)
Кокильное литье применяется для изготовления отливок из стали, чугуна и цветных металлов. В отличие от земляных форм металлические формы выдерживают большое количество отливок. Процесс литья механизируется и автоматизируется. Отливки имеют большую точность размеров и лучшую частоту поверхности и требуют меньшего припуска на механическую обработку.
Не требует земляного хозяйства.
Стержни также изготавливаются металлические. Повышается культура производства. Литье в металлические формы имеет и свои недостатки, к ним относятся: большая стоимость изготовления формы, повышенная теплопроводность формы, что может привести к пониженной заполняемости форм металлом вследствие быстрой потери жидкотекучести, частое получение поверхностного отбела у чугунных отливок.
ЛИТЬЕ ПОД ДАВЛЕНИЕМ. Рис. 66.
Литьем под давлением называют способ получения фасонных отливок в металлических формах при котором форму заполняют металлом под принудительным давлением. Этим высокопроизводительным способом получают отливки из алюминиевых, магниевых и цинковых сплавов, реже из медных сплавов; осваивается литье стали и чугуна.
При литье под давлением сплав поршнем машины запрессовывается в разъемную стальную форму, называемую пресс-формой. Детали выходят точными (11-й и 13-й квалитеты) и чистыми; массой от нескольких граммов до десятков килограммов.
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ. Рис. 67
При центробежной отливке заливают в форму, вращающуюся вокруг вертикальной и горизонтальной оси. В результате этого жидкий металл оттесняется центробежной силой к стенкам формы. При этом структура металла получается уплотненной, т.к. газы и неметаллические включения вытесняются к поверхности, находящейся ближе к центру вращения. И все-таки включения могут оставаться в основном металле. Поэтому этим способом получают неответственные детали. Например, дренажные трубы, кольца. Способ имеет недостатки и преимущества литья в металлические формы.
ЛИТЬЕ ПО ВЫПОЛНЯЕМЫМ МОДЕЛЯМ. Рис. 68.
Этот способ литья основан на применении модели из легковыплавляемого материала (парафина, стеарина), изготовленной с очень большой тонкостью. Литье применяют для получения мелких деталей до 15 кг из стали и др. труднообрабатываемых сплавов с температурой плавления до 1600°, а также из медных сплавов. При этом достигается большая точность размеров (11-й и 13-й квалитет) и высокая чистота поверхности, благодаря чему отпадает необходимость механической обработки.
Технология литья состоит в следующем:
1. Изготовление металлической модели – эталона отливаемого изделия;
2. Изготовление пресс-формы из легкоплавкого металла по модели-эталона;
3. Изготовление выплавляемых моделей путем заполнения пресс-форм стеарином с парафином;
4. Изготовление модели литниковой системы из того же сплава;
5. Сборка моделей и литниковой системы и покрытие их вместе огнеупорным составом (порошкообразный кварц с добавкой раствора этилсиликата или жидкого стекла в качестве связующего);
6. Просушка (+1000°С) и прокаливание форм (+850°С), когда при просушке парафин плавится и вытекает, а при прокаливании выгорают остатки парафина, форма становится прочной и газопроницаемой.
7. Заливка металла в форму. Для большей прочности формы ее помещают в ящик с песком.
8. Разрушение форм, удаление литниковой системы.
Сложность технологии и относительно высокая стоимость литья по выполняемым моделям во многих случаях вполне окупаются уменьшением отходов металла и затрат на обработку. По выполняемым моделям отливают лопатки газовых турбин, гребные винты, режущий инструмент, мелкие детали авиационной техники.
ЛИТЬЕ В ОБОЛОЧКОВЫЕ ФОРМЫ
Литье в оболочковые формы применяют в условиях массового и серийного производства небольших, преимущественно тонкостанных отливок, оно является разновидностью литья в разовые песчаные формы.
При этом способе модель покрывают формовочной смесью (кварцевый песок, термореактивная смола) толщиной 7-10 мм и прокаливают. Получается корковая форма, в которую заливают металл и после его охлаждения корку разрушают.
НЕПРЕРЫВНОЕ ЛИТЬЕ
Сущность этого прогрессивного способа заключается в том что жидкий металл из печи или ковша поступает в кристаллизатор, представляющий собой охлаждаемую водой открытую металлическую форму. Перед началом работы в кристаллизатор вводится снизу затравка, верхняя часть которого образует дно в нижней части кристаллизатора, а нижний конец зажат валиками. Внутреннюю полость отливки образует металлический стержень охлаждаемый водой.
По мере затвердевания металла, заливаемого в кристаллизатор, затравка опускается, вытягивая за собой отливку из кристаллизатора, в который продолжают заливать металл.
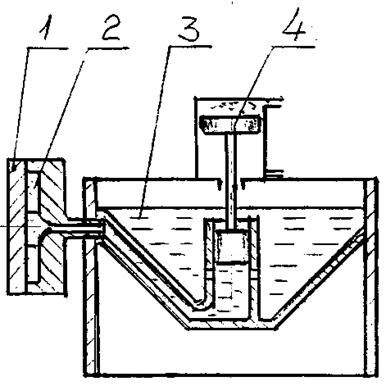
Рисунок 66. Литье под давлением.
1 – металлическая форма; 2 – полость, заполняемая металлом;
3 – жидкий металл; 4 – нагнетающий поршень
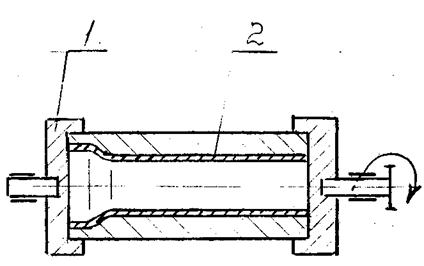
Рисунок 67. Литье центробежное
1 – деталь; 2 – форма
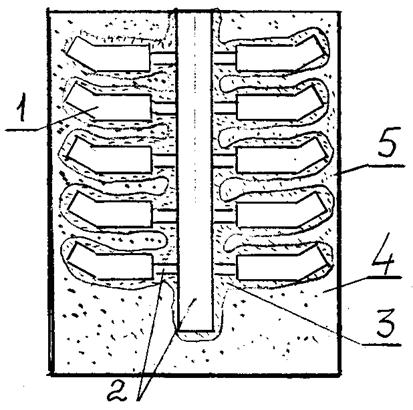
Рисунок 68. Литье по выплавляемым моделям.
1 – заливаемая форма, соответствующая форме детали
2 – литниковая система
3 – керамическая корка
4 – песок
5 - ящик
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 466; Нарушение авторских прав?; Мы поможем в написании вашей работы!