КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лабораторная работа № 5. Исследование влияния ферромагнитных масс и шунтирования тока на качество контактной сварки
|
|
|
|
ЦЕЛЬ РАБОТЫ: Изучить влияние на качество контактной сварки и выяснить зависимость прочности сварной точки от количества ферромагнитной массы, введенной в контур машины, и шунтирования сварочного тока.
5.1 Общие сведения
5.1.1. Влияние ферромагнитных масс
Часто технологи подбирают оптимальный режим сварки на. образцах малых размеров, забывая о том, что реальное изделие представляет собой крупногабаритную конструкцию, введение которой в сварочный контур машины может внести заметные изменения в его электрические параметры, и, следовательно, в режим сварки.
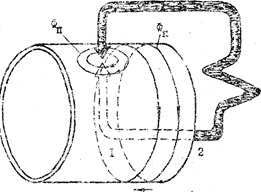
При точечной (рельефной) и шовной сварке стальных листовых конструкций в плоскости деталей перпендикулярно оси электродов концентрируются магнитные потоки Фп (рис. 5.1,а). При шовной сварке цилиндрических деталей кроме плоского поля, создаваемого сварочным током Iсв, в цилиндре будет замыкаться и кольцевое поле Фк, создаваемое током Iсв во вторичном контуре при прохождении его через нижнюю консоль. Эти потоки создают дополнительную индуктивность, которая играет отрицательную роль в процессе сварки, уменьшая сварочный ток. Индуктивное сопротивление, создаваемое магнитными потоками Фп и Фк, будет различным в зависимости от того сварена или нет часть конструкции, находящаяся в пространстве вторичного контура. Если сварена, то в ней замыкается поток гораздо больший, чем когда она собрана на прихватках.
В связи с этим, для уменьшения влияния магнитных потоков, и особенно Фк, на силу сварочного тока необходимо вести сварку, не вводя деталь в сварочный контур, а наоборот, выводя ее из контура, как показано стрелкой на рнс. 5.1,б. В первую очередь это касается сварки ферромагнитных материалов с высокой магнитной проницаемостью.
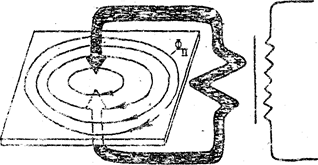
а) б)
Рис. 5.1. Магнитные потоки в свариваемых стальных деталях: а - плоское магнитное поле; б - плоское и кольцевое магнитные поля
Необходимо также помнить, что переменный магнитный поток, пронизывающий детали, вызывает образование в них вихревых токов Фуко. Токи Фуко нагревают детали.
Потери на вихревые токи проявляются в виде изменения активного сопротивления вторичного контура машины и установленного значения сварочного тока.
Таким образом, наличие ферромагнитных масс во вторичном контуре машины может существенно повысить общее сопротивление контура, уменьшить сварочный ток и, как следствие, размеры и прочность соединения.
5.1.2. Влияние шунтирования тока
Для технолога представляет интерес не только распределение тока в зоне свариваемого контакта, но и вне его. Особенно в случаях стыковой сварки кольцевых деталей, многоточечной двухсторонней и односторонней сварки и др. Для примера на рис. 5.2 и 5.3 показаны картины распределения токов при стыковой сварке колец и многоточечной сварке листов.
При рассмотрении схемы стыковой сварки замкнутого кольца (рис. 5.2) видно, что вторичный ток I2, подводимый от сварочного трансформатора к губкам А и Б зажатия свариваемых концов, разветвляется на две составляющие: сварочный ток Iсв и ток шунтирования Iш, ответвляющийся во внешнюю часть кольца. Это приводит к уменьшению тепловыделения в зоне сварки, которое уменьшается тем больше, чем больше поперечное сечение детали и удельное сопротивление материала.
Для снижения тока шунтирования при стыковой сварке пользуются двумя способами. При первом способе для кольцевых деталей малого сечения (до 30-40 мм2) производится сварка одновременно двух стыков, т.е. двух полуколец. При втором способе, для кольцевых деталей большого диаметра (колеса, бандажи и др.) ток шунтирования снижают до минимума путем надевания на внешнюю часть кольца разъемного железного сердечника. В этом случае последний является ферромагнитной массой, которая существенно повышает индуктивное сопротивление ветви шунтирования.
Особенно эффективен данный прием при сварке кольцевых деталей из высокоэлектропроводного или немагнитного материала (медь, алюминий, их сплавы и др.). Дело в том, что при прохождении переменного тока шунтирования через кольцевую деталь вокруг неё создаётся магнитный поток: в воздухе - внешний Фвш, а в самом металле - внутренний Фвн (рис. 5.2). В зависимости от магнитных свойств металла количество магнитных линий внутри его будет различным и, как следствие, больше или меньше будет индуктивное сопротивление ветви шунтирования и ток через неё. В частности, при сварке ферромагнитных материалов это сопротивление может быть настолько значительным, что необходимость в дополнительных приемах снижения тока шунтирования отпадает.
Намного труднее, а часто и вообще невозможно уменьшить ток шунтирования при точечной сварке: например, при одностороннем подводе тока или когда регламентированное технологией (исходя из требований к конструкции) расстояние (шаг) между точками меньше допустимого.
Наличие расположенных близко к зоне соединения электрических контактов по кромкам деталей или в сваренной точке приводит к току что часть вторичного тока I2 шунтируется (Iш) через эти контакты (рис. 5.3). При этом характерным для точечной сварки является то, что при наличии шунтирования или без него величина вторичного тока I2 = Iсв + Iш остается почти неизменной, а величину сварочного тока Iсв нельзя измерить. Уменьшение сварочного тока Iсв отрицательно сказывается на прочности точки.
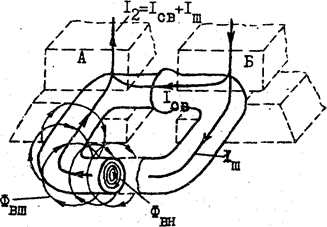
Рис. 5.2. Распределение вторичного тока I2 на сваривающий Iсв
и ток шунтирования Iш при сварке кольцевых изделий
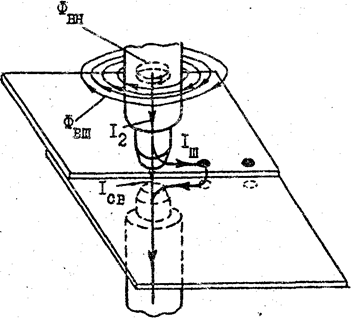
Рис. 5.3. Распределение токов при многоточечном соединении
Степень шунтирования тока через кромки деталей, ранее сваренную точку или верхнюю деталь при односторонней сварке зависит от тепло- и электропроводности металла, его толщины, шага между точками и расстояния до края деталей, а также от порядка постановки точек и количества деталей в пакете. Поэтому для различных металлов и толщин рекомендуется минимально допустимый шаг, при котором ток шунтирования незначительно снижает прочность соединения. В тех случаях, когда по конструктивным пли другим соображениям принимается шаг точек меньше минимально допустимого, необходимо установить в выбранном режиме сварки ток на 10-30% больше, чем при сварке тех же деталей, но одиночной точкой.
5.2. Оборудование и материалы
5.2.1. Контактная машина МТ-1220.
5.2.1. Амперметр сварочного тока типа АСУ-1М.
5.2.3. Разрывная машина типа РГ-250М.
5.2.4. Штангенциркуль.
5.2.5. Набор слесарного инструмента.
5.2.6. Кольца из ферромагнитного материала.
5.2.7. Образцы для сварки размером 100´30´(0,5¸1,0) из различных материалов (по указанию преподавателя).
5.2.8. Наждачная бумага.
5.3. Порядок выполнения работы
5.3.I. Исследование влияния ферромагнитных масс
5.3.1.1. Подготовить восемь пар образцов из низкоуглеродистой стали и промаркировать их (снять заусенцы и зачистить поверхности).
5.3.1.2. По справочным материалам подобрать режим для сварки данных заготовок.
5.3.1.3. Подготовить к работе контактную машину. Проверить работу в режиме холостого хода. Установить на машине подобранный режим.
5.3.1.4. Подготовить к работе прибор АСУ-1М.
5.3.1.5. Провести пробную сварку на технологическом образце и при необходимости скорректировать параметры режима до получения номинального диаметра ядра. Замеры диаметра ядра проводить после разрушения соединения при испытаниях на отрыв в разрывной машине (либо вручную в тисках).
5.3.1.6. На подобранном режиме сварить опытные образцы (по два на каждом режиме) без колец и последовательно одевая на нижнюю консоль машины ферромагнитные кольца. На каждом образце ставить одну точку, измеряя при этом сварочный ток.
5.3.1.7. Испытать на отрыв все соединения и провести измерения диаметра сварных точек. Результаты опытов занести в табл. 5.1.
5.3.2. Исследование влияния шунтирования
5.3.2.1. Подготовить образцы из различных материалов (по указанию преподавателя по четыре пары для каждого материала) и промаркировать их.
Таблица 5.1
| № опыта | Количество ферромагнитной массы | Параметры настройки | Режим сварки | Результаты испытаний и измерений | ||||
| Ступень | Нагрев | Ток, кА | Время пер. | Усилие даН | Усилие даН | Диаметр мм | ||
5.3.2.2. По справочным материалам найти рекомендуемые для исследуемых материалов параметры режима сварки н произвести настройку контактной машины.
5.3.2.3. Провести пробные сварки на технологических образцах для каждого материала и при необходимости скорректировать параметры до получения номинального диаметра ядра.
5.3.2.4. На подобранных для каждого материала режимах сварить опытные образцы (по два в каждом опыте), сначала в одной точке, а затем в трех, предварительно разметив места постановки точек. Для одноточечного соединения точка ставится в пересечении осей симметрии пластин. В трехточечных образцах точки ставятся также симметрично относительно кромок в следующей последовательности: сначала две на расстоянии друг от друга 15 мм и на одинаковом расстоянии, от краев пластин, затем третья точка ставится в центре между предыдущими точками. Во всех опытах необходимо измерять действующее значение сварочного тока.
5.3.2.5. Испытать на отрыв и замерить диаметр ядра всех одноточечных соединений.
5.3.2.6. В трехточечных соединениях высверлить две крайние точки и испытать на отрыв (с последующим измерением диаметра) центральной точки.
5.3.2.7. Все исходные данные и результаты опытов занести в табл. 5.2.
5.4. Содержание отчета
· Цель в задачи работы;
· эскизы одно- и трехточечного соединений;
· схема испытания образцов на отрыв;
· результаты опытов (табл. 5.1 и табл. 5.2);
· график зависимости сварочного тока и прочности сварной точки от количества ферромагнитных масс;
· диаграммы влияния шунтирования сварочного тока на прочность сварной точки для каждого материала;
· выводы по работе.
Таблица 5.2
| № опыта | Условия сварки | Мате-риал, толщина | Параметры настройки | Режим сварки | Результаты испытаний и измерений | |||
| Ступень | Нагрев | Ток кА | Время пер. | Усилие даН | Усилие даН | Диаметр мм | ||
5.5. Контрольные вопросы
1. В чем сущность влияния ферромагнитной массы, внесенной в контур сварочной цепи, на прочность сварного соединения?
2. В чем заключается сущность шунтирования при контактной сварке?
3. Как влияют шунтирование и ферромагнитные массы на прочность сварной точки?
|
|
|
|
|
Дата добавления: 2014-10-23; Просмотров: 1272; Нарушение авторских прав?; Мы поможем в написании вашей работы!