КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Таблетирование (прессование)
|
|
|
|
Формы.
Определение и характеристика таблеток как лекарственной
Таблетки, драже, гранулы».
Тема.
Студент должен
иметь представление
- характеристика таблеток, драже, гранул,
- способы, цели покрытия таблеток оболочками,
- о хранении и упаковке,
знать
- требования ГФ к таблеткам, гранулам.
Содержание темы
Характеристика таблеток, драже, гранул. Способы, цели покрытия таблеток оболочками.
Хранение. Упаковка. Требования ГФ к таблеткам, гранулам.
План
1. Определение и характеристика таблеток как лекарственной формы.
2. Таблетирование (прессование).
3. Вспомогательные вещества.
4. Требование ГФ.
5. Драже. Дражированные покрытия.
6. Гранулы.
Таблетки (Tabulettae) — твердая дозированная лекарственная форма, получаемая прессованием порошков и гранул, содержащих одно или более лекарственных веществ с добавлением или без вспомогательных веществ.
Популярность и распространение таблеток объясняются следующими преимуществами перед другими лекарственными формами.
Преимущества биофармацевтического характера: возможность регулирования всасывания лекарственных веществ из таблеток по месту локализации и во времени; возможность сочетать несовместимые по физико-химическим свойствам и фармакологическому действию лекарственные вещества, точность дозировки; достаточная комфортность приема.
Технолого-экономические и эксплуатационные преимущества: производительность и экономичность по сравнению с другими лекарственными формами; возможность полной механизации и автоматизации; массовость и гигиеничность производства; компактность, портативность, устойчивость к воздействию неблагоприятных факторов, удобство транспортировки, хранения, отпуска, продолжительный срок годности.
Таблетки, получаемые методом прессования, имеют разнообразные форму, размеры и массу. Наиболее распространенной формой таблеток является цилиндрическая с двояковыпуклой торцовой поверхностью. Такая геометрическая форма обеспечивает возможность получения более прочных таблеток при минимальных массе и размере, а также облегчает ее проглатывание. Кроме этого, таблетки круглой формы плоскоцилиндрические и двояковыпуклые наиболее соответствуют и техническим требованиям фармацевтической промышленности (доступное обслуживание парка таблеточных, фасовочных и упаковочных машин).
Нормативной документацией предусмотрен выпуск таблеток диаметром от 3 до 25 мм, при этом более распространенным является диаметр таблетки от 7 до 14 мм. Высота таблеток обычно составляет 30—40% их диаметра.
Все известные в настоящее время таблетированные лекарственные препараты в зависимости от их назначения и способа применения подразделяют на следующие группы:
• пероралъные — применяются внутрь, запиваются водой. Лекарственные вещества всасываются слизистой оболочкой желудка или кишечника. Иногда, согласно инструкции по применению, таблетки предварительно растворяют в воде или разжевывают во рту. Пероральные таблетки являются основной группой;
• сублингвалъные — обеспечивают высвобождение и всасывание лекарственных веществ слизистой оболочкой рта;
• вагинальные — вводятся per vagina, предназначены для профилактического и лечебного действия; имеют в основном кольцевую, овальную форму, как правило без острых углов;
• имплатационные — с нерастворимыми в воде лекарственными веществами (в основном гормонами) — предназначены для подкожного введения с помощью специального имплантатора;
• таблетки, используемые для изготовления жидких лекарственных форм ex tempore — в основном, для полосканий, спринцеваний и дезинфекции.
Таблетирование основано на использовании свойств порошков (гранул) уплотняться под давлением с образованием связнодисперсной системы. Характер соединения частиц в таблетке основывается на взаимодействии молекулярных, капиллярных и электрических сил между контактирующими поверхностями, а также на их механическом сцеплении. Изготовление таблеток из подготовленного материала осуществляется на таблеточных машинах и состоит из следующих операций: дозирование; прессование (образование таблетки); выталкивание; сбрасывание таблетки. Все операции осуществляются автоматически одна за другой при помощи соответствующих исполнительных механизмов таблеточной машины. Основными частями таблеточной машины являются пресс-инструмент, питатель (загрузочное устройство), столешница и привод. Пресс-инструмент представляет собой комплект, состоящий из двух пуансонов и матрицы.
Матрица — стальной диск определенной высоты с цилиндрическим отверстием диаметром от 3 до 25 мм. Сечение отверстия соответствует диаметру изготавливаемых таблеток. Матрицы вставляются в отверстия столешницы — рабочей поверхности таблеточной машины.
Пуансоны — это стержни из хромированной стали, диаметр их чуть меньше диаметра матричного канала, чтобы они могли в них перемещаться. Они входят в отверстия матрицы сверху и снизу и обеспечивают прессование таблетированной массы под действием давления. Нижний пуансон входит в отверстие матрицы на определенную высоту, фиксируя определенное пространство, в которое насыпается таблетированная масса. После этого под заданным давлением в матричное отверстие опускается верхний пуансон и спрессовывает массу. Затем верхний пуансон поднимается, а вслед за ним поднимается и нижний, выталкивая готовую таблетку. Процесс наполнения матрицы таблетируемой массой происходит с помощью загрузочной воронки.
Таблетирование лекарственных веществ производится на кривошипных (КТМ) и роторных (РТМ) таблеточных машинах.
КТМ оснащены одним комплектом пресс-инструмента и являются однопозиционными машинами, в которых таблетки транспортного движения не совершают. Процесс таблетирования на КТМ следующий (рис. 1).
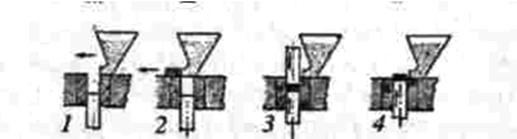 |
Рис. 1. (А). Схема процесса таблетирования на КТМ:
I — исходное положение перед таблетированием; 2 — операция
загрузки матрицы; 3 — операция прессования; 4 — операция
выталкивания таблетки; 5 — операция сбрасывания таблетки
(совмещается с загрузкой матрицы)
Операция загрузки. Загрузочная воронка, передвигаясь по столешнице, занимает положение над матричным отверстием, при этом происходит опускание нижнего пуансона и наполнение канала матрицы таблетируемой массой. Объем матричного канала регулируется положением нижнего пуансона с целью получения таблетки заданной массы.
Операция прессования. Загрузочная воронка возвращается в исходное положение, открывая отверстие матрицы. Верхний пуансон опускается под давлением в матричное отверстие, уплотняя массу до получения прочной таблетки.
Операция выталкивания. Верхний пуансон поднимается вверх, нижний следует за ним и останавливается рабочей поверхностью на уровне столешницы, вытолкнув таблетку.
Операция сброса. Загрузочная воронка, двигаясь к матричной зоне, передней кромкой сдвигает таблетку на край столешницы, откуда она попадает в лоток для сброса. Далее загрузочная воронка занимает положение над матричным отверстием для следующей загрузки, после чего цикл повторяется.
КТМ имеют производительность до 5 тыс. таблеток в час и осуществляют одностороннее прессование, поэтому они используются для предварительных исследований или изготовления небольших партий таблеток.
РТМ — многопозиционные машины, на которых, в зависимости от модели (РТМ-12; РТМ-41), установлены от 12 до 75 комплектов пресс-инструментов, тем самым обеспечивающих производительность до 500000 таблеток в час. Принцип работы РТМ-12 показан на рис. 66 (Б).
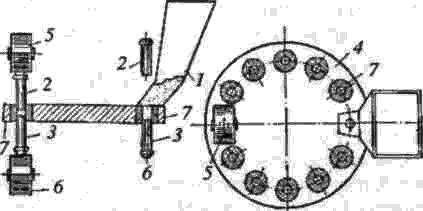 |
Рис. 66 (Б). Схема процесса таблетирования на РТМ-12
Рабочий цикл одного из двенадцати комплектов пресс-инструмента следующий:
1. Нижний пуансон (3) опустился в заданное положение; столешница (4) с матрицей проходят под неподвижным загрузочным устройством (1) — осуществляется загрузка матричного канала (7).
2. Начинается опускание движущегося параллельно верхнего пуансона (2), он попадает под прессующий валик (5), одновременно на нижний пуансон оказывает давление валик (6) — операция прессования.
3. Верхний пуансон поднимается, нижний, несколько приподнимаясь, выталкивает из матрицы таблетку, которая, сталкиваясь с наружной стенкой питательной рамки, отправляется в лоток для сбора — операция выталкивания.
Такое движение последовательно совершают все комплекты пресс-инструмента.
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 1524; Нарушение авторских прав?; Мы поможем в написании вашей работы!