КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Техника безопасности сварочных работ
|
|
|
|
Напряжение, при котором выполняют сварку, может быть опасным для человека. Чтобы избежать поражения электрическим током при сварочных работах, необходимо соблюдать следующие правила техники безопасности.
Корпуса сварочных машин, аппаратов и рубильников надо надежно заземлять.
Сварочный кабель, электрододержатель и ручку рубильника изолировать.
Не работать в дождливую погоду в открытых местах, а также в сырой одежде и обуви.
Для защиты глаз и лица от световых и тепловых лучей сварочной дуги закрывать лицо специальным щитком или шлемом с темными стеклами, уменьшающими вредное воздействие тепловых и световых лучей; светофильтры выбирают по таблицам.
Для предохранения темного стекла в щитке от брызг металла и случайных ударов с наружной стороны необходимо вставлять обычное бесцветное стекло и менять его по мере потери прозрачности.
Длина проводов между питающей сетью и передвижным сварочным агрегатом для ручной дуговой сварки не должна превышать 15 м.
Во избежание механических повреждений провода рекомендуется помещать в резиновый шланг.
Внутри замкнутых резервуаров и других листовых металлоконструкций работы по электросварке можно выполнять только в диэлектрических галошах и на резиновом коврике или на подстилке из изолирующих материалов.
Баллоны с кислородом и ацетиленом должны быть обеспечены предохранительными поддонами и колпаками, предохраняющими вентиль от возможных ударов. Баллоны полагается хранить только в вертикальном положении в гнездах специальных стоек. Порожние баллоны должны находиться в отдельном помещении.
Особая осторожность требуется при эксплуатации переносных ацетиленовых аппаратов.
Запрещается: – устанавливать их в проходах, подъездах, на лестничных площадках, в подвалах, а также в местах сосредоточения людей;
вести работы от одного генератора несколькими горелками или резаками; – эксплуатировать газообразование сверх установленной паспортной производительности и отключать автоматические регуляторы.
При газовой сварке надо следить за тем, чтобы масло не попало в воду газогенератора, на вентиль головки баллонов, шланги или инструмент, которым пользуется газосварщик, во избежание вспышки масла и взрыва.
Все ацетиленовые аппараты должны быть оборудованы водяными затворами. Уровень жидкости в водяном затворе необходимо проверять не реже двух раз в смену и обязательно перед началом работы, а также после каждого обратного удара.
Запрещается разводить открытый огонь, курить и зажигать спички на расстоянии ближе чем 10 м от газогенератора.
Баллоны с кислородом и ацетиленом необходимо защищать от воздействия солнечных лучей.и устанавливать их в стороне от электрических проводов и нагретых предметов.
Замерзшие газогенераторы, головки кислородных и ацетиленовых баллонов можно отогревать только горячей водой, не имеющей следов масла, или паром.
Запрещается применять газовые редукторы без манометров, с неисправными манометрами и манометрами, срок проверки которых истек.
На объектах строительства баллоны с газом полагается перевозить на тележках или носилках, причем баллоны должны быть хорошо закреплены.
Нельзя оставлять без надзора заряженные баллоны и ацетиленовые аппараты при перерыве или прекращении работы.
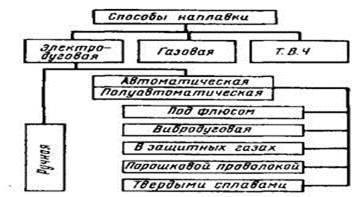
Классификация способов наплавки.
Процесс нанесения на поверхность детали слоя металла сваркой называется наплавкой. Это наиболее распространенный способ восстановления деталей. Кроме того, наплавка служит для упрочнения поверхностного слоя деталей введением в состав металла легирующих элементов.
Сущность наплавки заключается в расплавлении присадочного материала (электрода) теплом электрической дуги, газового пламени или другого источника тепла и соединении его с основным металлом детали. Для придания устойчивости процессу наплавки (стабилизация), улучшения свойств наплавляемого слоя (легирование) и защиты его от вредного воздействия воздуха наплавляют электродной проволокой в защитной среде (флюс, газовая защита) или электродами, покрытыми специальной обмазкой, или порошковой проволокой (флюс внутри проволоки).
Широкое распространение сварки и наплавки объясняется высокой эксплуатационной надежностью восстановленных деталей, простотой процесса, несложностью оборудования, высокой производительностью, низкой стоимостью восстановления, маневренностью (возможностью ремонта в полевых условиях). Наплавка позволяет также резко увеличить срок службы деталей.
Стоимость ремонта деталей электродуговой ручной сваркой составляет 60—70% стоимости новой детали, а при применении автоматических и полуавтоматических способов эта стоимость снижается примерно в 2—8 раз.
Наплавка позволяет быстро и с небольшими затратами получать на рабочих поверхностях деталей слой любой толщины с различными механическими свойствами. При ремонте деталей машин сваркой и наплавкой устраняют следующие основные дефекты: износ поверхностей, трещины, пробоины и разрывы, отколы. Для этого применяют различные виды сварки и наплавки — электродуговую ручную, автоматическую и полуавтоматическую наплавку, наплавку токами высокой частоты, газовую сварку и наплавку. Выбор их зависит от ряда факторов, в том числе от величины износа и условий работы детали.
Важное значение для качества сварки и наплавки имеет подготовка деталей к восстановлению. Перед сваркой и наплавкой поверхности должны быть тщательно очищены от грязи, жира и ржавчины во избежание образования пор в наплавленном металле. Способы очистки деталей указаны в главе 16. При заварке трещин необходимо определить их границы. Для этого предполагаемое место трещины очищают от смазки, грязи, ржавчины и смачивают керосином. Керосин просачивается через трещину и через 0,5 ч с обратной стороны детали обозначает границы трещины.
В полостных деталях (блоках цилиндров, головках блоков и т. п.) применяют.гидравлическое или пневматическое опрессование. В этом случае деталь устанавливают на приспособление, заглушают отверстия и во внутреннюю полость под давлением подают воду или воздух. Трещины обнаруживают путем смачивания поверхности детали керосином, мыльным раствором или тонким слоем масла.
В последнее время для обнаружения трещин в деталях используют методы магнитной, ультразвуковой и люминесцентной дефектоскопии. Подготовка трещин под заварку состоит из высверливания отверстий диаметром 4—5 мм по концам трещины, разделки трещины, зачистки разделенной поверхности и прилегающей зоны не менее чем на 10 мм с каждой стороны трещины, разделки трещины, зачистки разделанной поверхности и прилегающей зоны не менее чем на 10 мм с каждой стороны пламенем. Образующаяся при этом канавка по своим размерам и форме должна обеспечивать возможность заварки электродом.
Классификация способов наплавки.
 Подготовка к наплавке сорванных (изношенных) резьбовых отверстий заключается в полном удалении остатков резьбы механической обработкой. Перед заваркой пробоин и разрывов их рваные края выравнивают. Затем вырезают из листовой стали накладку, перекрывают пробоину или разрыв. Края накладки и пробоины зачищают на расстоянии до 15 мм от их кромок, которые должны быть скошены под углом 45°. Накладка должна быть выпуклой, так как после приварки она примет необходимую правильную форму и в результате усадки металла в соединении не будут образовываться трещины.
Подготовка к наплавке сорванных (изношенных) резьбовых отверстий заключается в полном удалении остатков резьбы механической обработкой. Перед заваркой пробоин и разрывов их рваные края выравнивают. Затем вырезают из листовой стали накладку, перекрывают пробоину или разрыв. Края накладки и пробоины зачищают на расстоянии до 15 мм от их кромок, которые должны быть скошены под углом 45°. Накладка должна быть выпуклой, так как после приварки она примет необходимую правильную форму и в результате усадки металла в соединении не будут образовываться трещины.
Качество выполнения сварочно-наплавочных работ в большой степени зависит от подготовки материалов. Присадочным материалом могут быть электроды, электродная проволока, электродная наплавочная лента. Перед использованием необходимо проверить их маркировку, а для электродов и упаковку.
Электроды следует хранить в сухих, отапливаемых помещениях при температуре ≥ 15° С. Перед применением электроды необходимо просушить (прокалить) при режимах, указанных в маркировке.
Перед использованием электродной проволоки и ленты надо их очистить, смыть с них бензином смазку, перемотать их на кассеты для заправки в наплавочные аппараты. Флюс перед наплавкой просушивают (температура 100—110° С).
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 1580; Нарушение авторских прав?; Мы поможем в написании вашей работы!