КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Подготовка поверхности под наплавку
Перед наплавкой поверхность тщательно очищают от масла, краски, окалины и других загрязнений. Поверхностные дефекты, в том числе и ранее наклепанный слой, удаляют механическим путем или резаком для поверхностной кислородной резки. С целью снижения сварочных напряжений необходимо добиваться равномерной толщины наплавленного слоя. Поверхность, имеющую неравномерную выработку с большими колебаниями по высоте, выравнивают механическим путем на металлорежущем оборудовании.
При подготовке под наплавку поверхностей с локальными износами следует избегать плавных переходов наплавляемого металла к основному
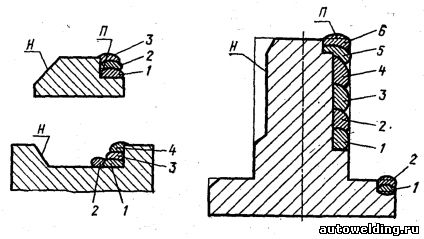
Правильная (П) и неправильная (Н) подготовка поверхностей под наплавку;
1...6 — последовательность наложения валиков
Наплавку плоских и фасонных поверхностей выполняют отдельными валиками или челночным способом. При наплавке отдельными валиками каждый из них накладывают на всю длину на расстоянии друг от друга, равном 1/3 ширины валика. После очистки наложенных валиков от шлака заполняют промежутки между ними. Применяют и другие способы наплавки валиками, — с перекрытием 1/3 ширины валика после очистки предыдущего валика от шлака.
Челночный способ используют для наплавки поверхностей шириной 40...80 мм. Особенность способа заключается в том, что шлак на предыдущем валике не успевает затвердеть, а следовательно, отпадает необходимость в удалении шлака с предыдущего валика.
Наплавку тел вращения выполняют одним из трех способов — по образующим, по окружностям и по винтовой линии.
Наплавку по образующим ведут отдельными валиками так же, как и плоских поверхностей в нижнем положении, периодически поворачивая наплавляемое изделие.
Наплавку по окружностям выполняют тоже отдельными валиками. Последующий валик накладывают после очистки от шлака предыдущего с перекрытием ≈1/3 ширины валика.
Наплавку по винтовой линии осуществляют непрерывно, а очистка предыдущего валика от шлака может производиться подпружиненными резцами.
|
|
Дата добавления: 2014-11-25; Просмотров: 2492; Нарушение авторских прав?; Мы поможем в написании вашей работы!