КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Характерные ошибки при ремонте шин
|
|
|
|
1. Зачистка ремонтной поверхности зачастую производится абразивными камнями, оплавляющими верхний слой резины, который в дальнейшем теряет свои свойства и ведет себя как пластилин – чем больше нагревается покрышка, тем он становиться мягче. Признаком таких необратимых изменений является появление дыма из-под фрезы. В этой ситуации необходимо заменить абразивную фрезу на карбидную или уменьшить прижим и скорость зачистки. При обработке резины наждачными шарошками обороты не должны превышать 2500 об/мин. При использовании металлической фрезы обороты могут достигать 22000 об/мин.
2. При длительной работе пневмоинструментом, нужно исключить попадание конденсата и масла на зачищенную поверхность, для этого необходимо отвести воздух за пределы рабочей зоны. Тогда резиновая пыль не будет раздуваться по покрышке, и ремонтная поверхность останется чистой.
3. При зачистке ремонтной зоны узкими фрезами под пластырем остается воздух, а при промазывании клеем остается толстый слой. При использовании сферических фрез поверхность зачищается более равномерно, но требуется более мощная шлифмашинка с пониженными оборотами.
4. При ремонте шин, в которые ранее была залита жидкость для устранения мелких утечек, зачастую требуется полное удаление с ремонтной поверхности разбухшего гермослоя, т.к. пластырь к такой поверхности не приклеивается.
5. Плохое обезжиривание ремонтной зоны или использование непригодных для этой цели составов, содержащих присадки, ухудшающие свойства клея. Обезжиривать ремонтную поверхность следует специальным буферным очистителем. Использование автомобильного бензина нежелательно из-за наличия присадок в его составе.
6. Проблемы с клеем (самая распространенная причина брака):
6.1. Клей густой. Загустение клея происходит при испарении растворителя, в котором растворены все компоненты. При нанесении на ремонтную поверхность высокоактивный растворитель отвечает за разрыхление верхнего слоя резины, облегчая остальным компонентам проникновение внутрь покрышки и создание хорошо совместимого с пластырем слоя.
При использовании загустевшего клея его компоненты проникают в покрышку на меньшую глубину и сцепление пластыря с поверхностью ухудшается.
Хранить быстросохнущий клей лучше в холодильнике и доливать в расходную банку по мере надобности. Расходная банка должна быть широкой и низкой, с узким горлышком.
6.2. Клей пересушен. Ситуация, когда после промазки ремонтной поверхности об этом забывают и вспоминают, когда клей уже пересох. В таком случае не происходит плотного соединения пластыря с клеем и под ним остается воздух. Химическая вулканизация протекает вяло и не по всей площади пластыря. Если ремонт выполняется 2-х этапным холодным методом, то ремонтную поверхность необходимо повторно промазать клеем. При 1- этапном методе этого можно не делать, т.к. при дальнейшем нагреве под давлением даже пересушенный клей не повлияет на качество ремонта.
6.3. Клей недосушен. В этом случае возможно сползание пластыря по клеевому слою и образование под пластырем газовых пузырей при высыхании клея. Причинами не равномерного высыхания клея являются: высокая влажность и низкая температура окружающего воздуха, холодная покрышка и жесткая кисточка. Для устранения этих причин необходимо в холодное время года место ремонта и пластырь предварительно прогревать до 40-60 градусов, а для равномерного нанесения клея лучше использовать мягкие и экономичные кисти.
6.4. Старый клей. При несоблюдении условий хранения клея и в случаях попадания в него посторенних веществ происходит ухудшение первоначальных свойств. Такой проблемный клей для установки пластырей на «холодную» непригоден, и его можно использовать только при одноэтапном ремонте, когда под действием температуры и давления химическая активность клея резко повышается.
6.5. Применение клеев разных производителей. Довольно часто шиноремонтники используют клеи различных производителей, отмечая при этом никакой разницы. И, если при работе с камерными заплатами разница в клее не столь ощутима, то при более сложном и ответственном ремонте пластырями, это несоответствие может явиться причиной брака.
6.6. В случае касания руками адгезивного слоя пластыря и использования пластырей со следами старения на них возникает разделительная пленка, ухудшающая клейкость. Для ускорения этого явления достаточно непосредственно перед установкой пластыря слегка промазать его клеем и просушить.
6.7. Использование пластырей с подвулканизированным адгезивом в результате нарушения сроков и условий хранения. По рекомендациям ведущих производителей расходников температура хранения химических ремонтных материалов должна составлять 18 градусов. При несоблюдении этого режима возможно старение и подвулканизация химического слоя. Для проверки состояния химического слоя пластыря и его клейкости нужно согнуть пластырь пополам - адгезив должен слегка залипать и «бугриться» на месте сгиба.
11. Устройство вулканизатора NV – 004
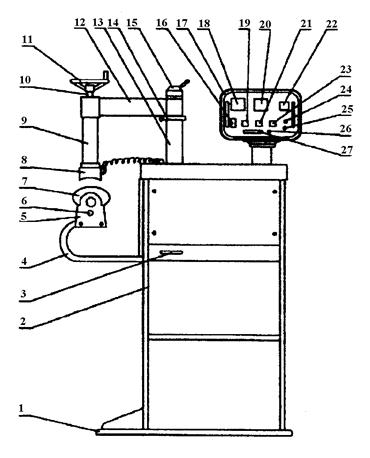
Рисунок 7.24 Устройство вулканизатора NV – 004.
1 – опорная плита; 2 – корпус установки; 3 – ручка; 4 – U-образная стойка; 5 – подложка; 6 – стопорное устройство нижней нагревательной головки; 7 – нижняя нагревательная головка; 8 – верхняя нагревательная головка; 9 – прижимной рычаг; 10 – прижимной винт; 11 – прижимной маховик; 12 – консоль; 13 – опора; 14 – кожух крепления консоли; 15 – зажимная рукоятка; 16 – выключатель; 17 – блок управления; 18 – контроль температуры на верхней головке; 19 – регулятор температуры верхней головки; 20 – контроль температуры на нижней головке; 21 – регулятор температуры нижней головки; 22 – реле времени; 23 – таймер; 24 – индикатор верхней нагревательной головки; 25 – индикатор нижней нагревательной головки; 26 – сигнализатор; 27 – индикатор завершения процесса вулканизации.
12. Техническая характеристика вулканизатора NV – 004
| Электропитание, В | |
| Мощность, Вт | |
| Мощность одной нагревательной головки, Вт | |
| Температура вулканизации, 0С | 0…300 |
| Скорость нагрева от 20 до 160 0С, мин | |
| Рабочая зона, мм | 75х95 |
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 408; Нарушение авторских прав?; Мы поможем в написании вашей работы!