КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электросварка – это ведущий вид сварочного дела в российской промышленности
|
|
|
|
Лекция № 15 Виды электросварок. Сварочные трансформаторы
Электронно-лучевая сварка
Кроме рассмотренных выше способов сварки в настоящее время находит все большее применение электронно-лучевая сварка, а также сварка с использованием плазмы.
Электронный луч способен сваривать любые тугоплавкие металлы, камни и керамику. При электроннолучевой сварке расходуется в 20 раз меньше энергии, чем при дуговой. При этом здесь не приходится разогревать большие объемы металла. Луч легко перемещать, отклоняя поток электронов магнитным полем и оставляя само изделие неподвижным. Достигается ювелирная точность сварки и отпадает надобность в громадных приспособлениях для перемещения изделий. Для сварки корпусов ракет, деталей подводных кораблей, тепловыделяющих элементов атомных станций созданы сварочные камеры диаметром более 10 м. Вес обрабатываемых в них заготовок достигает 25 т.
Одним из состояний вещества является плазма, представляющая собой газообразную смесь движущихся электронов, ионов и нейтральных атомов. Источником плазмы является плазменный генератор, или плазмотрон. Дуговой плазмотрон устроен следующим образом. Он содержит анод и катод, на которые подается высокое напряжение. В пространство разрядной камеры подается плазмообразующее вещество, чаще всего газ - воздух, азот, аргон и т.д. Под действием высокого напряжения в газе возникает разряд, и между катодом и анодом образуется плазменная дуга. Чтобы избегать перегрева стенок разрядной камеры, их охлаждают водой. В качестве анода может служить, например, металл, подвергаемый обработке с помощью плазмы. Применяются плазмотроны для резки, сварки металлов и других целей.
Электросваркой считается соединение между собой двух или более предметов с помощью электрического тока электрода.
Процесс выработки электрического тока, необходимого для сварки, происходит при помощи специального сварочного трансформатора. Именно он преобразует высокое напряжение в более низкое вторичной электрической цепи. Кроме трансформатора, сварщику в процессе сварки потребуется также посадочный материал, то есть электроды.
Основой электрода является специальный стержень металлический. С его помощью происходит процесс транспортировки электрического тока, а также прокладки сварочного шва. Еще одним весьма важным элементом электрода считается обмазка.
Обмазка выполняет несколько важных функций:
- защита сварочного шва от влияния окружающей среды;
- поддержка непрерывности и стабильности сварочной дуги;
- легирование металла;
- помощь в связке элементов покрытия и образования шлака.
Выбирая диаметр электрода для сварки, ориентироваться необходимо на толщину металла, катет и пространственное положение шва.
Степень производительности всех электросварочных работ напрямую зависит от силы тока. А сила тока, в свою очередь, пребывает в прямой зависимости от диаметра электрода. Однако нужно учесть, что в случае превышения рекомендуемой нормы тока для конкретного диаметра электрода он может быстро перегреться. А это может повлечь за собой ухудшение качественных параметров шва. Но и «недобор» тока тоже скажется не лучшим образом - сварочная дуга в данном случае будет неустойчивой и это повлечет недостаточную проварку швов. Так что здесь очень важно правильно рассчитать силу тока.
По степени механизации сварка бывает:
- ручная дуговая;
- полуавтоматическая дуговая;
- автоматическая дуговая.
По роду тока различают такие виды:
- электрическая дуга, которая питается током постоянным прямой полярности;
- электрическая дуга, которая питается током постоянным обратной полярности;
- электрическая дуга, которая питается переменным током.
По своему типу дуга бывает прямого действия (зависимая дуга) и косвенного действия (независимая дуга).
В зависимости от свойств сварочного электрода выделяют:
- сварку при помощи плавящихся электродов;
- сварку при помощи неплавящихся электродов (графитовых, угольных и вольфрамовых).
Наиболее распространенным способом современной сварки считается сварка плавящимся электродом. В данном случае возможно применение одного или нескольких электродов.
В зависимости от технологического процесса (марки свариваемого материала и типа покрытия электрода) сварочные работы выполняют либо на переменном, либо на постоянном токе. Постоянный ток имеет то преимущество, что дуга горит стабильнее, а следовательно, процесс сварки вести легче, особенно на малых токах.
Питание сварочных постов переменным током осуществляют от специальных трансформаторов, а постоянным током - от преобразователей и выпрямителей.
На рис. 12, а показана принципиальная электрическая схема поста для ручной дуговой сварки переменным током (от трансформатора типа ТС), а на рис. 12, б - общий вид такого поста. От сети 1 переменный ток напряжением 220 или 380 В через рубильник 2 и предохранители 3 подается к источнику питания - сварочному трансформатору 4, где ток трансформируется до напряжения 60-75В, необходимого для возбуждения дуги, и по сварочным проводам 5 через зажим 6 и электрододержатель 7 подводится к изделию 8.
На рис. 12, в показана принципиальная электрическая схема поста для ручной дуговой сварки постоянным током, а на рис. 12, г - общий вид поста. В этом случае ток от сети напряжением 220 или 380 В поступает к преобразователю, состоящему из асинхронного электродвигателя и сварочного генератора, соединенных между собой общим валом. Такие преобразователи вырабатывают постоянный сварочный ток напряжением 25-75 В.
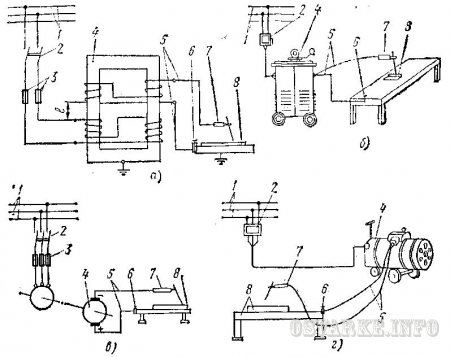
Рис. 12. Принципиальные электрические и монтажные схемы поста для ручной дуговой сварки:
а, б - переменным током (l - переменная величина расстояния между катушками), в, г - постоянным током
 Размещение источников питания сварочных постов в зависимости от характера выполняемых работ может быть централизованным (групповым) и индивидуальным. Групповое размещение сварочного оборудования в отдельных помещениях делают на расстоянии 30-40 м от сварочного поста. Источники питания устанавливают на минимальном расстоянии от рабочего места электросварщика.
Размещение источников питания сварочных постов в зависимости от характера выполняемых работ может быть централизованным (групповым) и индивидуальным. Групповое размещение сварочного оборудования в отдельных помещениях делают на расстоянии 30-40 м от сварочного поста. Источники питания устанавливают на минимальном расстоянии от рабочего места электросварщика.
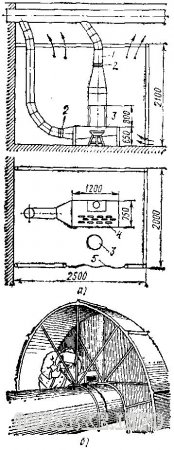
Сварочные посты могут быть стационарными и передвижными. Стационарные посты для сварки изделий небольших размеров располагают в открытых сверху сварочных кабинах (рис. 13, а). Передвижные посты применяют при сварке изделий крупных габаритных размеров: трубопроводов большой длины (рис. 13, б), металлоконструкций, сосудов и т. д. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2-1,5м из несгораемых материалов.
Рис. 13. Типы сварочных кабин:
а - стационарная, оборудованная местным отсосом:
1 - воздуховод вытяжной вентиляции, 2 - шибер, 3 - стул, 4 - стол, 5 - брезентовый занавес;
б - переносная для сварки труб в монтажных условиях
При больших объемах сварочных работ рационально использовать многопостовые сварочные выпрямители, преобразователи или трансформаторы. Величину сварочного тока при этом регулируют на каждом рабочем посту балластными реостатами (при использовании постоянного тока) и дросселями (при использовании переменного тока). Передвижные сварочные посты, как правило, применяются при монтаже и ремонтных работах. При этом часто используют переносные сварочные трансформаторы, сварочные агрегаты и выпрямители, устанавливаемые на специальные прицепы или закрытые автомобили. Такие прицепы и автомобили оборудованы специальными рубильниками, к которым подключены установки.
При работе на различной высоте электроды и необходимый инструмент сварщика находятся в брезентовых сумках, подвешиваемых к поясу сварщика, либо в специальных пеналах или ящиках. Для обеспечения удобства и безопасности работы делают подмости с перилами (инвентарные леса) или подвешивают люльки. При работе на высоте и значительном удалении от источника питания применяют дистанционные регуляторы сварочного тока. А при сварке в сосудах закрытого типа для обеспечения безопасных условий труда используют отключатели (ограничители) холостого хода.
Вопросы для самопроверки
1. Какие виды сварочных постов применяют в промышленности и строительстве?
2. Чем отличается стационарный сварочный пост от передвижного?
3. В каких случаях рационально использовать многопостовые источники питания?
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1908; Нарушение авторских прав?; Мы поможем в написании вашей работы!