КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Результат расчетов и контроля размеров Р-ПР, Р-НЕ
|
|
|
|
Размеры концевых мер длины
Заданные наружные размеры деталей, мм.
Отчет о работе.
6.1. Кратко описать назначение и применение концевых, угловых мер и калибров.
6.2. Найти метрологические характеристики концевых мер (табл. 4.4.) и занести в таблицу 4.2.
6.3. Выполнить расчет блоков концевых мер по заданному размеру и занести в таблицу 4.2.
6.4. Произвести расчеты предельных размеров вала по заданному размеру (табл. 4.1.) и заполнить таблицу 4.3.
6.5. Дать схему регулируемой скобы с указанием на ней Р-ПР и Р-НЕ размеров вала.
Таблица 4.1.
| Номер детали | Условное обозначение размера вала (4) варианты | ||||
| Æ 57 d 11 | Æ 43 b 12 | Æ 52 f 9 | Æ 50 h 8 | Æ 64 e 8 | |
| Æ 55 e 8 | Æ 28 c 11 | Æ 42 h 11 | Æ 64 g 9 | Æ 50 h 10 | |
| Æ 28 h 5 | Æ 55 h 6 | Æ 63 h 12 | Æ 52 e 9 | Æ 48 js 8 | |
| Æ 60 r 6 | Æ 40 u 8 | Æ 22 k 5 | Æ 25 m 7 | Æ 60 s 7 | |
| Æ 45 g 6 | Æ 55 n 6 | Æ 34 g 5 | Æ 63 h 13 | Æ 52 d 9 | |
| Æ 50 n 5 | Æ 52 f 8 | Æ 38 h 4 | Æ 22 h 7 | Æ 63 e 8 | |
| Æ 64 f 7 | Æ 25 m 6 | Æ 35 g 6 | Æ 34 f 6 | Æ 22 u 7 | |
| Æ 50 r 11 | Æ 22 k 7 | Æ 52 e 9 | Æ 48 u 8 | Æ 38 r7 | |
| Æ 48 js 5 | Æ 34 g 6 | Æ 42 h 9 | Æ 57 u 7 | Æ 57 z8 | |
| Æ 63 h 10 | Æ 48 s 8 | Æ 40 js 10 | Æ 48 x 8 | Æ 55 b 11 |
Таблица 4.2.
| меры | |||||||||||
| Заданный размер, мм. | Класс точности концевых мер | первая | вторая | третья | четвёртая | пятая | |||||
| Размер, мм. | Погрешность, мкм. | Размер, мм. | Погрешность, мкм. | Размер, мм. | Погрешность, мкм. | Размер, мм. | Погрешность, мкм. | Размер, мм. | Погрешность, мкм. | ||
| 58,133 | 0,1 | 2,203 | 0,10 | 1,43 | 0,10 | 4,5 | 0,10 | 0,30 | |||
| 58,087 | 0,1 | 2,207 | 0,10 | 1,08 | 0,10 | 5,0 | 0,10 | 0,30 |
Таблица 4.3.
| С условным обозначением допуска | С числовым обозначением отклонений | Номинальный | Р-ПР | Р-НЕ | Допуск, мкм | Схема расположения полей допусков | Действительный размер, мм | Заключение о годности детали (размер выполнения в пределах допуска). |
| 58…8 | 58+0,133 | 58,133 | 58,087 | 58+0, 133+10, 0,87 |
|
|
|
Таблица 4.4.
Допускаемые отклонения и погрешности концевых мер длины.
| Допускаемые отклонения (для классов) или предельные погрешности (для разрядов) действительного значения срединной длины в мкм (±) | Допускаемые отклонения от плоскопараллельности в мкм (±) | ||||||||||||||
| Классы (разряды) мер. | |||||||||||||||
| (1) | (2) | 0 (3) | 1 (4) | 2 (5) | 0 (1) | 1 (2) | 2 (3) | (4) | (3) | 4,5 (5) | |||||
| До 10 | 0,05 | 0,07 | 0.10 | 0,20 | 0,4 | 0,8 | 2,0 | 0,07 | 0,10 | 0,45 | 0,20 | 0,30 | 0,4 | ||
| Св. 10 до 18 | 0,06 | 0,08 | 0,12 | 0,25 | 0,5 | 1,0 | 2,5 | 0,07 | 0,10 | 0,15 | 0,20 | 0,30 | 0,4 | ||
| 18 30 | 0,06 | 0,09 | 0,15 | 0,30 | 0,5 | 1,0 | 3,0 | 0,08 | 0,15 | 0,20 | 0,25 | 0,35 | 0,4 | ||
| 30 50 | 0,07 | 0,10 | 0,20 | 0,30 | 0,5 | 1,2 | 3,5 | 0,08 | 0,15 | 0,20 | 0,25 | 0,35 | 0,5 | ||
| Св. 50 до 80 | 0,08 | 0,12 | 0,25 | 0,40 | 0.6 | 1,5 | 4,0 | 0.08 | 0,15 | 0,20 | 0,25 | 0,35 | 0,5 | ||
| 80 120 | 0,10 | 0,15 | 0,30 | 0,50 | 0,8 | 2,0 | 5,0 | 0,10 | 0,15 | 0,25 | 0,30 | 0,45 | 0,6 | ||
| 120 180 | 0,12 | 0,20 | 0,40 | 0,75 | 1,0 | 2,5 | 6,0 | 0,10 | 0,15 | 0,25 | 0,30 | 0,45 | 0,6 | ||
| 180 250 | 0,15 | 0,30 | 0,50 | 1,00 | 1,5 | 3,0 | 7,0 | 0,13 | 0,20 | 0,30 | 0,40 | 0,60 | 0,8 | ||
| 0,20 | 0,35 | 0,60 | 1,25 | 2,0 | 3,5 | 8,0 | 0,13 | 0,20 | 0,30 | 0,40 | 0,60 | 0,8 | |||
| 0,25 | 0,45 | 0,80 | 1,50 | 2,5 | 4,0 | 9,0 | 0,16 | 0,25 | 0,35 | 0,50 | 0,75 | 1,0 | |||
| 0,30 | 0,50 | 1,00 | 1,80 | 3,0 | 5,0 | 10,0 | 0,16 | 0,25 | 0,35 | 0,50 | 0,75 | 1,0 | |||
| 0,35 | 0,60 | 1,20 | 2,20 | 3,5 | 6,0 | 12,0 | 0,20 | 0,30 | 0,45 | 0,60 | 0,90 | 1,2 | |||
| 0,4 | 0,70 | 1,40 | 2,60 | 4,0 | 7,0 | 13,0 | 0,20 | 0,30 | 0,45 | 0,60 | 0,90 | 1,2 | |||
| 0,45 | 0,80 | 1,60 | 3,00 | 4,5 | 8,0 | 14,0 | 0,20 | 0,30 | 0,45 | 0,60 | 0,90 | 1,2 | |||
| 0,50 | 0,90 | 1,80 | 3,50 | 5,0 | 9,5 | 15,0 | 0,20 | 0,30 | 0,45 | 0,60 | 0,90 | 1,2 | |||
| 0,60 | 1,00 | 2,00 | 4,00 | 6,0 | 11,0 | 16.0 | 0,20 | 0,30 | 0,45 | 0,60 | 0,90 | 1,2 | |||
| 1,20 | 2,00 | 4,00 | 8,00 | 12,0 | 20,0 | 32,0 | 0,40 | 0,60 | 0,90 | 1,20 | 1,80 | 2,4 | |||
Контрольные вопросы.
1. Назначение концевых мер и их применение.
2. Что является рабочим размером у плоскопараллельных концевых мер длины?
3. Порядок расчета блока концевых мер по заданному размеру.
|
|
|
4. Назовите классы и разряды.
5. Назначение и классификация калибров.
6. Порядок настройки регулируемой скобы для контроля вала.
7. Каковы недостатки и область применения регулируемых скоб?
ЛАБОРАТОРНАЯ РАБОТА № 5
ТЕМА: СРЕДСТВА ДЛЯ ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ.
1. Цель работы:
Изучить средства для измерения углов и конусов и правило измерения ими.
2. Регламент работы: 1ч. 20мин.
3. Перечень приборов, деталей, справочных материалов для выполнения данной работы.
3.1 Детали для измерения.
3.2 Приборы для измерения углов и конусов.
3.3 Набор угловых мер.
3.4 Плакаты.
4. Задание к лабораторной работе.
4.1 Изучить конструкцию, настройку, принцип измерения метрологические показатели угломеров.
4.2 Начертить эскиз детали.
4.3 Произвести измерения углов этой детали и обозначить результаты измерения на эскизе.
4.4 Изучить угловые меры и порядок измерения ими.
5. Теоретическая часть.
5.1 Средства для измерения углов и конусов.
Углы изделий измеряют тремя основными методами: методом сравнения с жесткими контрольными инструментами – угловыми мерами, угольниками, конусными калибрами и шаблонами; абсолютным геометрическим методом, основанным на использовании прибора с угломерной шкалой; косвенным тригонометрическим методом, который заключается в определении линейных размеров, связанных с измеряемым углом тригонометрической функцией. Углы наклона поверхностей изделий измеряют уровнями и оптическими квадрантами.
В качестве исходных мер для дуговых измерений применяются угловые плитки (угловые меры), доведенные измерительные поверхности которых направлены под заданным углом. Плитки комплектуются в наборы и снабжаются специальными приспособлениями для составления блоков. Из угловых мер могут составлены блоки с диапазоном измерения в приделах от 0 до 360 гр. Блоки их скрепляют между собой с помощью односторонних державок и клиньев, вставленных в отверстие плиток и державок.
Угловые меры имеют или треугольную форму с одним рабочим углом от
10 до 79 град., или четырехугольную форму с четырьмя рабочими углами от 80 до 100 град. Проверяют углы мерами на просвет.
Наиболее распространенными инструментами для измерения углов в дуговой мере являются:
|
|
|
1. Универсальный угломер типа УН ГОСТ 5378 – 66 (угломер Семенова) (рис.5.1а)
2. Угломер транспортного типа УМ по ГОСТ 5378 – 66 (рис.5.1.б)
3. Угломер оптического типа УО, выпускаемые по ГОСТ 11197 – 65 (рис.5.2).
Метод измерения этими угломерами – абсолютный.
Угломер типа УН (рис.5.1.а) состоит из основания 2 с градусной шкалой, на которой закреплена линейка 3. По основанию перемещается сектор 5 с нониусом 1 и сектором 4. К сектору съемной державкой 9 крепится угольник 6, к которому такой же державкой 8 присоединяется съемная линейка 7. В таком виде угломер позволит измерить углы от 0 до 50 град. Для измерения углов в диапазоне от 50 до 140 град. угольник 6 снимается и вместо него в державку 9 вставляется линейка 7. При измерении углов от 140 до 320 град. в державку 9 устанавливается угольник 6 со снятой державкой 8 и без линейки. Измерение углов от 230 до 320 град. производится без линейки и угольника при снятой державке 9.
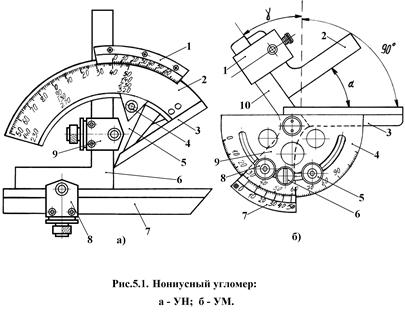 |
Таким образом предел измерения угломером равен 0 – 320 град. Углы измеряемые угломером в пределах от 0 до180 град. принято называть наружны -
ми, а углы свыше 180 град. – внутренними. Величина отсчета производится по нониусу.
Угломер типа УМ (рис.5.1.б) имеет основание 4 с угловой шкалой с диапазоном показаний 90 град. с основанием жестко скреплена съемная линейка 3. Подвижная линейка 10 выполнена заодно с сектором 9, имеющим нониус 7. Сектор поворачивается вокруг оси и фиксируется стопором 8. На подвижной линейке 10 с помощью державки 1 может устанавливаться угольник 2. Для точной установки нониуса сектор перемещают микровинтом 6, застопорив винт 5. Диапазон измерений угломера 0 – 180 гад. Измерения в диапазоне 0 – 90 град. проводят с угольником 12, а в диапазоне 90 – 160 град. – без угольника.
Допускаемые погрешности угломера равны значению отсчета по нониусу.
Расчет углового нониуса производят аналогично расчету линейного нониуса для штангенинструментов, прибавляя к отчету по шкале угломера 90 град.
Например С = 1 грд. – цена деления основной шкалы. П = 30 – число деления нониусной шкалы.
|
|
|
Определить цену деления инструмента 
Угломеры типа УН и УМ выпускаются с величиной отсчета по нониусу в 2 и 5 град.
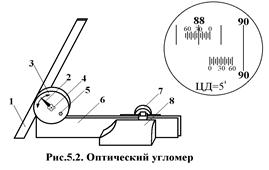 |
Оптический угломер типа УО как и предыдущие угломеры предназначен для измерения контактным, абсолютным методом наружных углов от 0 до 180 град. между двумя плоскостями или между плоскостью и образующей цилиндра (рис.5.2).
Угломер имеет цилиндрический корпус, с которым жестко скреплена линейка 6 со сквозным продольным пазом. Сменная линейка 1 может поворачиваться относительно линейки 6 и перемещаться в продольном направлении. На верхней крышке 3 установлена отчетная лупа 5 с увеличением 16 град. фиксация линейки в определенном положении производится поворотом рычага 2. Установленный угол линейки 1 фиксируется поворотом накатанного кольца 4. К угломеру прилагается съемная подставка 8, которая имеет плоскую и приз -
матические рабочие поверхности. Фиксируется подставка винтом 7.
Для отсчета показаний лупа 5 прикладывается к глазу и окно для подсветки шкал лимба и нониуса в сторону источника света. В поле зрения угломера видны две шкалы: лимба и минутная. Шкала лимба имеет четыре сектора по 90 град. деление шкалы оцифрованы от 0 до 90 град. через 2 град. Минутная шкала нониуса нанесена в два ряда с ценой деления 5, оцифрована от 0 до 60.
Отсчет целого числа градусов производится по делению шкалы, находящемуся в пределах минутной шкалы, в лупу 5. На (рис.5.2) отсчет равен 88 град. 30.
При отсчете показаний необходимо учитывать следующее. Если измеряемый угол меньше 90 град., то прибор показывает действительную величину этого угла. Если измеряемый угол больше 90 град., то прибор показывает величину дополнительного угла. Величина измеряемого угла при этом определяется по формуле, где  , где
, где  – отсчет по шкалам лимба и нониуса.
– отсчет по шкалам лимба и нониуса.
Например:  =180 град. – 88 грд. 30 = 89 гр.30
=180 град. – 88 грд. 30 = 89 гр.30
Показаний угломеров проверяют угловыми мерами 4-го разряда или класса точности 2. При проверке измерительные поверхности линеек совмещают без просвета с измерительными гранями мер.
Тригонометрические методы измерения.
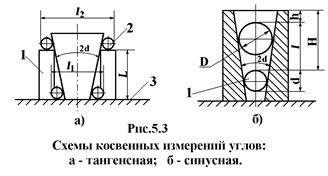 |
Косвенные измерения углов конусов можно выполнять универсальными средствами измерений с помощью калиброванных роликов и шариков. Для измерений конусов используют синусную или тангенсную схему в зависимости от того, какие стороны треугольника, образующего угол, будут измерены. При тангенс ной схеме измерения наружного конуса (рис.5.3.а) деталь устанавливают на плите 3 и микрометром измеряют расстояние
 , и
, и  между наружными диаметрами роликов 2, помещенных на плите и на концевых мерах длины 1 размеров. Угол конуса определяют по формуле:
между наружными диаметрами роликов 2, помещенных на плите и на концевых мерах длины 1 размеров. Угол конуса определяют по формуле:
 .
.
При синусной схеме измерения внутреннего конуса (рис.5.3.б) в отверстие вводят шарики 1 диаметрами d и D и с помощью глубиномера и длинномера находят расстояния h и H от наружней грани конуса до шарика. Угол конуса находят из выражения:
где 
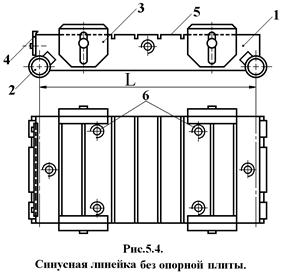 |
Синусные линейки для косвенных измерений углов 0 – 45 град. выпускают трех типов: 1 – без опорной плиты с одним наклоном; 2 – с одной плитой с одним наклоном; 3 – с опорной плитой с двумя наклонами. Синусная линейка типа 1 (рис.5.4) имеет стол 1 с обработанной поверхностью 5, установленной на двух роликовых опорах 2. Боковые 3 и передняя 4 планки служат упорами для изделий, которые крепятся к столу прижимами, входящими в комплект с помощью резьбовых отверстий 6. Расстояние между осями роликов бывает 100, 200, 300 и 500 мм.
Синусные линейки выпускают 1 и 2 классов точности. Допускаемые погрешности при измерении угла  град. для линеек типа 1 класса точности 1 (2) не более
град. для линеек типа 1 класса точности 1 (2) не более  для линеек типа
для линеек типа  для линеек типа
для линеек типа  .
.
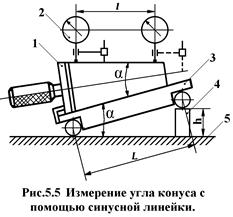
При измерении углов конусов на синусной линейке (рис.5.5) стол 3, на котором закреплен конус 1, устанавливают на требуемый номинальный угол  к плоскости поверочной плиты 5 с помощью концевых мер 4. Размер блока концевых мер находят по формуле
к плоскости поверочной плиты 5 с помощью концевых мер 4. Размер блока концевых мер находят по формуле  . Индикатором 2, укрепленным на универсальном штативе, определяют разность положение
. Индикатором 2, укрепленным на универсальном штативе, определяют разность положение  поверхности из -
поверхности из -
делия на длине  . Отклонение угла при вершине конуса рассчитывают по формуле:
. Отклонение угла при вершине конуса рассчитывают по формуле:
Методы и средства поверки синусных линеек изложены в ГОСТ 8.165 – 75. Расстояние между осями роликов и диаметры роликов измеряют на горизонтальном оптиметре.
6. Отчет о работе
6.1 Кратко описать назначение и применение нониусных и оптических угломеров.
6.2 Дать схему измерения углов проходного угла.
6.3 Результаты измерений занести в таблицу и сделать заключение о годности.
Таблица
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1464; Нарушение авторских прав?; Мы поможем в написании вашей работы!