КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема: средства измерения прямолинейности, плоскостности, горизонтальности и шероховатости поверхности
|
|
|
|
Результаты измерения углов проходного резца
| Углы | Результаты | Заключение о годности резца |
| Вспомогательный угол в плане | ||
| При вершине | ||
| Главный угол в план |
ЛАБОРАТОРНАЯ РАБОТА №6
1. Цель работы:
Изучить устройства и правила пользования средств измерения прямолинейности, плоскостности, горизонтальности и шероховатости поверхности.
2. Регламент работы: 1 час 20 минут.
3. Оборудование рабочего места:
3.1 Методические указания по данной работе
3.2 Плакаты
3.3 Линейки, уровни, плиты, головка блока, гильзы, пальцы, краска, кисть, образцы.
4. Теоретическая часть:
Точность геометрических параметров деталей, характеризуется точностью не только размеров её элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения (погрешности) формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерности припуска на обработку и т. д.
Форма плоских поверхностей характеризуется прямолинейностью и плоскостностью.
 |
Отклонение от прямолинейности ∆ наибольшее расстояние от точек реального профиля 2 до прилегающей прямой 1 в пределах нормируемого участка (рис. 6.1, а. б.). Отклонение от плоскостности – наибольшее расстояние от точек реальной поверхности 2 до прилегающей поверхности 1 в пределах нор -
мируемого участка (рис. 6.1. в.). Частными видами отклонения от прямолинейности и плоскостности являются выпуклость (рис. 6.1. а.), при которой отклонения уменьшаются от краёв к середине и вогнутость (рис. 6.1 б.) – характер отклонений обратный.
|
|
|
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины.
Под горизонтальностью понимается – положение проверяемой плоскости относительно горизонта.
По значению отклонений плоские поверхности делят на 16 степеней точности в соответствии с установленными допусками плоскостности и прямолинейности в пределах нормируемого участка. С увеличением степени точности размер допуска увеличивается.
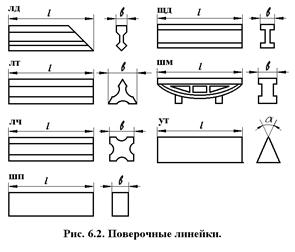 |
Измерение прямолинейности производится поверочными линейками (ГОСТ 8026-64) типов ЛД, лекальные с двухсторонним скосом, ЛТ – лекальные трёхгранные, ЛЧ – лекальные четырёхгранные (рис. 6.2.) «на просвет» и линейками типов ШП, ШД и ШМ – методом линейных отклонений. (ШП – с широкой рабочей поверхностью прямоугольного сечения; ШД – с широкой рабочей поверхностью двутаврового сечения; ШМ – с широкой рабочей поверхностью, мостики).Проверка плоскостности производится поверочными линейками типов ШП, ШД и УТ – угловые трёхгранные, «на краску» и методом линейных отклонений («от плиты»).
1) Лекальные линейки бывают четырёх типов: с односторонним скосом длиной от 75 до 125 мм, с двухсторонним скосом от 175 до 225 мм, трёхгранные длиной 300 и 400 мм и четырёхгранные длиной 500 мм. Лекальные линей-
ки делятся на два класса 0 и 1.
2) Линейки с широкой рабочей поверхностью делятся на четыре типа: стальные прямоугольного сечения от 500 до 2000 мм и чугунные мостики от 500x4 до 4000x100 мм.
В ремонтном производстве распространены линейки размером не более 1000 мм. линейки подразделяют на три класса: 1, 2 и 3.
Угловые линейки служат для одновременного контроля плоскостности и угла между двумя пересекающими поверхностями (например, при контроле «ласточкина хвоста»). Эти линейки от 250 до 1000 мм применяются для проверки «на краску».
|
|
|
Угловые линейки имеют трёхгранное сечение и две шаброванные плоскости, образующие рабочий угол.
Плиты. Поверочная плита является основным средством проверки плоскостности поверхности «на краску». Плиты изготавливают из чугуна размерами от 100x200 до 1000x1500 мм четырёх классов: 0, 1, 2 и 3. 0, 1, 2 классы относятся к поверочным плитам, а 3 класса – к разметочным. Рабочая поверхность повероч ных плит, предназначенная для проверки «на краску» должна быть шаброванной или чисто шлифованной, а разметочная – строганной. Плиты проверяют также «на краску». К 0 и 1 классам относятся плиты, у которых число пятен со стороной 25 мм – не менее 25, у плит 2 класса – не менее 20, а у плит 3 класса – не менее 12. Плиты на своей поверхности не должны иметь коррозийных пятен или раковин. Поверочные плиты используют в качестве базы для различных контрольных операций с применением универсальных средств измерения (рейсмусов, индикаторных стоек и т.д.).
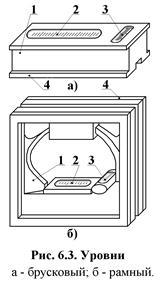
Для контроля горизонтального, вертикального положения плоскостей различных деталей, а также для проверки прямолинейности и плоскостности длинных поверхностей применяют уровни. Они также применяются при монтаже оборудования и для проверки точности станков.
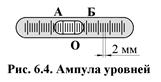
В практике измерения наиболее распространены уровни брусковые (слесарные) и рамные ГОСТ 9392-60 (рис.6.3 а,б). Брусковые и рамные уровни имеют корпус 1 с измерительными поверхностями 4, основную ампулу 2 и установочную ампулу 3. Уровень устанавливают на проверяемой поверхности с помощью ампулы 3 так, чтобы ампула 2 находилась в горизонтальной плоскости. По ампуле 2 измеряют отклонение поверхности от горизонтальности и вертикальности (только рамным уровнем). Ампула уровней (рис. 6.4) представляет собой цилиндрическую трубку, заполненную эфиром так, что внутри трубки остаётся пузырёк воздуха, насыщенный парами эфира. Внутренняя поверхность ампулы имеет бочкообразную форму, поэтому при горизонтальном расположении уровня пузырёк занимает верхнее положение.
На наружной поверхности ампулы нанесена шкала с интервалом делении 2 мм. при наклоне пузырёк перемещается относительно нейтрального положения (пульпункта) пропорционального угла наклона. По шкалам ампулы изме-
|
|
|
 ряют наклон уровня в миллиметрах, отнесённый к длине равной 1 м. Цена деления ампул уровней составляет 0,02; 0,05; 0,10 и 0,15 мм-м и погрешность не должна превышать соответственно ± 0,004; 0,0075; 0,015 и 0,02 ммм. Наклон поверхности уровня на 0,01 ммм соответствует углу 2 градуса.
ряют наклон уровня в миллиметрах, отнесённый к длине равной 1 м. Цена деления ампул уровней составляет 0,02; 0,05; 0,10 и 0,15 мм-м и погрешность не должна превышать соответственно ± 0,004; 0,0075; 0,015 и 0,02 ммм. Наклон поверхности уровня на 0,01 ммм соответствует углу 2 градуса.
Можно пользоваться формулой: Еº = 200 Ƭ· n, где Ƭ – цена деления в (мм-м), а n – число делении, на которое сместится пузырёк.
Предел допускаемой погрешности рамных и брусковых уровней при установке их основанием на горизонтальную плоскость или на горизонтально расположенный цилиндр, а также при установке рамного уровня (любой из его вертикальных рабочих поверхностей по вертикальной плоскости или вертикальному цилиндру) равен отклонению основной ампулы от среднего (нулевого) положения на 1-4 деления.
 При установке рамного уровня верхней стороной корпуса по горизонтальной поверхности или горизонтальному цилиндру предел допускаемой погрешности равен ½ деления ампулы. Уровни по цене основной ампулы классифицируется (по ГОСТ 9392-60) следующим образом:
При установке рамного уровня верхней стороной корпуса по горизонтальной поверхности или горизонтальному цилиндру предел допускаемой погрешности равен ½ деления ампулы. Уровни по цене основной ампулы классифицируется (по ГОСТ 9392-60) следующим образом:
| Цена деления основной ампулы в мм на 1 м. | Группы уровней | |
| │ | ││ | │││ |
| 0,02 – 0,05 | 0,06 – 0,10 | 0,12 – 0,20 |
Оптические квадранты – приборы, в которых угломер соединён с уровнем. Они предназначены для измерения углов наклона плоских и цилиндрических поверхностей различных изделий.
Шероховатость поверхности –совокупность неровностей поверхности с относительно малыми шагами образующих рельеф поверхности детали выделенная на базовой длине ℓ.
Шероховатость поверхности изделия оценивают сличением ее с образцами шероховатости.
Для этой цели обычно используют образцы плоской или цилиндрической
рабочей поверхностью. Их изготавливают из стали, чугуна, латуни и других материалов, обрабатывая с различной шероховатостью поверхности. Образцы из одного и того же материала и одного и того же вида обработки монтируют в специальной металлической рамке. Рамки комплектуют в набор, причем для каждого материала и вида обработки подбирают образцы разных классов точности, которые могут получиться при данном виде обработки.
|
|
|
Сравнение поверхностей изделия и образцов обычно производят путём осмотра или на ощупь, проводя ногтем поперёк следов обработки. Контроль на ощупь имеет некоторое преимущество перед осмотром на глаз. Оба способа в состоянии обеспечить надёжную оценку в границах 3-5 классов шероховатости. Точность сравнения может быть повышена до 8 класса шероховатости, если применить лупу 4-6 кратного увеличения.
Контактные измерения шероховатости выполняются непрерывным ощупыванием поверхности изделия – при помощи профилометра (за счет перемещения алмазной иглы).
5. Порядок выполнения работы.
5.1 Проверка прямолинейности по методу световой щели (на просвет) или по методу следа.
 |
При проверке «на просвет» (методом световой щели) для сравнения используют образец просвета (рис. 6,5). Лезвие линейки накладывают на поверхность проверяемую в нужном направлении. По световой щели между рабочим ребром и объектом судят о размере отклонений от прямолинейности.
Для повышения точности наблюдений необходимо создать достаточно яркое и равномерное освещение щели с другой стороны линейки. Образец просвета выполняется из микронного набора концевых мер, доведенного бруска с широкой рабочей поверхностью и лекальной линейки. На брусок устанавливают две одинаковые меры (по краям), а между ними располагают концевые меры таких размеров, чтобы создавалась щель с увеличением просвета 1, 2, 3 и т.д. мкм до необходимого наибольшего просвета. Погрешность измерения при-
мерно 1-3 мкм.
При проверке методом следа рабочее ребро линейки проводят по чистой доведённой поверхности изделия. После этого на поверхности контролируемого изделия остаётся тонкий световой след. Если поверхность имеет неплоскостность, то след будет прерывистым. При проверке плоскости необходимо устанавливать лекальную линейку последовательно в нескольких положениях и определять отклонения от прямолинейности в каждом направлении.
5.2 При измерении по методу линейных отклонений линейку укладывают на две одинаковые опоры, расположенные на проверяемой поверхности и определяют расстояния от линейки до поверхности с помощью щупов концевых мер длины или специального прибора с измерительной головкой. Опоры располагают на расстоянии 0,21 длины линейки от её концов.
При измерении методом «на краску» рабочую поверхность линейки покрывают тонким слоем краски. Затем линейку накладывают на проверяемую поверхность. Линейке сообщают продольное перемещение и определяют плоскостность по расположению пятен. Так как проверяемая поверхность практически состоит из возвышенностей и впадин, то на возвышенностях тоже остаётся краска. При хорошей плоскостности изделия пятна располагаются равномерно по всей поверхности. Следовательно, количество пятен на заданной площади будет достаточно точно характеризовать плоскостность. За расчетную площадь, на которой рассматривают характер распределения пятен, принимают квадрат со стороной 25 мм.
Для металлообрабатывающих станков на указанном квадрате допускается не менее 9 пятен, для плит и приспособлений – 16, для контрольных плит и точных станков – 25, для измерительных приборов 30 пятен.
Число пятен для различных поверхностей приведены в таблице 6.1.
Таблица 6.1.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 6614; Нарушение авторских прав?; Мы поможем в написании вашей работы!