КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Металлоконструкций
|
|
|
|
Технологические и транспортные схемы заводов
Металлоконструкций
Области применения и номенклатура строительных
ОСНОВЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ И ЕГО УПРАВЛЕНИИЙ
Металлических конструкции изготовляются в виде отдельных элементов, из которых монтируются каркасы зданий и сооружений на строительных площадках. Производство металлических стальных конструкций на заводах или в мастерских предприятий для промышленного, жилищного, общественного и транспортного строительства призвано решать задачу превращения строительства в поточный процесс монтажа зданий и сооружений из крупноразмерных элементов.
Номенклатура изготовляемых металлических конструкций весьма разнообразна, в связи, с чем изготовление металлических конструкций (мостов, резервуаров, газгольдеров, опор ЛЭП, мачт и башен, легких металлоконструкций) производится на специализированных заводах, а остальные конструкции изготавливаются на универсальных заводах.
Существует примерная номенклатура конструкций, изготовляемых заводами металлоконструкций:
Наименование %
Конструкции промышленных зданий 65 - 80
В том числе:
колонны 17 - 20
связи по колоннам и покрытиям 3 - 3,5
подкрановые балки 6,5 - 8
стропильные и подстропильные фермы 13 - 16
балки покрытий 5- 6
фонари 1 - 1,5
прогоны и тяжи 1,5 - 2
щиты кровли, легких металлические панели 2 - 2,5
стойки и ригели фахверков 1,5 - 2
переплеты 4 - 5
лестницы, площадки и ограждения 2,5 - 3
балки перекрытий 3 - 4
прочие "конструкции 2 - 2,5
Каркасы жилых и общественных зданий сооружений: 30- 17
В том числе:
комплекс доменных цехов 3 - 2,5
эстакады 2 - 1,5
транспортные галереи 3 - 2,5
этажерки 1 - 0,5
опоры и пролетные строения трубопроводов 1- 0,5
трубопроводы 1 - 0,5
пролеты строения мостов 1 - 0,5
резервуары и газгольдеры 8 - 6
конструкции ЛЭП 5 - 0,5
конструкции антенных систем (мачты, башни) 2,5 - 2
бункера 1,5 - 1
Прочие сооружения 1 - 0,5
Всего 100
От номенклатуры выпускаемых изделий зависит тип производства, характеризуемый степенью постоянства производств той или иной продукции и особенностями экономики, технологии, организации и планирования.
В зависимости от степени постоянства загрузки рабочих мест, обусловливаемой масштабом и трудоемкостью производства, различают три его типа - массовое, серийное и единичное (табл. 1.1).
Серийное производство подразделяется на три подтипа: мелко-, средне- и крупносерийное. По своим технико-экономическим особенностям мелкосерийное производство приближается к единичному, а крупносерийное - к массовому.
Изготовление металлических конструкций на заводах складывается из ряда технологических процессов (рис. 1.1.), для выполнения которых организуются цеха основного производства (рис.l.2.). К ним относятся цех подготовки металла со складом, цех обработки деталей, склад полуфабрикатов, сборно-сварочные цеха, цех контрольной сборки, малярно-погрузочный цех со складом готовой продукции.
В цехе подготовки металла осуществляются разгрузка, сортировка, маркировка, правка, складирование, хранение и выдача металлопроката. Кроме того, здесь проводятся приемка и хранение обрезов и деловых отходов, выдача деловых отходов, разделка обрезов и отгрузка металлолома.
На некоторых заводах в этих цеха проводят очистку металлопроката от коррозии и окалины на специальных установках, резку профильной стали на заготовки, а также предварительную стыковку листовой стали.
В цехе обработки выполняются операции по изготовлению деталей из металлопроката, поступающего из цеха подготовки.
Изготовление деталей осуществляют так: вначале делают на поверхности металла разметки и метки, т. е. наносят контуры деталей, центры отверстий, линий перегибов, а также знаки и надписи.
По линиям, нанесенным на металл, производят резку ножницами, пилами и термическим (кислородом; плазмой, гидроабразивным) на автоматах или полуавтоматах. Отверстия в деталях делают с помощью прессов или сверлильных станков
Таблица 1.1. Характеристика типов производства
| Признаки | Тип производства | ||
| Массовое | серийное | единичное | |
| Специализация рабочих мест | За каждым рабочим местом закреплены одна-две детали операции | За каждым рабочим местом закреп линия периодически повторяющихся деталеоперации (от 3 до 20) | Деталеоперации за рабочим местом не закреплены |
| Номенклатура продукции | Постоянная | Малоустойчивая, имеется повторяемость запуска одних и тех же изделий | Разнообразная, неповторяющаяся |
| Оборудование и его расстановка | Специальное, расположено по ходу технологического процесса; автоматические линии | Часть оборудования специализирована. Установлено по технологическому, частично по предметному признаку | Универсальное. Расположено по технологически однородным группам |
| Приспособление и инструмент | Широко применяется спецоснастка | Широко применяется спецоснастка | Спецоснастка в основном отсутствует |
| Характер производственной структуры цехов и участков | Поточные и автоматические линии | Предметно-замкнутые участки. Групповые поточные линии | Технологические участки |
| Вид движения предметов, труда | Параллельный | Параллельно-последовательный, параллельный | Последовательный |
| Нормативное хозяйство | Отличается полнотой и высокой точностью | Менее точное и менее обоснованное по сравнению с массовым | Недостаточно полное |
| Обслуживание рабочих мест (инструментом, ремонтом, материалами, контролем) | Строго регламентировано и стабильно | Устойчивое, более сложно по сравнению с массовым производством | Низкое, неста6ильное, слабое разделение труда по обслуживанию рабочих мест |
| Склад металла |

| Приемка, складирования |
 Правка, очистка, консервация Правка, очистка, консервация
|
| Обработка |

| Разметка |
 Резка Резка
|
| Механическая (на ножницах и отрезных станках) | Термическая
(кислородная, плазменная, гидроабра-зивная)
|
 Правка, гибка, вальцовка Правка, гибка, вальцовка
|
| Строгание, фрезерование |

| Складирование и комплектование деталей
|
| Сборка
|
| на стеллажах на плитах в стендах
|
| Фрезерование, сверление монтажных отверстий, общая и контрольная сварка |

 Грунтовка, окраска, маркировка Грунтовка, окраска, маркировка
|
| Складирование готовой продукции |
| Отгрузка |
Рис. 1.1. Схема технологического процесса
изготовления сварных конструкций
Для некоторых деталей доменных печей, газгольдеров, резервуаров, труб, трубопроводов, силосов и бункеров гибка, производится в холодном или реже в горячем состоянии.
| Основное производство | |||||||||||||||||||||||||||
| Цех под- готовки | Цех обработки | Цех сборо-сварки | Цех коурольной сборки | Цех маляро-погрузки | |||||||||||||||||||||||
| Склад металла | Участок подготовки | Участок крупных листовых деталей | Участок деталей из профильного металла | Участок мелких деталей | Склад полуфабриката | Цех изготовления двутавровых стержней | Цех изготовления колонн и подкрановых балок | Цех изготовления стро-пильнылх и подстропильных ферм | Цех изготовления решетчатых конструкций | Цех изготовления листовых конструкций | Цех изготовления различных сооружений и индивидуальных конструкций | Участок окраски | Склад готовой продукции | Участок увязки и погрузки | |||||||||||||
Рис. 1.2. Структура основного производства завода металлоконструкций
Каждый технологический поток оснащен необходимым оборудованием и приспособлениями для подачи профилей проката, уборки и транспортирования обрабатываемых деталей.
Для обработки деталей в листовом пролете устанавливают гильотинные ножницы, пресс-ножницы, газорезательные машины, листогибочные и листоправильные вальцы, дыропробивные и кромкогибочные прессы, радиально-сверлильные, торцефрезерные, кромкострогальные станки.
Пролеты обработки уголка, швеллера и балки оснащены ножницами для резки, зубчатыми и дисковыми пилами, дыропробивными, сверлильными, торцефрезерными станками и др.
Изготовленные детали маркируют и сдают на склад полуфабриката комплектно, по каждому рабочему чертежу отдельно. Длинные детали обычно складируют в отсеках, а мелкие хранят в контейнерах. Здесь же ведут учет поступления и выдачи деталей в сборочные цеха.
В сборно-сварочных цехах производят сборку конструкций из отдельных деталей, которые поступают со склада полуфабрикатов. Процесс сборки конструкций состоит из размещения деталей в соответствии с чертежом и соединения их короткими сварными швами (прихватками). Собранные конструкции подвергаются автоматической сварке под слоем флюса или полуавтоматической сварке в среде углекислого газа. В отдельных случаях применяют контактную, точечную и стыковую сварку.
Некоторые виды крупногабаритных и сложных конструкций требуют ряда дополнительных работ для обеспечения высокого качества монтажных соединений (фрезерование торцов конструкций, сверление отверстий для монтажных соединений по кондукторам или по разметке, общую и контрольную сборку), Общая сборка производится для обеспечения проектных размеров конструкций, подгонки кромок под сварку и рассверловки монтажных отверстий. Контрольная сборка осуществляется для проверки точности изготовления элементов и их взаимозаменяемости. Обычно контрольной сборке подвергается каждый первый и в последующем каждый десятый экземпляр однотипных конструкций. Изготовленные конструкции маркируют - наносят краской номер заказа, рабочего чертежа, марку.
Готовые конструкции транспортируют в малярно-погрузочный цех, где их грунтуют, складывают в штабеля и грузят на железнодорожные платформы или автотранспорт для отправки на монтаж.
Для обеспечения требуемого качества изготовления металлических конструкций на заводах существует система контроля и проверки качества материалов, состояния оборудования, приспособлений и инструмента, квалификации работников, пооперационного контроля и приемки - сдачи качества выполненных работ. Для обслуживания цехов основного производства на заводе организуют цеха вспомогательного производства (рис. 1.3.).
На крупных заводах создаются обычно инструментальные цеха, где изготовляют и ремонтируют инструменты, штампы и специальные приспособления. На большинстве заводов эту работу выполняют ремонтно-механические цеха.
| Вспомогательное производство | ||||||||||||||||||||||||
| Инструменталь- ное хозяйство | Ремонтное хозяйство | Энергетические и заводские установки | Обслуживающие подразделения | |||||||||||||||||||||
| Инструментальная кладовая | Участок изготовления инструмента | Участок изготовления технологи-ческой оснастки | Цех ремонтно-механический участок | Электроремонтный цех (участок) участок | Ремотно-строительный цех (участок) ремонтно- | Электросиловой цех (участок) | Тепло силовой цех (участок) | Энергетический цех (участок) | Цех водоснабжения и канализации (участок) | Склады | Депо | Гараж | Центрально-заводская лаборатория | Машиносчетная станция | АХО и охрана завода | |||||||||
Рис. 1.3. Структура вспомогательного производства
завода металлоконструкций
Ремонтные цеха (ремонтно-механический, электроремонтный, ремонтно-строительный) осуществляют ремонт станочного и кранового электрооборудования, зданий, сооружений и коммуникаций. Электроремонтный цех обеспечивает также эксплуатацию электроподстанций и электросетей. К вспомогательному производству относятся также склады, телефонные станции, лаборатории, депо, гаражи и т. д.
Для обеспечения основного производства кислородом, ацетиленом, электродами, метизами (болтами, заклепками, шайбами), сжатым воздухом, паром, водой на заводах стальных конструкций организуются подсобные производства.
В настоящее время имеются три схемы планировки заводов:
продольная - пролеты расположены вдоль технологического потока (рис. 1.4.);
поперечная - пролеты расположены поперек технологического потока (рис.1.5);
смешанная - пролеты склада металла, участок общей сборки и цех малярно-погрузочный расположены поперек технологического потока, остальные пролеты вдоль потока (рис. 1.6).
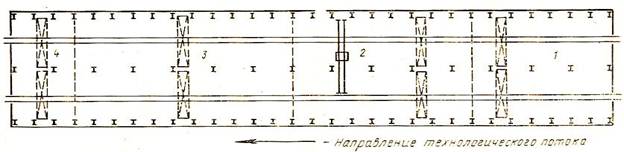
Рис. 1.4. Транспортно-технологическая схема завода
с продольным расположением пролетов: 1- цех подготовки со склада металла; 2 - цех обработки со складом полуфабриката; 3 - цех сборно-
сварочный; 4 - цех малярно-погрузочный
Первая технологическая схема применяется на заводах с годовой мощностью 15 -- 20 тыс. т. Направление технологического потока на всем протяжении главного корпуса совпадает с направлением движения мостовых кранов. Недостатками этой схемы являются дальняя перевозка краном вдоль технологического потока и сложность передачи грузов из пролета в пролет.
Вторая технологическая схема нашла наиболее широкое применение как на заводах средней (40 - 50 тыс. т) мощности, так и на заводах большой мощности (свыше 80 тыс. т). Перемещение грузов в продольном направлении между пролетами производится наземным рельсовым транспортом, а в поперечном - мостовыми кранами.
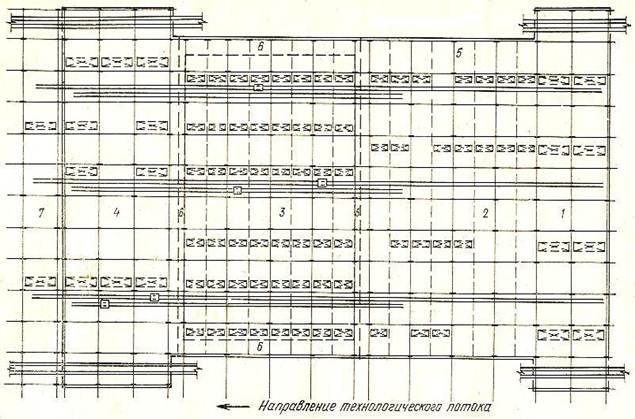 Рис. 1.5. Транспортно-технологическая схема завода
Рис. 1.5. Транспортно-технологическая схема завода
с поперечным расположением пролетов: 1- цех подготовки со складом металла; 2 - цех обработки со складом полуфабриката; 3 - цех сборно-
сварочный; 4 - цех малярно-погрузочный; 5 - ремонтно-механический цех; 6-бытовые и вспомогательные помещения; 7-открытая эстакада
склада готовой продукции
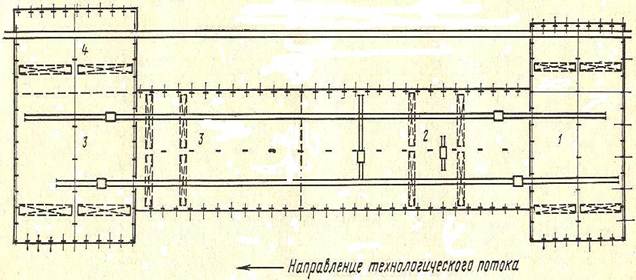
Рис. 1.6. Транспортно-технологическая схема завода
со смешанным расположением пролетов: 1- цех подготовки со складом металла; 2 - цех обработки со складом полуфабриката; 3 - цех сборно-
сварочный; 4 - цех малярно-погрузочный
Третьятехнологическая схема используется на заводах с выпуском 25 - 30 тыс. т конструкций в год. Склады металла, полуфабрикатов, малярно-погрузочный цех размещаются в поперечных пролетах с движением кранов перпендикулярно технологическому потоку. Цеха обработки, сборки и сварки располагаются в пролетах с продольным движением кранов - параллельно технологическому потоку.
Наиболее прогрессивной является вторая технологическая схема, так как она обеспечивает рациональную организацию технологических потоков с максимально эффективным использованием производственных помещений.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 4349; Нарушение авторских прав?; Мы поможем в написании вашей работы!