КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Балансировка роторов агрегатов
|
|
|
|
Статическая неуравновешенность - следствие несовпадения центра тяжести вращающейся детали с осью вращения. Вследствие смещения центра тяжести ротора от оси при его вращении возникает центробежная сила С, постоянная по величине, но переменная по направлению:
С=maw2=Gaw2/g, (1)
где С - центробежная сила;
m- масса ротора;
а - величина смещения центра тяжести ротора от оси вращения;
w - угловая скорость ротора;
g - ускорение свободного падения.
Статическая неуравновешенность наиболее часто встречается у вращающихся деталей, имеющих большую величину отношения диаметра к длине. Устранение неуравновешенности называется балансировкой.
Неуравновешенность вращающихся деталей может возникнуть как результат неточности формы изделия (овальности, эксцентричности), деформации деталей при изготовлении и транспортировке (прогиб вала), относительных смешений деталей при сборке и во время работы агрегата, а также неравномерность распределения материала в теле детали (разностенность, наличие раковин и неметаллических включений).
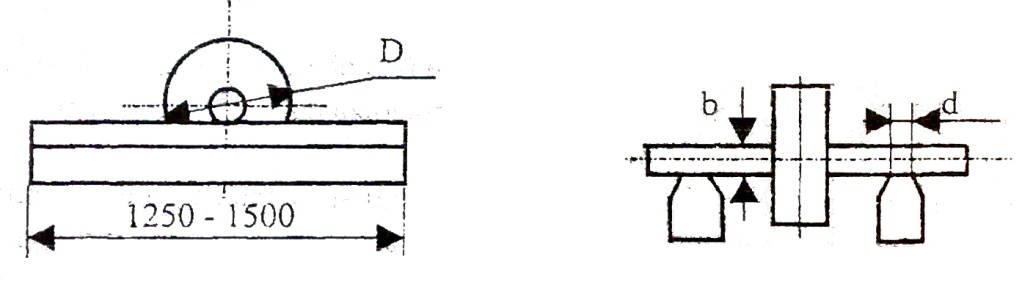 Показателем статической уравновешенности детали является ее способность сохранять состояние покоя в любом положении на горизонтальных направляющих. Простейшими приспособлениями для статической балансировки являются горизонтально расположенные ножи призматического сечения длиной 1.25 - 1.5м. Рабочие плоскости ножей устанавливают горизонтально (с точностью 0.02 мм/м) как в продольном, так и в поперечном направлениях.
Показателем статической уравновешенности детали является ее способность сохранять состояние покоя в любом положении на горизонтальных направляющих. Простейшими приспособлениями для статической балансировки являются горизонтально расположенные ножи призматического сечения длиной 1.25 - 1.5м. Рабочие плоскости ножей устанавливают горизонтально (с точностью 0.02 мм/м) как в продольном, так и в поперечном направлениях.
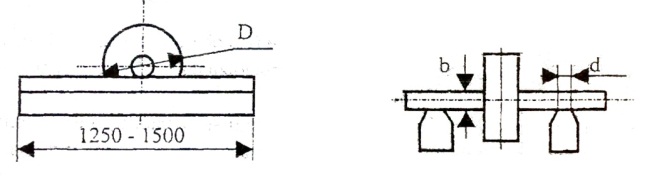
Рис. 1. Приспособление для статической балансировки с ножами-призмами.
Для уменьшения коэффициента трения рабочая часть направляющих ножей должна быть закалена и тщательно отшлифована, углы перехода ее к другим -плоскостям закруглены, ширина рабочей поверхности ножей- минимально возможная. Рекомендуется следующая ширина рабочей поверхности ножей: при весе балансируемых деталей до 3 кг - 0.3 мм, при весе до 10 кг – 1,0 мм, до 30 кг- 3.0 мм, до 500 кг - 10.0 мм.
Ширину ножей b можно выбрать в зависимости от массы балансируемой детали, используя отношение:
B=0,15  или b>m/2d,
или b>m/2d,
где m — масса балансируемой детали, кг;
d—диаметр шейки вала или оправки, мм.
При качественной балансировке можно обеспечить смещение центра масс от оси вращения не более 0.05 мм.
Возможно также применение круглых направляющих, которые легче обрабатываются и могут быть использованы длительное время путем их поворота на небольшой угол, исключая из рабочей зоны поврежденные места, Длина направляющих ножей должна обеспечивать возможность нескольких оборотов детали на приспособлении;
l=(2-4)πdl,
где d— диаметр шейки вала или оправки, на которую насажено рабочее колесо.
Следует также отметить, что стойки, на которых укрепляются направляющие ножи, должны обладать достаточной жесткостью.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 705; Нарушение авторских прав?; Мы поможем в написании вашей работы!
