КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Порядок решения задачи
|
|
|
|
Пример решения задачи
Исходные данные. На настроенном станке протачивается шейка вала в размер Ø90-0,2. Размер заготовки Ø100±3. Материал - сталь с σв=75±5. Режим обработки: V=50м/мин; S =0,5 мм/об. Режущий материал - быстрорежущая сталь. Углы резца: φ=45°, γ=10°, λ = 0°. Радиус при вершине r=2 мм. Жесткость станка j=2500 кг/мм.
Постановка задачи. Рассчитать: поле рассеяние пог-решностей  , обусловленное нестабильностью припусков; поле
, обусловленное нестабильностью припусков; поле  , вызываемое нестабильность значений
, вызываемое нестабильность значений  , обусловленное действием двухэтих факторов. Рекомендовать настроечный размер, отсутствия или минимальное значение брака.
, обусловленное действием двухэтих факторов. Рекомендовать настроечный размер, отсутствия или минимальное значение брака.
1. Рассчитываем по формулам (4.4) значение глубины резания:
 мм;
мм;  мм, t=5,05 мм
мм, t=5,05 мм
2. Рассчитываем значения коэффициента Кmp при различных значениях σв используя табл.4.2 и 4.3:

3. Рассчитываем значение коэффициента Kpy, используя формулу (4.5) и данные табл.4.4 и значение коэффициента  ,
,  ,
,  .
.
В нашем примере получаем:
 ,
,  ,
, 
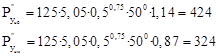
4. Рассчитываем силы Ру при переменном t и постоянном значении  , используя форуму (4.2), табл.4.1.
, используя форуму (4.2), табл.4.1.
 кгс
кгс
 кгс
кгс
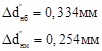
5. Рассчитываем упругие отжатия у и погрешности ∆d, возни- кающие только из-за непостоянства t при жесткости станка j=2500 кгс/мм. Используем формулу (4.1)
Поле рассеянно погрешностей, обусловленное упругими отжатиями, возникающими только по причине нестабильности значений t равно:
 мм
мм
6. Рассчитываем силы  при переменном
при переменном  и постоянном
и постоянном  . Значение коэффициента
. Значение коэффициента  приведены в п.3 решения задачи
приведены в п.3 решения задачи
При  и
и  принимаем значение силы:
принимаем значение силы:
 кгс.
кгс.
7. Рассчитываем упругие отжатия  и погрешности
и погрешности  при
при  и переменной σв:
и переменной σв:
Поле рассеяния погрешностей, обусловленное только непостоянством значения σв равно:
 мм
мм
8. Рассчитываем по формуле (4.7) суммарное поле рассеяния погрешностей
 мм
мм
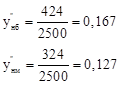
9. Рассчитываем средние значения  и
и  :
:

10. Расчет настроечного размера. Прежде всего отметим, что на данной операции нет запаса точности, т.к. ω∑∆d=0,2=Td.
Таблица 4.3 – Показатель степени np в формулах для Kmp
| Обрабатываемый материал | Показатель np | |
| Твердый сплав | Быстрорежущая сталь | |
| Сталь конструкционная | 1,0 | 2,0 |
| Чугун серый и ковкий | 1,0 | 1,3 |
Лучшее, чего можно достигнуть, это исключить неисправимый брак и минимизировать исправимый брак. Это можно обеспечить путём правильного выбора и обеспечения настроечного размера dн. Воспользуемся для расчета dн схемой, представленной на рис.4.1.
Для исключения неисправимого (окончательного) брака в процессе обработки нужно обеспечить кривой распределения погрешностей положение I, при котором нижняя трехсигмальная граница поля ω∑∆d совпадает с. нижней границей допуска. Это положение будет обеспечиваться, если настроечный размер при статической настройке будет
 мм.
мм.
Очевидно, что по мере обработки заготовок ω∑∆d начнет, за счет износа инструмента умещаться в сторону верхней границы поля допуска и появится исправимый брак. Это произойдет сразу же, т.к. запаса точности нет.
Исправить положение можно только уменьшив значение ω∑∆d, в частности, повышением точности заготовок. Расчеты показывают, что при размере заготовки Ø100±2, вместо Ø100±3 поле рассеяния уменьшается до значения  мм, что обеспечивает запас точности
мм, что обеспечивает запас точности
 мм
мм
Для обеспечения кривой распределения положения 2 необходимо настраиваться на размер
 мм
мм
Индивидуальное задание
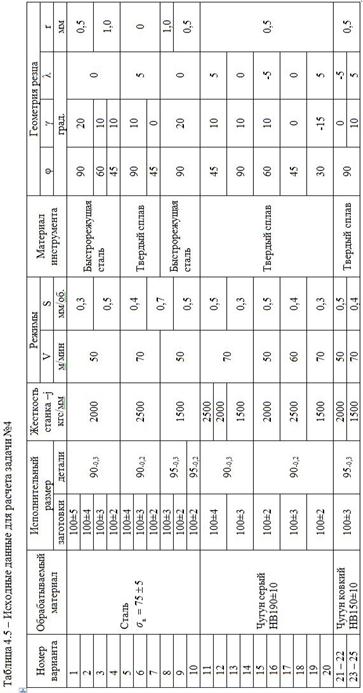
Задания по вариантам представлены в табл.4.5.
Задаются: обрабатываемый материал, жесткость станка материал режущей части инструмента, режимы обработки и геометрия режущей части инструмента.
Таблица 4.4 – Поправочные коэффициенты, которые учитывают геометрию режущего инструмента при расчете силы Ру
| Углы и их значения | Материал режущего инструмента | Коэффициенты и их значения | ||
Главный угол  , град. , град.
| Твердый сплав | 
| 1,30 | |
| 1,00 | ||||
| 0,77 | ||||
| 0,50 | ||||
| Быстрорежущая сталь |
| 1,60 | ||
| 1,00 | ||||
| 0,71 | ||||
| 0,44 | ||||
Передний угол  , град. , град.
| -15 | Твердый сплав | 
| 2,00 |
| 1,40 | ||||
| 1,00 | ||||
| -10 | Быстрорежущая сталь | 1,00 | ||
| 10-15 | 1,60 | |||
| 20-25 | 1,00 | |||
Угол наклона главного лезвия  , град. , град.
| -5 | Твердый сплав или быстрорежущая сталь | 
| 0,75 |
| 1,00 | ||||
| 1,25 | ||||
| 1,75 | ||||
| Радиус при вершине инструмента r, мм | 0,5 | Быстрорежущая сталь | 
| 0,66 |
| 1,0 | 0,82 | |||
| 2,0 | 1,00 | |||
| 3,0 | 1,14 |
Примечание: 1. Для резцов из быстрорежущей стали Кλр=1;
2. Для резцов из твердого сплава Кrp=1.
Контрольные вопросы
1. Что понимают под жесткостью и податливостью системы СПИД?
2. Почему при обработке заготовок на настроенных станках возникает явление рассеяния погрешностей?
3. Какие основные пути уменьшения суммарного поля рассеяния погрешностей?
4. Как рассчитывается настроечный размер?
5. За счет чего можно обеспечить более высокую стабильность размеров обрабатываемых заготовок?
6. Основные расчетные формулы при оценке поля рассеяния погрешностей?
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 343; Нарушение авторских прав?; Мы поможем в написании вашей работы!