КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Порядок решения задачи. Пример решения задачи
|
|
|
|
Пример решения задачи
Постановка задачи. Рассчитать ожидаемую погрешность формы Δф в продольном сечении детали при заданных условиях обработки для каждого из трех способов её установки. Назначить режимы резания и геометрию инструмента, обеспечивающих выполнение условия [Δф] ≤0,5Td при каждом способе установки. Рассчитать норму штучного времени tшт для каждого способа установки.
Исходные данные. Операция токарная. На токарном одношпиндельном полуавтомате точить ось в размер Ø28-0,1. Параметры заготовки: материал – сталь σв=75, dз=30 мм, Dз=20 мм, L1=200 мм, L2=250 мм, L3=300 мм; модуль упругости Е=2·104 кгс/мм2. Режущий материал - быстрорежущая сталь. Режимы: V=65 м/мин, S=0,5 мм/об. Геометрия инструмента: φ=60°, γ=10°, λ=-5°, r=1 мм.
1. Рассчитываем силу резания Ру (4.2).
По табл.4.1 находим:  ,
,  ,
,  ,
,  . По табл. 4.2 и 4.3 находим:
. По табл. 4.2 и 4.3 находим:  ,
,  ,
,  ,
,  ,
,  .
.
Тогда, по формуле (4.3):

и по формуле (4.2):

2. Рассчитываем ожидаемые значения погрешности при различных значениях L, используя формулы табл.5.1.
Предварительно по формуле (5.2) рассчитываем значение момента инерции:
 мм2
мм2
Тогда при установке в патроне и заднем центре:
при L1=200 мм  мм
мм
при L2=250 мм  мм;
мм;
при L3=300 мм  мм.
мм.
При установке в центрах:
при L1=200 мм  мм;
мм;
при L2=250 мм  мм;
мм;
при L3=300 мм  мм.
мм.
При установке в патроне:
при L1=200 мм  мм;
мм;
при L2=250 мм  мм;
мм;
при L3=300 мм  мм.
мм.
3. Оформить таблицу 5.2.
Таблица 5.2
| Способ установки заготовки | Погрешность при различной длине заготовки, мм | ||
| В патроне и заднем центре | 0,01 | 0,02 | 0,0330 |
| В центрах | 0,02 | 0,04 | 0,0690 |
| В патроне | 0,325 | 0,643 | 1,098 |
4. Формулируем выводы и рекомендации.
Исходя из требования [Δф] < 0,5·Td=0,5·0,1=0,05 мм очевидно, что только при установке заготовки в патроне и заднем центре обеспечивается Δф < 0,05 мм при всех заданных значениях L. При установке в центрах требование не обеспечивается для заготовок с L=300 мм и назначенной подаче S=0,5 мм/об. Допустимое значение подачи [S] рассчитывается так:
Подставляем в формулу
допустимое  и находим:
и находим:
 кгс
кгс
Используя формулу (4.2) запишем:
 . Принимаем S=0,3.
. Принимаем S=0,3.
Такая подача снижает производительность более чем в 1,6 раза.
Очевидно, что обработка в патроне недопустима из-за больших значений Δф. Расчеты показывают, что, например, при L=200 мм для обеспечения Δф=0,05 мм следует принимать подачу S=0,04 мм.
5. Строим графические зависимости Δф=φ·[L] при заданных в задаче исходных данных, рис. 5.4.
С помощью этих зависимостей можно без дополнительных расчетов установить [L] при различных значениях [Δф]. Например, если [Δф]=0,025 мм, то при установке заготовки в патроне и центре [L] ≤ 273 мм, а при установке в центрах [L] ≤ 215 мм.
Индивидуальные задания
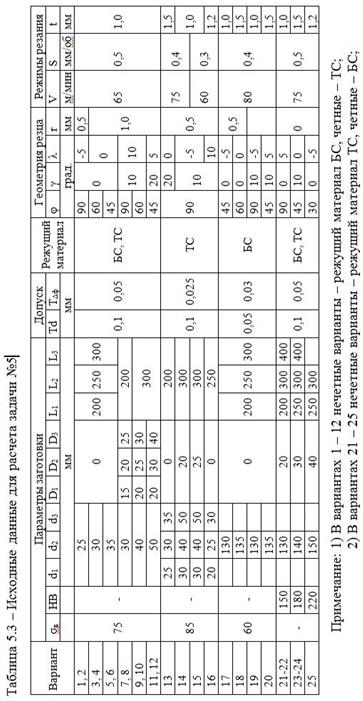
Задания по вариантам представлены в табл.5.3. Задаются: σв для сталей и НВ для чугунов; наружный диаметр d, диаметр отверстия D и длина L заготовки; допуск на размер Td и на погрешность формы Δф детали; параметры геометрии резца: φ, γ, λ и радиус при вершине r; режущий материал - быстрорежущая сталь (БС) или твердый сплав (ТС); режимы обработки – V, S и t.
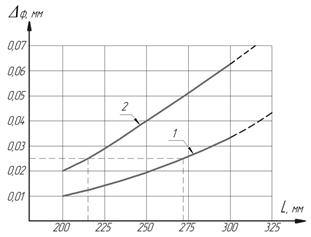
Рисунок 5.2 – Расчетные зависимости Δφ=φ(L):
1 – установка в патроне и заднем центре; 2 – установка в центрах
Контрольные вопросы
1. Как рассчитывается ожидаемая погрешность формы Δф при различных способах установки валов?
2. Какие параметры конструкции детали влияют на погрешность Δф?
3. Какой параметр V, S или t в наибольшей мере влияет на образование погрешности Δф?
4. Если приз заданном способе установки исчерпаны возможности обеспечения требования Δф < [Δф] за счет подбора S, V и параметров геометрии инструмента, то как можно обеспечить [Δф]?
5. С помощью каких приспособлений и схем резания можно уменьшить Δф при обработке валов и осей?
6. Можно ли за счет увеличения числа проходов обеспечить уменьшение значения Δф?
ИЗНОС РЕЖУЩЕГО ИНСТРУМЕНТА
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 382; Нарушение авторских прав?; Мы поможем в написании вашей работы!