КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема лекции № 6. Физико-механические явления в полосе печатного контакта
|
|
|
|
Давление в печатном процессе. Для получения оттиска в процессе офсетного печатания необходимо, чтобы был создан достаточный контакт между печатной формой, закрепленной на формном цилиндре печатной машины, и офсетным (передаточным) цилиндром, обтянутым резиновой эластичной покрышкой (так называемый декель), с одной стороны, и между офсетным цилиндром и бумагой — с другой. Контакт печатных элементов формы с передаточной поверхностью и последней с бумагой обеспечивается благодаря деформации декеля под давлением.
Необходимая для получения оттиска хорошего качества величина давления зависит от многих факторов — вида печатной формы (величина микронеровностей на поверхности пластины, глубина печатающих элементов), качества бумаги (в первую очередь микрогеометрия ее поверхности и характеристика покровного слоя), а также состава и физико-механических свойств эластичной передаточной покрышки (декеля). Кроме того, на величину давления могут влиять свойства краски и состояние печатного аппарата офсетной машины (главным образом точность обработки цилиндров машины).
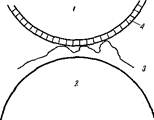
Рисунок 8 - Схема касания бумажного листа с резиновым полотном для создания
давления: 1 — офсетный цилиндр; г — печатный цилиндр; 3 — бумага; 4 — резиновое полотно
 Все соприкасающиеся поверхности имеют отклонения по размерам. Так, офсетные печатные формы изготовляются на пластинах, имеющих отклонение по толщине в пределах одной пластины до 0,1 мм. Величина микронеровностей на поверхности цинковых пластин составляет до 25—30 мк, алюминиевых 10—20 мк и биметаллических до 5-мк. Печатание производится на бумагах, величина микронеровностей которых колеблется в зависимости от сорта бумаги от 5 до 25 мк.
Все соприкасающиеся поверхности имеют отклонения по размерам. Так, офсетные печатные формы изготовляются на пластинах, имеющих отклонение по толщине в пределах одной пластины до 0,1 мм. Величина микронеровностей на поверхности цинковых пластин составляет до 25—30 мк, алюминиевых 10—20 мк и биметаллических до 5-мк. Печатание производится на бумагах, величина микронеровностей которых колеблется в зависимости от сорта бумаги от 5 до 25 мк.
Деформация печатного устройства машины под давлением составляет от 0,050 до 0,125 мм. Для того чтобы получить полный контакт печатной формы с резиной и резины с бумагой, необходимо, чтобы величина деформации эластичной резиновой покрышки (декеля) превышала все имеющиеся макро- и микронеровности.
На рис. 8 схематично показано касание цилиндра с эластичной покрышкой с поверхностью бумаги до создания давления. Как видно из рисунка, краска с резинового полотна не может перейти па поверхность бумаги без приложения давления. Неровности на бумаге не будут заполнены краской. При офсетной печати мало деформируются печатная форма и печатная бумага по сравнению с офсетной резиной; величина деформации эластичного декеля должна быть больше всех имеющихся макро- и микронеровностей и чем они больше, тем требуется большее давление.
Таким образом, давление в процессе офсетной печати необходимо для обеспечения контакта между соприкасающимися поверхностями, и осуществляется оно за счет деформации декеля, натягиваемого на передаточный (офсетный) цилиндр. Иными словами, роль декеля состоит в обеспечении необходимого контакта между соприкасающимися поверхностями, благодаря чему осуществляется переход краски с формы и передача ее на бумагу.
Декель состоит из офсетного резинового полотна, представляющего собой несколько склеенных между собой слоев ткани, покрытых с рабочей стороны топким (0,5—0,6 мм) слоем резины и подкладки (второе резиновое полотно, шерстяная ткань или картон).
При печатании различают суммарное и удельное давление. Под суммарным давлением в офсетной печати понимают нагрузки, возникающие в результате сжатия эластичного декеля и воспринимаемые цилиндрами, находящимися в контакте. Общее суммарное давление — среднее давление, которое воспринимают цилиндры за один оборот. Выражается оно в килограммах. Давление при печатании в каждый отдельный момент при любом повороте цилиндра является суммарным давлением в полосе контакта.
При переходе краски с печатной формы на резину и с резины на бумагу преимущественное значение имеет деформация сжатия и упругость декеля. В процессе печатания декель подвергается деформациям растяжения, сжатия и сдвига, в результате, чего в нем возникают соответствующие напряжения. После приложения усилия равновесие в декеле наступает не мгновенно, а в течение некоторого времени. Это так называемое явление упругого последействия. Такое убывание напряжения во времени называется релаксацией. В результате действия закона релаксации напряжения в декеле не остаются постоянными, а изменяются.
Полная деформация декеля складывается из упругой, эластической и остаточной. Упругие деформации спадают немедленно после снятия нагрузки, а эластические в течение более длительного времени. Остаточная деформация необратима.
Декель после прекращения деформации восстанавливает свои, первоначальные упругие свойства. Чем больше декель находится в нерабочем состоянии, тем больше восстанавливаются его упругие свойства.
При натяжении декеля на офсетный цилиндр верхнее резиновое полотно натягивают с усилием 15—20 кг/см.
Первоначальное натяжение резинового полотна на офсетном цилиндре с течением времени падает примерно на 10—15 %, что вызывает снижение давления и ухудшает качество оттиска. Это особенно наблюдается при установке новых офсетных резиновых полотен. Для нормального проведения процесса печатания необходимо, чтобы натяжение офсетного резинового полотна было постоянным.
Упруго-эластические свойства декеля зависят от деформационных свойств офсетного резинового полотна и подкладочного материала. Не только свойства резинового полотна, но и состав и физические свойства всего декеля в целом определяют оптимальное давление, которое необходимо создать в печатной машине для получения точной передачи изображения с формы на резину и с резины на бумагу.
Для получения одинаковой насыщенности оттисков на разных по гладкости бумагах необходимо разное давление. При изменении гладкости обычных офсетных бумаг разница в давлении составляет около 20—25%. При изменении скорости печатания давление практически остается постоянным, но изменяются требования к свойствам печатных красок для получения одинаковых по качеству отпечатков, так как уменьшается процент перехода краски. С точки зрения тиражеустойчивости печатных форм, точности передачи изображения и минимального износа печатной машины необходимо производить печатание при минимально возможном давлении, т. е. минимальном сжатии декеля. Поэтому при высоких требованиях к точности воспроизведения элементов изображения следует применять декель, состоящий из двух резиновых полотен, а не из резины и кирзы. Кроме того, надо следить за правильной установкой печатных цилиндров. Необходимо, чтобы соблюдалось правильное соотношение диаметров формного цилиндра с формой, офсетного с декелем и печатного с бумагой для того, чтобы было обеспечено равенство окружных скоростей в точках их касаний. В противном случае будет наблюдаться искажение линейных размеров изображения.
Регулировать давление можно тремя путями — перемещением осей цилиндров, изменением диаметров формного и печатного цилиндров или изменением диаметра офсетного цилиндра. Регулирование давления путем перемещения осей цилиндров применяется только в небольших пределах — до ±0,3 мм. При большем перемещении будет происходить усиление скольжения в точке максимального натиска. Это будет вызвано различием окружной скорости офсетного и формного цилиндров в точке касания из-за изменения величины сжатия декеля и, следовательно, изменений радиуса офсетного цилиндра. Такое же явление будет наблюдаться в точке касания офсетного цилиндра с печатным и это вызовет растяжение бумаги. По этой же причине нельзя рекомендовать регулировать давление путем увеличения диаметров формного и печатного цилиндров. Регулирование давления путем перемещения осей цилиндров в больших, чем указано, пределах не рекомендуется также вследствие того, что при увеличении расстояния между осями цилиндров увеличивается боковой люфт между зубьями шестерен цилиндров. Это может привести к ухудшению качества отпечатка, появляется так называемое дробление (двоение) изображения. Наиболее правильно регулировать давление путем изменения диаметра офсетного цилиндра.
Способ регулирования давления путем изменения диаметра офсетного цилиндра является наиболее правильным и рекомендуется технологическими инструкциями. В этом случае необходимо соблюдать равенство диаметров формного цилиндра с формой и печатного цилиндра с бумагой и одинаковое расстояние между цилиндрами.
Характеристика офсетных резиновых полотен. Резина относится к высокополимерным материалам, обладающим пространственным молекулярным строением, представляющим собой сложное переплетение цепных макромолекул, связанных в отдельных местах прочными поперечными связями (узлами). В процессе печатания резиновое полотно непрерывно подвергается механическим и химическим воздействиям, что приводит к постепенному изменению его свойств, называемому усталостью резины. Деформационные воздействия на резину вначале приводят к обратимым, а после длительного воздействия необратимым изменениям, заканчивающимся разрушением материала.
Резино-тканевые офсетные (печатные) пластины по конструкции представляют собой четырехсложную прорезиненную ткань с односторонним резиновым покрытием. Для получения полотен, малодеформирующихся при натяжении, без складок, гофрированных кромок и прочее, для изготовления нижних трех слоев текстильной основы применяют высокосортные текстильные хлопчатобумажные материалы, не имеющие механических повреждений, узлов, утолщений, пропусков нитей и масляных пятен. Чтобы поверхность резино-тканевой основы была равной, с минимальным выявлением ткацкого переплетения, для верхнего слоя основы используют хлопчатобумажною ткань — перкаль А. Эта же ткань используется в качестве нижнего слоя. Для прочной приклейки слоев применяют резиновый клей, чтобы предупредить расклеивание, производят его вулканизацию и последующую припрессовку всей основы.
Для получения резинового рабочего слоя изготовляют резиновую смесь, которая состоит в основном из каучука, смол, наполнителей и пластификатора, и эту смесь каландрируют на четырех валковом каландре, следя за тем, чтобы не образовались в полученной резиновой пластине воздушные пузырьки. Каландрированная резиновая пластина дублируется с текстильной основой при их вулканизации на вулканизационном аппарате. Затем производят контроль полученного офсетного резинового полотна путем внешнего осмотра и проверки образцов на соответствие их свойств установленным нормам. На поверхности резинового слоя не должно быть пузырей, раковин, углублений, выпуклостей, посторонних включений, трещин. Таким образом, процесс изготовления офсетных резиновых полотен состоит из трех этапов:
1. Изготовление рабочего резинового слоя.
2. Изготовление основы.
3. Изготовление резино-тканевой пластины.
На упруго-эластические свойства готовых офсетных резиновых пластин влияют толщина и свойства верхнего резинового слоя, определяемые свойствами каучука, составом резиновой смеси, временем и режимом вулканизации, а также свойства тканевой основы. Последние зависят от свойств используемых тканей, свойств и состава резинового клея и режима вулканизации и припрессовки основы. Упруго-эластические свойства офсетных резиновых пластин рекомендуется определять в статических условиях по изменению величины относительной суммарной деформации во времени при нагружения образца грузом 8 кг/см2, т. а. несколько больший, чем максимальная величина давления при печатании, а также по относительной остаточной деформации после снятия нагрузки.
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 1814; Нарушение авторских прав?; Мы поможем в написании вашей работы!