КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема лекции № 10. Теоретические основы многокрасочного печатания 1 страница
|
|
|
|
Процесс многокрасочного печатания можно (по аналогии с печатным процессом вообще) определить как процесс многократного получения одинаковых по заданным показателям цветных оттисков путем последовательного переноса с цветоделенных форм цветных красок на запечатываемый материал.
При двухкрасочном печатании цветное изображение получают путем последовательного наложения двух красок. Примером такой печати может служить так называемая дуплекс-автотипия. Печатание ведется с двух форм, растровые сетки которых располагаются под разными углами, различающимися на 30 или 45°. Одна форма предназначена для печатания темной контурной, а другая светлой цветной краской. Наибольшее распространение получили трех- и четырехкрасочное печатание. И в том и в другом случае производится трехкрасочный синтез комплектом триадных красок (желтой, пурпурной и голубой). В качестве четвертой, как правило, применяют ахроматическую (серую или черную) краску. Растровые сетки печатных форм 3—4-красочного синтеза также располагаются под разными углами. Печатание пятью и более красками применяют в тех случаях, когда необходимо воспроизвести строго регламентированные цвета, например, цвета государственных флагов. Большое количество красок используют и в тех случаях, когда изображение состоит из ряда локальных фоновых участков, каждый из которых имеет особую окраску. Примером могут служить географические карты, атласы цветов, мозаика,
Технико-технологические характеристики основных способов печатания. Офсетная печать характеризуется наиболее равномерным распределением красочного слоя по его толщине. Вследствие особенностей печатной формы давление печатания в офсете имеет наименьшую величину и распределяется более равномерно, чем в остальных способах печатания, благодаря чему в офсете не нужна силовая приправка.
По скорости печатания способ офсетной печати несколько уступает способу глубокой печати, но значительно превосходит высокую печать, где по ряду причин не используется рулонный ротационный принцип печатания многокрасочной продукции.
Толщина слоя краски на оттисках офсетной печати меньше, чем на оттисках других способов печатания, соответственно меньше и интервал оптической плотности при использовании черной краски. Но при четырехкрасочном печатании интервал оптических плотностей для способов высокой и офсетной печати практически становится равным, что подтверждается денситометрическими нормативами.
В офсетной и высокой печати градационная, и цветовая характеристики репродуцируемого изображения на оттиске определяются (при постоянной толщине слоя краски) размерами площадей растровых элементов. В глубокой же печати эти характеристики определяются главным образом толщиной слоя краски на оттиске, которая к тому же не строго зависит от глубины (или объема) растровых ячеек формы. Как известно, в этом способе печатания растровая система используется с двоякой целью: во-первых, растр обеспечивает получение на форме опорных линий для ракеля, а во-вторых, он создает микрокапиллярные ячейки, способные удержать маловязкую краску во время перемещения формы от красочного аппарата к зоне контакта печатной пары. При получении оттиска часть краски, особенно в полутонах и тенях изображения, затекает на участки, соответствующие опорным линиям. Вследствие этого толщина слоя краски на оттиске меняется, и не однозначно, а в зависимости от влияния дополнительных факторов (например, от смачивающей способности красок, физико-химических свойств бумаги. и др.). Поэтому в настоящее время отсутствует система расчета цвета изображения на оттисках глубокой печати, из сказанного следует, что наиболее точным и управляемым является офсетный способ печатания.
Синтез цвета при многокрасочном печатании. Отмечая тот факт, что многокрасочное печатание осуществляется путем последовательного переноса цветных красок на запечатываемый материал, следует заметить, что перенос краски может происходить по-разному: 1) на незапечатанный участок оттиска; 2) на уже запечатанный участок оттиска и 3) частично на запечатанный и частично на незапечатанный участки оттиска.
В современной растровой трех- и четырехкрасочной офсетной или высокой печати элементарные красочные слои располагаются таким образом, что в светах полутонового изображения имеет место первый вариант наложения, в тенях — второй, а в полутонах—третий. Так осуществляется синтез цветов при многокрасочном печатании. Его основой является трехкомпонентная теория цветного зрения, важнейшие положения которой были высказаны в XVIII в. М. В. Ломоносовым и получили развитие в работах Максвелла и Гельмгольца во второй половине XIX в.
Существуют два способа получения заданного цвета — аддитивный и субтрактивный. Оба эти способа нашли применение и в многокрасочном печатании.
Аддитивный синтез изучен наиболее полно. Он основан на смешении простых и сложных излучений на сетчатке глаза. В практике многокрасочного печатании аддитивный синтез достигается методом пространственного смешения цветов, при котором используется ограниченная разрешающая способность глаза. Если размеры световых потоков меньше разрешающей способности глаза, то глаз не в состоянии разделить их пространственно. И если эти потоки имеют разную интенсивность, они, действуя на одно и то же место сетчатки, воспринимаются как один поток суммарной интенсивности, или суммарного цвета. Такой способ реализован в многокрасочном растровом печатании. Например, отдельные разноокрашенные растровые элементы в светах многокрасочного оттиска (при линиатуре растра 60 лин/см) воспринимаются не раздельно, а в виде сплошного пятна, цвет которого зависит от соотношения количеств единичных красок.
Аддитивный синтез подчиняется вполне определенным законам, сформулированным Г. Грассманом. Согласно первому закону, любой цвет может быть получен при смешении трех линейно независимых цветов. А это означает, что при смешении любых двух из этих цветов не должен получаться третий. Однако из существующего неограниченного числа линейно независимых комбинаций трех цветов выбирают только ту, которая воспроизводится легче. Наиболее подходящей в этом отношении является комбинация основных цветов: красного, зеленого и синего. В международной системе измерений этим цветам соответствуют параметры X, У, Z, представляющие собой векторы единичных цветов. Для получения цвета Ц их нужно смешать в количествах х, у, z, называемых координатами цвета, и это сочетание может быть описано следующим линейным уравнением:
Ц = х Х + у Y + z Z (10.1)
Другой закон аддитивности определяет цвет как самостоятельную величину. Согласно этому закону, цвет смеси зависит только от цветов смешиваемых компонентов и не зависит от их спектрального состава. Поэтому если смешивается несколько
цветов, например Ц1, Ц2, Ц3:
Ц = Ц1+Ц2 + Ц3, (10.2)
то при замене одного из цветов в правой части этого уравнения другим цветом, вызывающим одинаковое с ним возбуждение глаза, результирующий цвет левой части уравнения не нарушится. Таким образом, цвет простого излучения можно заменить цветом сложного излучения, и наоборот.
Этот закон позволяет описывать цвета достаточно простыми математическими соотношениями. Так, например, чтобы сложить несколько цветов, достаточно каждый из цветов представить в виде суммы основных цветов в соответствии с первым законом:
Ц 1= х1 Х + у1 Y + z1 Z
Ц 2= х2 Х + у2 Y + z2 Z (10.3)
Ц3 = х3 Х + у3 Y + z3 Z
Уравнение свидетельствует, что при сложении цветов складываются координаты цветов или, точнее, при определении координат суммы цветов складываются взвешенные координаты цветов, ее составляющих.
Расчет координат цвета несветящихся объектов производится на основании определения на спектрофотометре значений спектральных коэффициентов отражения ρλ, или пропускания τλ, при стандартном источнике освещения, у которого известна относительная функция распределения мощности излучения Φλ, а кроме того, известны значения функции кривых сложения цветов (x, y, z).
Переходя от координат цвета к координатам цветности, можно определить цветовые характеристики объекта, т. е. цветовой тон, чистоту цвета и светлоту (последняя соответствует значению координаты цвета у).
Субтрактивный синтез, в отличие от аддитивного, основан не на сложении, а на вычитании цветов. Образование цвета происходит при прохождении белого цвета, содержащего основные цвета, через прозрачные окрашенные среды.
Если на пути излучения будет находиться несколько сред, то вычитаемое в уравнении будет состоять из нескольких членов. Поскольку при субтрактивном синтезе используется именно несколько сред, они не могут быть скрашены в основные цвета, так как каждая из таких сред поглощала бы по две трети спектра. При попарном сочетании эти среды будут полностью поглощать проходящее через них излучение. В связи с этим для субтрактивного синтеза применяют среды, окрашенные не в основные, а в дополнительные цвета — желтый, пурпурный, голубой. Среды, окрашенные в эти цвета, пропускают две трети и поглощают одну третью часть спектра светового излучения. Поэтому для многокрасочного печатания применяют краски, окрашенные в эти цвета, комплект которых называется триадой.
При трехкрасочном печатании синтез цветов осуществляется на основе применения трех красок, каждая из которых поглощает один из основных цветов. Особенность его заключается еще и в том, что в красочном слое избирательное вычитание одних излучений и пропускание других происходит дважды. Излучение сначала проходит через красочный слой до подложки, а затем, отражаясь от нее, вторично проходит тот же слой и, испытав при этом селективное поглощение, поступает в глаз наблюдателя.
Чтобы пропущенная часть излучения имела максимальную величину, краска должна обладать в зоне пропускания прозрачностью, а подложка должна характеризоваться высоким и неизбирательным значением спектрального коэффициента отражения. Поэтому, при проведений трехкрасочного печатания используют главным образом мелованную бумагу, отличающуюся высокой белизной.
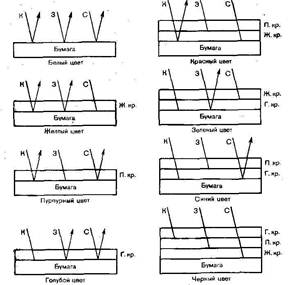
Рисунок 12 - Схема образования основных и дополнительных цветов при субтрактивном синтезе триадных печатных красок: излучения К- красное; З-зеленое; С-синее краски: Ж-желтая; П-пурпурная; Г-голубая.
На рис. 12 показаны схемы образования цветов при субтрактивном синтезе на примере использования триадных красок. (рис. 12 иллюстрирует случай идеального субтрактивного синтеза, выполненного при условии использования источнику с единичными основными излучениями, красок, абсолютно прозрачных в зонах пропускания и полностью поглощающих одну третью часть спектра, и подложки, полностью отражающей падающий свет. В результате такого субтрактивного синтеза образуется восемь различных цветов: белый при отсутствии красок (незапечатанная бумага), три дополнительных цвета при наложении на подложку одной триадной краски, три основных цвета при попарном совмещении триадных красок, черный при тройном наложении, тех же красок.
Явление муара при многокрасочном печатании. На цветоделенных формах высокой и офсетной печати растровые элементы расположены под определенными углами. Это связано с условиями проведения печатных процессов, которые сказались уже в ранний период развития многокрасочного печатания и в меньшей степени, но еще сказываются и в настоящее время. К этим условиям в первую очередь относятся оптические свойства печатных красок и точность их совмещения, или приводка.
При изготовлении цветоделенных форм достаточно часто применяются растры линиатурой 54, 60 лин/см и более. При таких линиатурах минимальный диаметр круглого растрового элемента на формах офсетной печати практически равен 15—20 мкм. На формах высокой печати он несколько больше—20—30 мкм. Следовательно, при полном совмещении 4 разноокрашенных растровых элементов допуск на приводку должен быть около ±0,001 мм. Он может быть обеспечен как формными, так и печатными процессами, при условии использования абсолютно недеформирующихся материалов (фотопленки, бумаги). И еще одно условие — указанный допуск должен быть выдержан на протяжении печатания всего тиража. В настоящее время только передовые полиграфические предприятия могут обеспечить выпуск высококачественной красочной продукции с допуском на совмещение красок ±1 мм и менее. В начале же XX в. такая точность вообще была достижима. Именно поэтому оказался целесообразным поворот систем отдельных красок, так как при этом на главных участках Изображения (в светах и полутонах) применяемые в то время Кроющие краски почти не перекрывали друг друга. Вместе с тем то позволило увеличить допуск на совмещение красок.
Однако, как показала практика, поворот растровых систем не может производиться произвольно. Дело в том, что при любой комбинации углового расположения растровых систем на оттисках возникает не имеющий отношения к воспроизводимому изображению более или менее заметный цветной узор, или муар. Изучение муара при различных углах поворота, одной из двух растровых крестообразных сеток показало, что он отсутствует при установке их на один и тот же угол. Но при незначительном уловом смещении одной из них он появляется. Причем сначала возникает резко заметный муар, получивший название квадратного, так как его узор состоит из подобных элементов.
Тема лекции № 11. Характеристика основных способов печатания и их варианты.
Оценка современного состояния основных способов печатания. Современная печать основана на открытиях и изобретениях в области физики, химии, инженерных наук и информатики. Компьютерная техника и информационные технологии особенно активно оказывают влияние на полиграфию и процессы печати в последние годы, и эта тенденция в дальнейшем будет усиливаться.
Способы печати с печатных форм. Способы печати с применением печатных форм относят к так называемым традиционным. Переносом с нее краски воспроизводится информация на запечатываемом материале. Весь объем информации передается через печатающие (несущие краску) и пробельные (без краски) элементы.
Для того, чтобы получить возможность воспроизвести в печати цветовые тоновые градации (например, фотографического оригинала), оригинал должен быть разложен на растровые точки, изменяющиеся по размеру или расстоянию друг от друга. Этот процесс называют растрированием. Главная задача растрирования -это получение таких значений относительной запечаваемой площади бинарного (двухуровневого) изображения, которые позволяют воспринимать его как полутоновое (многоуровневое). Растрирование необходимо, так как большинство способов печати работает по бинарному принципу и имеет две возможности: наносить или не наносить равномерный по толщине слой краски.
Печать с применением печатных форм переносит с печатающих формных элементов слой краски одинаковой толщины (эта обеспечивается соответствующими свойствами форм и характеристиками печатных секций машин). На поверхности запечатываемого материала печатающие элементы различаются лишь площадью и формой, благодаря чему и воспроизводятся различные тоновые градации. Ощущение непрерывного изменения тоновых градаций у наблюдателя достигается тогда, когда человеческий глаз не в состоянии различить отдельные элементы растровой структуры изображения. Этот феномен проявляется, когда, например, растр имеет частоту 60 лин/см (удаленность точек 0,16 мм), а расстояние от поверхности изображения до глаза наблюдателя составляет около 30 см.
В глубокой печати с переменной глубиной ячеек тоновые градации соответствуют количественной дозировке краски по толщине ее слоя при постоянном размере печатающих элементов (растровых точек). Однако они в принципе могут различаться в зависимости от передаваемых тоновых градаций не только глубиной ячеек на форме, но и по их размерам.
Все способы печати с применением печатных форм имеют общее свойство: информация воспроизводится поверхностью, покрытой краской. Перенос краски происходит в контактной зоне (nip - зоне участвующих в процессе печати поверхностей). При этом должно достигаться достаточное для данного способа печати давление между печатной формой и запечатываемым материалом или промежуточным носителем. Когда слой печатной краски, находящийся на печатной форме или промежуточном носителе, соприкасается с запечатываемым материалом, он расщепляется.
Толщина красочного слоя на запечатываемом материале определяется дальнейшим закреплением краски на нем. С увеличением скорости печати на впитывающих и невпитывающих запечатываемых материалах количество переносимой краски уменьшается. Время контакта становится меньше. При непрямой печати нанесение краски происходит в два этапа: красочный слой, находящийся на печатной форме, соприкасается с резинотканевым полотном, при этом часть красочного слоя переходит на него. После этого происходит перенос краски на запечатываемый материал. Процесс расщепления краски осложнен многими неисследованными явлениями, и во всем мире проводятся соответствующие работы..
Глубокая печать. В глубокой печати печатная краска, содержащаяся в растровых ячейках, после прохода ракеля соприкасается с запечатываемым материалом. При этом только часть краски переносится на него. Вследствие расщепления слоя краски полного опорожнения ячеек не происходит. На перенос краски оказывают влияние: условия смачиваемости запечатываемого материала; поверхностные свойства применяемых материалов; свойства бумаги; вязкость краски; давление; скорость печати; форма и объем ячеек.
Во всех способах печати многокрасочные оттиски получают последовательным наложением красок разных цветов с соответствующих печатных форм цветоделенных изображений. На допечатном этапе изготавливаются печатные формы для триадных красок голубого, пурпурного, желтого и черного цветов. В одной печатной машине с четырьмя печатными секциями они наносятся одна за другой за один прогон листа. В результате получают многокрасочный оттиск, соответствующий оригиналу.
Высокая печать /флексографская печать. Для всех способов высокой печати характерно то, что печатающие элементы расположены выше, чем пробельные. Все печатающие элементы (участки изображения), находящиеся на одном уровне по высоте, покрываются слоем краски равной толщины при помощи накатных валиков красочного аппарата. Затем происходит перенос краски на материал, например, бумагу (примеры машин и другие сведения. Принцип высокой печати иллюстрируется на рис. 13 как способ типографской печати.
Технология высокой печати используется в следующих печатных системах: типографская печать; флексографская печать; типоофсетная печать, или высокий офсет
.
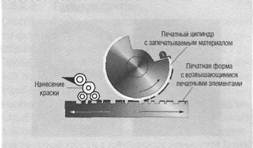
Рисунок 13 -Высокая печать (принцип).
Типографская печать
Типографская печать - это старейший способ высокой печати. Гениальное изобретение Гутенберга в середине XV века, заключающееся в изготовлении и использовании отдельных подвижных литер для набора, сделало возможным экономичное и быстрое размножение рукописей и производство книг. В типографской печати применяются разные схемы печатного контакта: плоскость - плоскость - печать на тигельных машинах; плоскость-цилиндр-печать на плоскопечатных машинах (историческое название - скоропечатная машина); цилиндр - цилиндр - печать на ротационных машинах, или ротационная печать.
В последние десятилетия типографская печать все больше теряет свое значение, прежде всего из-за трудоемкости способов изготовления печатных форм.
При изготовлении текстовых печатных форм в типографской печати используются способы строкоотливного набора или фотонабора. При этом строкоотливной набор, доминировавший еще 20 лет назад, в настоящее время применяется только при печати малоформатной акцидентной продукции в старейших типографиях или при любительской печати.
Для печати иллюстраций и графики в типографской печати применяют различные пластины: изготовленные вручную печатные формы (например, деревянные клише) имеют и сегодня определенное значение при художественных работах с оригинальной графикой; металлические клише, получаемые травлением при использовании фотомеханики, а также электронным гравированием; фотополимерные клише, получаемые путем фотополимеризации и вымывания слоя, имеют наибольшее применение.
На место ранее применяемых исключительно металлических клише (в особенности цинковых) приходят фотополимерные клише.
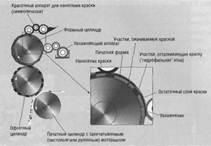
 Фотополимерную форму можно быстро и легко изготовить. В настоящее время предлагается широкий ассортимент фотополимеризующихся платан с разнообразными свойствами, глубиной вымывания и материалами подложки, предназначенными для различных способов обработки. Фотополимеризующиеся пластины для высокой печати, например Nyloprint (BASF), состоят из светочувствительного синтетического материала, который благодаря подслою прочно связан с материалом подложки. Материал подложки в зависимости от способа применения - алюминий, сталь или синтетический. На рис. 14, а изображена микрофотография формы высокой печати (латунная печатная форма).
Фотополимерную форму можно быстро и легко изготовить. В настоящее время предлагается широкий ассортимент фотополимеризующихся платан с разнообразными свойствами, глубиной вымывания и материалами подложки, предназначенными для различных способов обработки. Фотополимеризующиеся пластины для высокой печати, например Nyloprint (BASF), состоят из светочувствительного синтетического материала, который благодаря подслою прочно связан с материалом подложки. Материал подложки в зависимости от способа применения - алюминий, сталь или синтетический. На рис. 14, а изображена микрофотография формы высокой печати (латунная печатная форма).
Рисунок 14 - Микрофотография оттиска высокой печати:
фрагмент печатной формы;
оттиск на запечатываемом материале (FOGRA).
Оттиск, изготовленный способом высокой печати, можно определить по скоплению краски по краям печатающих элементов, как это представлено на рис. 14,б.
Флексографская печать. Флексографская печать - это единственный способ высокой печати, применение которого расширяется преимущественно в упаковочной, этикеточной и газетной печати. Главная отличительная черта флексографской печати - использование гибких, по сравнению с типографской печатью, относительно мягких печатных форм, которые позволили изменить процесс подачи краски.
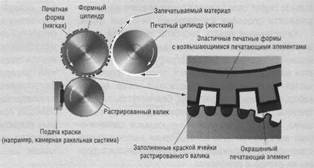 При помощи эластичных (мягких) печатных форм и специально подобранных печатных красок (низкой вязкости) можно получать большую палитру цветов на впитывающих и невпитывающих материалах. На рис.15 показан принцип работы печатной секции флексографской машины. Жидкая печатная краска равномерно переносится ячейками накатного валика с растрированной поверхностью (так называемого растрированного (анилоксного) валика, линиатура растра от 200 до 600 лин/см, керамическая или хромированная поверхность) на печатающие элементы. На формном цилиндре находится резиновое клише или клише из синтетического материала.
При помощи эластичных (мягких) печатных форм и специально подобранных печатных красок (низкой вязкости) можно получать большую палитру цветов на впитывающих и невпитывающих материалах. На рис.15 показан принцип работы печатной секции флексографской машины. Жидкая печатная краска равномерно переносится ячейками накатного валика с растрированной поверхностью (так называемого растрированного (анилоксного) валика, линиатура растра от 200 до 600 лин/см, керамическая или хромированная поверхность) на печатающие элементы. На формном цилиндре находится резиновое клише или клише из синтетического материала.
Рисунок 15- Печатный аппарат машины флексографской печати (принцип ротационной высокой печати).
С применяемыми ранее исключительно резиновыми печатными формами была возможна печать пишь простых изображений и грубых штриховых рисунков невысокого качества. Сегодня для удовлетворения постоянно растущих требований к качеству, прежде всего в печати упаковки, используются фотополимерные вымывные печатные пластины (например, Myloflex фирмы BASF и Cyrel фирмы DuPont), которые обеспечивают возможность использования лшштуры растра до 60 лин/см.
Типоофсет. В типоофсете изображение с формы передается на бумагу через промежуточный носитель - обтянутый резинотканевым полотном цилиндр, что представляет собой высокую непрямую печать. По аналогии с офсетной печатью можно назвать ее и непрямым способом плоской печати, а также рассматривать как офсетную высокую печать.
Типичная продукция высокой печати: малоформатная акцидентная продукция; визитные карточки; бланочная или формулярная печать; упаковка (флексографская печать); этикетки (флексографская и типографская печать); сумки с ручками и пакеты (флексографская печать).
Глубокая печать. Способ глубокой печати характеризуется применением форм с углублением печатающих элементов. Пробельные элементы на форме расположены в одной постоянной плоскости. На всю печатную форму (пробельные и печатающие элементы) при печати наносится краска, т.е. форма заливается ею. Перед печатью соответствующее средство (ткань или бумага для снятия краски или ракель) обеспечивает удаление печатной краски с пробельных элементов. Таким образом, она остается только в углублениях. Высокое давление и сипы адгезии обеспечивают перенос краски из углублений на запечатываемый материал. Принцип глубокой печати показан на рис. 16.
В типографиях нашла применение так называемая глубокая ракельная печать. Формы глубокой печати, как правило, цилиндрические. Особенность глубокой ракельной печати состоит в том, что на каждое цветоделенное изображение используется комплектный формный цилиндр (без формной пластины). Это означает, что в четырехкрасочной машине при каждом новом заказе должны быть заменены четыре отдельных формных цилиндра. Предприятие с частыми повторяющимися заказами вынуждено хранить большое количество этих цилиндров. Формные цилиндры глубокой печати обычно имеют значительный вес и требуют специальных транспортной и обслуживающей систем.
Глубокая печать с переменной глубиной ячеек, и прежде всего, с различными глубиной и площадью ячеек (полуавтотипная печать), позволяет достичь высокого качества продукции. Глубокая печать с переменной площадью ячеек (автотипная) сегодня не находит применения.
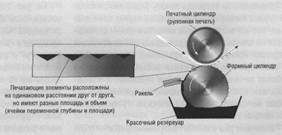
Рисунок 16 - Глубокая печать.
Традиционная глубокая печать (изменяется только глубина ячеек) также все больше теряет свое значение, так как изготовление печатных форм основывается на сложных, не поддающихся стандартизации процессах копирования и травления. По этой причине на практике добилась признания глубокая печать с переменными глубиной и площадью ячеек, которая в промышленном применении основана на электронно-механическом гравировании (с помощью резца).
Плоская печать (офсетная печать). Офсетная печать, имеющая на сегодняшний день наибольшее распространение, подробно рассмотрена в лекции 16 с описанием технологии печати и изготовления печатных форм, а также примерами машин и функциями красочного и увлажняющего аппаратов.
В этом способе печатающие и пробельные элементы находятся в одной плоскости. Печатающие элементы воспринимают краску, а пробельные участки ее отталкивают. Такой эффект объясняется поверхностными явлениями.
Варианты основных способов печати.
В круг технологических вариантов основных способов печатания, имеющих определенное промышленное значение, входят: литография (прямой способ печати с печатной формы из камня); фототипия (прямой способ печати); офсетной печати (непрямой способ печати); способ «Ди-лито» (прямой способ печати с офсетных печатных форм).
Литография была изобретена А. Зенефельдером в 1796 г. Воспроизводимое изображение с помощью специальной краски наносилось на камень. Перед окрашиванием камень был увлажнен, вследствие чего участки, свободные от изображения, не воспринимали краску
 Фототипия - следующий вид плоской печати. Его зарождение (1856) связывают с изобретателем АЛ.Пойтевином. Полутона при этом способе воспроизводятся без растрирования. Фототипией достигается очень высокое качество печати (например, отсутствует муар). На светочувствительный пигментно-желатиновый слой, находящийся на стеклянной основе, экспонируют негатив и сразу же проявляют. Образуются области различной степени набухания желатины при контакте с водой. После увлажнения печатной формы получаются различные степени восприятия краски ее участками. Как и литография, фототипия применяется только для художественной печатной продукции (с очень маленькими тиражами).
Фототипия - следующий вид плоской печати. Его зарождение (1856) связывают с изобретателем АЛ.Пойтевином. Полутона при этом способе воспроизводятся без растрирования. Фототипией достигается очень высокое качество печати (например, отсутствует муар). На светочувствительный пигментно-желатиновый слой, находящийся на стеклянной основе, экспонируют негатив и сразу же проявляют. Образуются области различной степени набухания желатины при контакте с водой. После увлажнения печатной формы получаются различные степени восприятия краски ее участками. Как и литография, фототипия применяется только для художественной печатной продукции (с очень маленькими тиражами).
Офсет- важнейший вид плоской печати, при котором краска с печатной формы переносится сначала на эластичный промежуточный носитель - резинотканевое полотно, а затем на запечатываемый материал. Принцип офсетной печати изображен на рис. 17. Чтобы на печатной форме достичь эффекта отталкивания краски, используют два метода, основанных на различном взаимодействии поверхности печатной формы и краски.
Рисунок 17- Офсетная печать (способ плоской печати).
В традиционном офсете печатная форма увлажняется увлажняющим раствором. Раствор очень тонким слоем с помощью валиков наносится на форму. Участки формы, не несущие изображения, гидрофильны, т.е. воспринимают воду, а участки, несущие краску, олео-фипьны (воспринимают краску). Пленка увлажняющего раствора препятствует передаче краски на пробельные участки формы. Так как этот способ наиболее широко распространен, с офсетной печатью вообще всегда связывают взаимодействие краски и увлажняющего раствора. Таким образом, для машины «офсетной печати» необходимы красочный и увлажняющий аппараты.
В сухом офсете поверхность формного материала краскоотталкивающая, что обуславливается нанесением силиконового слоя. Путем специального целенаправленного его удаления (толщина слоя около 2 мкм) открывается поверхность печатной формы, воспринимающая краску. Этот способ называют офсетом без увлажнения, а также часто "Сухим офсетом».
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 3453; Нарушение авторских прав?; Мы поможем в написании вашей работы!