КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология газовой сварки
|
|
|
|
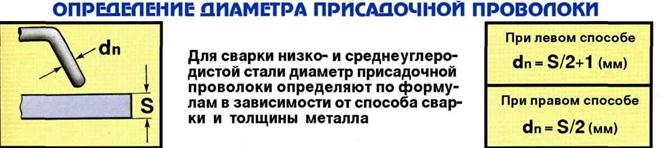
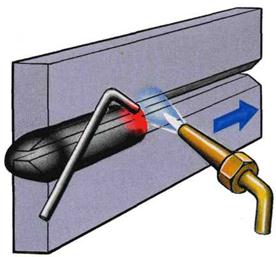
При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой — присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии 2—6 мм от конца ядра. Нельзя касаться поверхности расплавленного металла концом ядра, так как это вызовет науглероживание металла сварочной ванны. Конец присадочной проволоки должен находиться в восстановительной зоне пламени или быть погруженным в ванну.
 | |||
| |||
Скорость нагрева можно регулировать, изменяя угол наклона мундштука к поверхности свариваемого металла. Чем больше этот угол, тем больше тепла будет передаваться от пламени металлу, тем быстрее он будет нагреваться, и тем глубже проплавление.(провар) металла.
При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол мундштука а должен быть больше, чем при сварке металла тонкого или с низкой теплопроводностью. На рис. 152 показаны углы наклона, которых следует придерживаться при левой сварке стали.
 |
Распределения жидкого металла по шву, а также регулирования скорости плавления кромок и присадочной проволоки достигают соответствующим перемещением сварочного пламени по шву. На рис. 153 показаны способы перемещения конца мундштука по шву. Основным является перемещение мундштука вдоль шва. Поперечные и круговые движения концом мундштука являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы шва.
 | |||
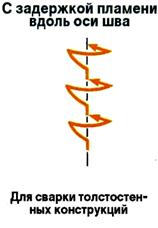 | |||
Способ 1 (см. рис. 153) применяют при сварке тонких листов, способы 2 и 3 — при сварке листов средней толщины. Нужно стремиться, чтобы металл ванны всегда был защищен от действия окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 4, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как это вызывает окисление металла кислородом воздуха.
Рассмотрим некоторые основные способы газовой сварки
Левая сварка (рис. 154). Наиболее распространённый способ, который применяют при сварке тонких деталей, а также деталей из легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку передвигают впереди пламени, которое направляют на еще не сваренный участок шва.
 |
На рис. 154 показана схема движения мундштука и проволоки, на рис. 54, в —углы наклона мундштука и проволоки. Мощность пламени при левой сварке стали берут от 100 до 130 дм3 ацетилена в час на 1 мм толщины металла.
Правая сварка (рис. 155). Горелку ведут слева направо, а присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и уже сваренный участок шва.
 |
Мундштуком производят лишь незначительные поперечные колебания, а при сварке стали толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и колебательными движениями перемешивают им жидкий металл, что облегчает удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва можно делать не 900, а 600-700, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.
правую сварку целесообразно применять при толщине металла свыше 3 мм, при сварке с разделкой кромок и при сварке металлов с высокой теплопроводностью, например красной меди. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл защищен факелом пламени, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой. По сравнению с левой сваркой скорость правой сварки на 10—20% выше, а экономия газов составляет 10—15%.
Правой сваркой сваривают сталь толщиной до 6 мм без скоса кромок, обеспечивая полный провар, без подварки с обратной стороны.
Мощность пламени при правой сварке берут от 120 до 150 дм3 ацетилена в час на 1 мм толщины металла (стали). Угол наклона мундштука к свариваемому металлу должен быть не менее 40°.
|
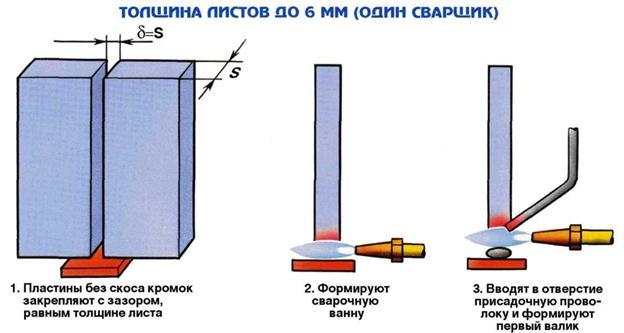
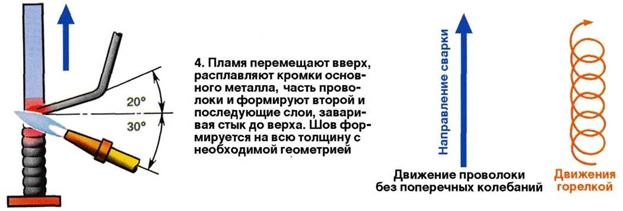
Сварка сквозным валиком (рис. 157). Листы устанавливают вертикально с зазором, равным толщины листа. Пламенем горелки расплавляют кромки, образуя круглое отверстие, нижнюю часть которого заплавляют присадочным металлом на всю толщину свариваемого металла. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия. Так поступают до тех пор, пока не закончат весь шов. При этом способе шов получается в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотный, без пор, раковин и шлаковых включений. При толщине от 6 до 20 мм сварку ведут с двух сторон два сварщика одновременно.
 | ||||
 | ||||
 |
Сварку ванночками (рис. 158) применяют для получения соединений встык и угловых (металл толщиной менее 3 мм) с присадочной проволокой. Когда на шве образуется ванночка диаметром 4—5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в темную, восстановительную часть пламени. В это время он делает мундштуком круговое движение,
переводя его в соседнее положение на шве. Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки во избежание окисления нужно всегда держать в восстановительной зоне пламени, а ядро не должно погружаться в ванночку во избежание науглероживания металла шва. Этот способ дает сварное соединение высокого качества при сварке тонких листов и труб из низкоуглеродистой и низколегированной стали облегченными швами.
Многослойная газовая сварка имеет следующие преимущества перед однослойной: дает меньшую зону нагрева металла; обеспечивает отжиг нижележащих слоев при наплавке последующих; возможность проковки каждого слоя шва перед наложением следующего. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная. Поэтому ее применяют только при сварке ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой очистить поверхность предыдущего слоя от окалины и шлаков.
Горизонтальные швы сваривают правым способом, но сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны (рис. 159). Сварочную ванну располагают под некоторым углом к оси шва, чем облегчается формирование шва, а жидкий металл удерживается от стекания.
 | |||
| |||
Вертикальными и наклонными швами (рис. 160) сваривают сверху вниз правым способом и снизу вверх левым или правым способами. Правый способ применяют при небольшой толщине металла, когда объем ванны мал и металл можно удерживать от стекания давлением газов пламени. При толщине более 5 мм применяют также способ сварки двойным валиком.
 |
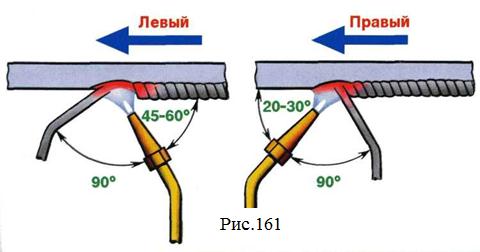
При. сварке потолочными швами (рис. 161) кромки нагревают до начала оплавления («запотевания») и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживают от стекания вниз прутком и давлением газов пламени, которое достигает 100—120 гс/см2. Пруток держат под малым углом наклона к свариваемому металлу. Сварку можно вести правым способом (рис. 161), так как при сварке левым способом под действием давления газов пламени расплавленный металл может затекать на недостаточно прогретые участки основного металла, что вызовет непровар в данном месте. Целесообразно также применять многослойные потолочные швы в несколько проходов с минимальной толщиной каждого слоя.
 |
Сварка тонкого металла (толщиной менее 3 мм) по отбортовке кромок без присадочного металла производится при зигзагообразных колебаниях мундштука в вертикальной плоскости (рис. 162, а). При сварке такого металла 1-3 мм) встык без снятия фасок мундштуком делают поперечные колебания в пределах ширины шва (рис. 162, б).
|
|
|
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 2190; Нарушение авторских прав?; Мы поможем в написании вашей работы!