КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пропорционально-интегральные регуляторы
|
|
|
|
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
ЛЕКЦИЯ 2
Интегральные регуляторы Выходная величина такого регулятора пропорциональна интегралу от входной величины. Коэффициент передачи определяет степень ввода в закон регулирования интеграла и является параметром настройки И- регулятора.
Дифференциальные регулирующие устройства И регуляторы не могут упреждать ожидаемые отклонения регулируемой величины реагируя только на уже имеющиеся в данный момент нарушения технологического процесса. В тоже время если регулируемая величина в какой-то момент времени начинает быстро отклоняться от заданного значения то это означает что на объект поступили значительные возмущения и что отклонения регулируемой величины в результате этого возмущения будут значительными. В этом случае желательно иметь регулятор который вырабатывал бы регулирующее воздействие пропорционально скорости отклонения регулируемой величины от заданного значения. Такой регулятор реагирует на скорость изменения регулируемой величины и формирует соответствующее воздействие.
ПИ регуляторы оказывают воздействие на регулирующий орган пропорционально отклонению и интегралу от отклонения регулируемой величины. Скорость перемещения исполнительного механизма в пи регуляторе пропорциональна как скорости изменения регулируемой величины так и самому изменению регулируемой величины. В пи регуляторе при отклонении регулируемой величины от заданного значения мгновенно срабатывает пропорциональная часть регулятора а затем воздействие на объект постепенно увеличивается под действием интегральной части регулятора. Параметрами настройки пи регулятора являются коэффициент пропорциональности к и постоянная времени интегрирования, которую принято называть временем изодрома. При поступлении на вход регулятора постоянного сигнала х=х в начальный момент времени мгновенно срабатывает пропорциональная составляющая и на выходе регулятора появляется сигнал. В дальнейшем по закону линейно начинает нарастать выходной сигнал от интегральной составляющей и при т= Е выходной сигнал достигает высокого значения.
Пропорционально-интегрально-дифференциальные регуляторы.
Пропорционально-дифференциальные регуляторы. ПД регуляторы оказывают воздействие на регулирующий орган пропорционально отклонению регулируемой величины и скорости ее отклонения.
Постоянная времени Т называется постоянной времени дифференцирования Она определяет величину составляющей регулирующего воздействия по скорости. В динамическом отношении ПД регулятор представляет собой параллельное соединение усилительного и идеально - дифференцирующего звеньев.
ПИД регуляторы воздействуют на регулирующий орган пропорционально отклонению х регулируемой величины, интегралу этого отклонения и скорости изменения регулируемой величины. При скачкообразном изменении регулируемой величины идеальный ПИД регулятор в начальный момент времени оказывает мгновенное бесконечно большое воздействие на регулирующий орган затем величина падает до значения определяемого пропорциональной частью регулятора после чего как и в ПИ регуляторе постепенно начинает оказывать влияние астатическая часть регулятора.
Параметрами настройки регулятора являются коэффициент пропорциональности регулятора постоянная времени интегрирования и постоянная времени дифференцирования. Этот регулятор по возможностям настройки является более универсальным по сравнению с другими регуляторами. С его помощью можно осуществлять различные законы регулирования. Так при Тд =0 и бесконечно большой величине Ти получаем П регулятор при Тд =0 получаем ПИ регулятор при бесконечно большой величине Ти и конечных значениях Кр и Тд получаем ПД регулятор.
Классификация автоматических регуляторов
По конструктивным признакам подразделяются на аппаратные приборные агрегатные и модульные.
Аппаратного типа представляют собой единое целое со структурной схемой и используются как автаномные средства автоматизации Они имеют встроенные измерительные приборы для контроля за действительным значением регулируемой величины комплектуются первичными измерительными преобразователями задающими устройствами.
Регуляторы приборного типа работают только в комплекте с вторичным измерительным прибором. Приборные регуляторы не имеют непосредственной связи с первичным измерительным преобразователем. Сигнал об отклонении регулируемой величины от заданного значения поступает на вход приборного регулятора от вторичного измерительногоь прибора. Заданное значение в приборе сравнивается с действительным значением регулируемой величины определяемым положением подвижной измерительной системы прибора и разность подается на вход регулятора. Достоинство этих регуляторов то что они не требуют установки дополнительных первичных измерительных преобразователей и прокладки от них до регуляторов линий связи.
Автоматические регуляторы построенные по блочному типу состоят из отдельных унифицированных блоков выполняющих определенные функции Это позволяет проектировать из блоков автоматические регуляторы различного функционального назначения.
Автоматические регуляторы построенные по модульному принципу состоят из отдельных модулей выполняющих простейшие операции.
По энергетическим принципам регуляторы подразделются на регуляторы прямого действия и регуляторы непрямого действия. В первых энергия извне не подается во вторых энергия подается извне и подразделяются на электрические (электромеханические, электронные), пневматические гидравлические и комбинированные.
По виду используемой энергии электрические, пневматические, гидравличесчкие, комбинированные. По характеру изменения регулирующего воздействия с линейным и нелинейным законом регулирования.
Многоканальные
Самонастраивающие
Оптимальные
цифровые регуляторы реализующие режим управления технологическим процессом с помощью микро и мини- ЭВМ.
Структурные схемы промышленных регуляторов.
Схемы пропорциональных регуляторов.
Схемы пропорционально-интегральных регуляторов.
Схемы пропорционально-интегрально-дифференциальных регуляторов
Схемы релейно-импульсных регуляторов с исполнительными механизмами постоянной скорости.
Позиционные регуляторы
Регулирующие органы
Электрические позиционные регуляторы (терморегуляторы)
Синтез автоматических систем и определение оптимальных параметров настройки регуляторов (Структурный синтез автоматических систем).
Синтез инвариантных систем
(системы с компенсацией возмущения, каскадные системы)
Принципы синтеза оптимальных (экстремальных) систем
Определение оптимальных параметров настройки регуляторов.
Графоаналитические методы определения оптимальных настроек
Определение оптимальных параметров настройки ПИ регулятора из режима вынужденых колебаний разомкнутой системы.
Организованный поиск оптимальных параметров настройки регуляторов.
Алгоритмический метод настройки аналоговых ПИД регуляторов.
Определение оптимальных параметров настройки двухпозиционных регуляторов.
5.1 Автоматизаия управления термообработкой
Применение термообработанного сплава Д16Т позволяет на 60% уменьшить массу агрегатов по сравнению со стальными. Современные дюралюмины - это многокомпонентные сплавы на основе системы А1-Cu-Mg с добавками марганца и других элементов. Помимо меди и магния в дюралюмине всегда содержатся марганец и примеси железа и кремния. Медь и магний - основные компоненты, обеспечивающие упрочнение сплавов. Марганец является обязательной присадкой, измельчающей структуру, повышающей прочность и коррозионную стойкость. Железо и кремний - неизбежные примеси. Железо является вредной примесью, снижающей прочность и пластичность дюралюмина. Кремний до некоторой степени устраняет вредное влияние железа, связывая его в более легко разрушаемую при деформации фазу.
Дюралюмины способны обеспечивать высокие механические свойства (на уровне углеродистых сталей), обладая в то же время малым удельным весом. Это делает их очень ценным конструкционным материалом для многих областей техники.
Наибольшее применение среди дюралюминов нашли сплавы Д1 и Д16, которые широко используют в машиностроительной промышленности. Из них изготовляют листы, профили, трубы, проволоку, штамповки и поковки (рис.1).




Рис.1 Полуфабрикаты из дюралюмина
Для обеспечения высокой прочности дюралюмин подвергают закалке и естественному или искусственному старению. Чтобы уяснить причины упрочнения сплавов при термической обработке, рассмотрим фазовый состав и превращения в двухкомпонентном сплаве, состоящем из алюминия и 4% меди.
Равновесная структура сплава при комнатной температуре представляет собой α твёрдый раствор, содержащий около 0,5% меди, и включения интерметаллидов типа СuАl2, При такой структуре сплавы обладают низкой прочностью и хорошей пластичностью. Для максимального упрочнения сплавов термической обработкой необходимо решить две задачи:
Повысить прочность основной части структуры, т.е. кристаллов α твёрдого раствора;
Обеспечить образование вместо относительно крупных избыточных кристаллов интерметаллида СuАl2, большого количества мельчайших вторичных выделений, препятствующих движению дислокаций.
Известно, что напряжение, необходимое для «проталкивания» дислокации между частицами, разделёнными расстоянием L, равно: τ = G∙ϐ/L, где G - модуль сдвига, ϐ - вектор Бюргерса дислокации.
Следовательно, чем мельче частицы, тем больше их количество, меньшее расстояние L между ними и большее напряжение «проталкивания». Отсюда, чем мельче частицы, тем больше их упрочняющее воздействие. Скольжение дислокаций осуществляется путём проталкивания их между этими частицами. По мере того, как расстояние между частицами уменьшается, напряжение «проталкивания» дислокаций между препятствиями возрастает, что и приводит к упрочнению. Именно поэтому максимальный эффект упрочнения наблюдается при тех режимах старения, при которых образуются дисперсные, равномерно распределённые на небольших расстояниях одна от другой метастабильные промежуточные фазы. Укрупнение частиц приводит к уменьшению их количества, увеличивает расстояния между ними и способствует снижению прочности и твёрдости. Режим упрочняющей обработки дюралюминов разных марок отличаются незначительно, но особенностью их термической обработки является необходимость жёсткого соблюдения рекомендованной температуры нагрева под закалку. Особенностью термообработки дюрали является очень узкий интервал закалочных температур. Если сплав недогреть, то не происходит растворения вторичных фаз и эффекта закалки не будет. Если сплав перегреть, то по границам зерен появляется жидкая фаза, происходит усадка, образуется микропористость и резко снижаются прочность и пластичность. После нагрева и выдержки перенос деталей из печи в закалочный бак должен проводиться очень быстро (не более 30 сек). Поэтому для закалки алюминиевых сплавов строят специальную печь. После закалки проводят старение. Для жаропрочных дюралей применяют искусственное старение (120-1600 С) от 4 до 12 часов.
Так, например, для Д16 температура закалки должна составлять 495...505 °С. Это требование объясняется тем, что указанные температуры весьма близки к температуре начала плавления. Превышение рекомендуемых температур вызывает оплавление границ зёрен и вызывает резкое снижение пластичности. Что касается режимов старения, то они могут быть разнообразными. Так при естественном старении сплава Д16 максимальная прочность достигается через 4 суток.
Первой упрочняющей операцией для дюралюмина является закалка. Возможность применения закалки основана на наличии переменной растворимости меди в алюминии. Её цель - получить в сплаве неравновесную структуру пересыщенного твёрдого раствора с максимальной концентрацией меди. Закалка заключается в нагреве сплава несколько выше линии переменной растворимости (но не выше солидуса) с последующим резким охлаждением в холодной воде.
При нагреве происходит полное растворение вторичных кристаллов СиАl2, и сплав приобретает однофазную структуру α твёрдого раствора с высокой концентрацией меди (около 4%). В результате быстрого охлаждения распад высокотемпературного твёрдого раствора не успевает происходить, несмотря на понижение растворимости меди. Таким образом, при комнатной температуре удается зафиксировать пересыщенный твёрдый раствор меди в алюминии с сильно искажённой кристаллической решёткой. Это искажение решётки твёрдого раствора способствует торможению дислокаций и вызывает повышение прочности сплава.
Так, например, отожжённый дюралюмин Д16 имеет предел прочности 220 МПа, а непосредственно после закалки около 300 МПа. Однако наибольшее упрочнение происходит при последующем старении.
Старение представляет собой выдержку закалённого сплава при сравнительно невысоких температурах, при которых начинается распад пересыщенного твёрдого раствора или подготовительные процессы, предшествующие его распаду.
При старении изменение структуры и свойств в зависимости от температуры и времени выдержки происходит в несколько этапов.
На первом этапе в решётке твёрдого раствора образуются субмикроскопические зоны с высокой концентрацией меди. Если в основном пересыщенном растворе содержится около 4% меди (в рассматриваемом сплаве Аl + 4% Cu), а в соединении CuАl2, которое должно выделиться в конечном счёте из раствора - 52% Cu, то в этих зонах концентрация меди промежуточная и возрастает по мере развития процесса. Эти зоны получили название зоны Гинье-Престона, или зон Г.П.. В сплавах типа дюралюмин они имеют пластинчатую форму, а их кристаллическая структура такая же, как и у твёрдого раствора, но с меньшим параметром решётки.
Сущность второго этапа процесса заключается в некотором росте зон Г.П., обогащении их медью до концентрации, близкой к соединению СuAl2, и упорядочении их структуры.
Для нагрева деталей под закалку, для термообработки высоколегированных и быстрорежущих сталей, отжига стальной проволоки и ленты обычно использовались высокотемпературные печи СНО-4.8.2,5/13-И2. В таких печах металл нагревается за счет тепла выделяющегося при прохождении электрического тока по спиралям изготовленным из жаропрочных металлов с большим электросопротивлением. Предельная температура нагрева элементов из наиболее жаростойких сплавов достигает 13000С при стойкости 100 часов.
Печь состоит их рабочей камеры, образованной футеровкой из слоя огнеупорного кирпича, изолированной от металлического кожуха теплоизоляционным слоем. Оборудование управления печью значительно устарело, хотя сами печи и их силовые части находились в рабочем состоянии. На таких печах обычно устанавливались круговые бумажные самописцы (рис.1), которые выполняли функцию регулирования. Данные по температуре снимались с термопар, установленных на сводах печей.

Рис.1 Круговой бумажный самописец
При обследовании объекта управления специалистами завода было решено оставить без замены и модернизации сами печи и заменить только системы управления с возможностью как локального, так и автоматического управления со сбором данных на рабочем месте дежурного термиста.
Регулирование рабочей температуры в электрических печах сопротивления производилось изменением поступающей в печь мощности. Регулирование подводимой к печи мощности могло быть произведено периодическим отключением и подключением трансформаторов печи к питающей сети (двухпозиционное регулирование). Такая схема позволила просто заменить самописцы-регуляторы более современными контроллерами, повторив алгоритм управления.
Был предложен следующий алгоритм работы системы.
Контроллер посылает управляющий сигнал на магнитные пускатели, которые подают напряжение 380В на повышающие трансформаторы для включения нагревательных тэнов.
Нормированный сигнал с термопары через преобразователь сигнала термпопар поступает на аналоговый вход контроллера. Поддержание заданного уровня температуры достигается путем временного отключения питания с трансформаторов. С пульта на внешнем шкафу управления задается кривая нагрева.
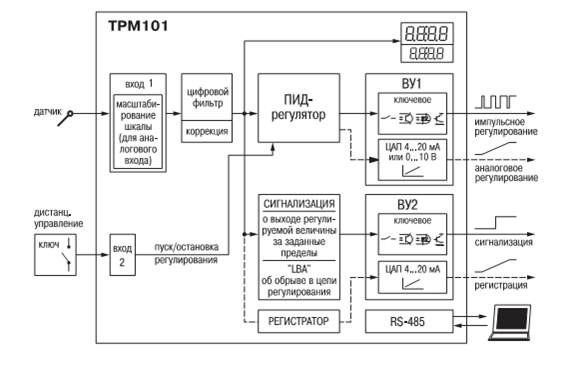
Рис.2 Схема подключенич датчика к объекту упраления
Температура в печи растет до значения Т +1/2ΔТ, где Т – заданная температура, ΔТ – заданный интервал температуры, в пределах которого происходит регулирование (гистерезис температуры). В этом момент контроллер отключает печь.
За счет поглещения теплоты нагреваемым телом и потерь в окружающее пространство температура снижается до значения Т -1/2ΔТ, после чего контроллер вновь выдает команду на подключение печи к сети. При этом задаются температура, время предварительного нагрева и время выдержки при данной температуре и окончательная температура, при которой производится закалка.
Данные от контроллера печи по протоколу ModbusRTU интерфейса RS-485 поступают на пост дежурного термиста.



Рис.3 Установка термообработки с системой управления
Разработанная установка относится к новому поколению оборудования с компьютерным управлением для термообработки изделий. Система управления установки «УВТ», построенная на базе компьютера (верхний уровень) и промышленного терморегулятора ОВЕР ТРМ 101 (нижний уровень), относится к классу систем, предназначенных для управления процессами путем изменения различных параметров, основным из которых является температура обработки.
Система управления является иерархической по информационной модели, функциям управления и программному обеспечению. Технические средства терморегулятора обеспечивают автономную работу системы управления без верхнего уровня. Для оперативного управления технологическим процессом применяется малогабаритный пульт управления. В соответствии со схемой термической обработки разработаны следующие
Прибор ТРМ 101 в комплекте с первичным преобразователем предназначен для измерения физического параметра контролируемого объекта, отображения измеренного параметра на встроенном цифровом индикаторе а также формирования сигналов управления встроенными выходными устройствами, которые осуществляют регулирование измеряемого параметра.
Терморегулятор преобразует входные аналоговые сигналы от датчиков температуры. Микропроцессор получает информацию о текущей температуре с точностью 0,1 градуса Цельсия и обеспечивает её первичную обработку (достоверность, выбраковка, усреднение) для формирования массива данных, включающего текущую и заданную температуры, скорость изменения температуры, производную скорости температуры. Данные массивов служат исходной информацией для алгоритмов технологической задачи.
При управлении процессом термообработки важно выполнение технологических ограничений, качество выпускаемой продукции, автоматическое обнаружение неисправностей, анализ аварийных и внештатных ситуаций.
На базе персонального компьютера организовано автоматизированное рабочее место оператора-технолога, обеспечивающее индикацию и нагревательных параметров технологического процесса, сигнализацию нарушений режима обработки. Ввод, редактирование числовых значений программы термообработки осуществляется из окна "Программирование" после ввода соответствующего пароля.
Задание управляющих воздействий и ввод программируемых параметров технологического процесса осуществляется с помощью клавиш, отображаемых на сенсорном мониторе компьютера.
Основное окно интерфейса оператора отображает текущее состояние установки (цвет элемента: красный – выключен или закрыт, зелёный – включён или открыт) и текущие значения параметров процесса термообработки (давление вакуумной схемы, температура и скорость изменения температуры при закалке и отпуске).
Программное обеспечение верхнего уровня обеспечивает:
-) отображение состояния механизмов и датчиков установки на мониторе компьютера;
-) индикация текущих значений параметров установки в реальном масштабе времени;
-) ввод, редактирование и просмотр программ нагрева;
-) выход на режим закалки и отпуска по программе;
-) возможность регистрации параметров процесса закалки и отпуска,
архивирование результатов.
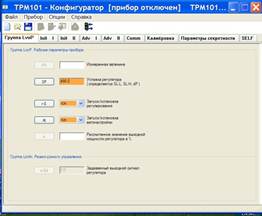 |
Рис.4 Диалоговое окно для установки параметров термообработки
Конфигуратор служит для удаленного (по сети RS-485) программирования прибора ТРМ101 с помощью персонального компьютера и имеет графический интерфейс.
Конфигуратор позволяет Конфигуратор позволяет:
считывать программируемые параметры из прибора в ПК;
записывать программируемые параметры из ПК в прибор;
создавать конфигурацию, т.е. задавать набор определенных значений программируемых параметров;
сохранять конфигурацию в файле;
запускать и останавливать ПИД-регулирование;
задавать параметры, запускать и останавливать автонастройку;
устанавливать защиту от несанкционированного изменения программируемых параметров прибора.
К компьютеру с помощью адаптера можно подключить до 32 приборов.
При подключении нескольких приборов к одному COM- порту через адаптер АС3 образуется сеть. Сетевые параметры должны быть одинаковыми для всех приборов, но каждый прибор в сети должен иметь индивидуальный базовый адрес. Конфигуратор работает с каждым из приборов в сети по очереди.
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 4124; Нарушение авторских прав?; Мы поможем в написании вашей работы!