КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Процессы изменения геометрии деталей
|
|
|
|
На эксплуатационные характеристики автомобиля могут.оказывать влияние любые изменения геометрии деталей: размеров, формы, взаимного расположения и шероховатости поверхностей. Рассмотрим наиболее характерные процессы изменения геометрии деталей.
Пластическая деформация деталей наблюдается при создании в материале детали напряжений, превышающих пределы текучести — σт или временный предел прочности — σ в (аналогично и по касательным напряжениям). При эксплуатации автомобилей объяснение причин пластических деформаций деталей обычно не вызывает затруднений (всем понятно, почему изогнулся бампер, если автомобиль наехал на столб).
На рис. 1.18 показан шатун, подвергшийся деформации после обрыва шатунного болта, крепящего крышку.
На рис. 1.19 показан поршень, разрушившийся при перегрузках, возникших вследствие попадания в цилиндр охлаждающей жидкости, которая в момент запуска двигателя оказалась «запертой» клапанами в цилиндре. Удар поршня о несжимаемую жидкость привел к разрушению поршневого пальца и поршня.

|

Релаксация напряжений — это процесс изменения геометрии детали за счет ползучести материала под действием внутренних напряжений, которые часто остаются в детали после ее изготовления (при гибке, штамповке, литье, механической обработке и т.д.).
Правильно разработанный и исполненный технологический процесс изготовления детали исключает деформацию детали за счет релаксации напряжений, превышающую допуск на размеры. Однако нарушение процесса может приводить к скрытым дефектам, которые обнаруживаются только спустя много времени уже при эксплуатации автомобиля.
Температурное расширение — это процесс увеличения линейных и объемных размеров конструкционных материалов при повышении их температуры.
С учетом этого явления, например, поршень при комнатной температуре должен иметь овальную форму днища и коническую боковую поверхность, что обеспечивает образование правильной цилиндрической формы, когда поршень нагрет до рабочей температуры. Следует учитывать изменение зазоров в сопряжениях деталей автомобиля при их нагреве, так как при перегреве может происходить заклинивание деталей, а в некоторых случаях зазоры в сопряжениях увеличиваются. Все это влияет на эксплуатационные характеристики автомобиля.
На рис. 1.20 показан поршень, разрушившийся при перегреве двигателя и заклинивании поршневых колец с головкой поршня в цилиндре. Поршень оборвался по плоскости отверстий для пропуска масла, снимаемого маслосъемным кольцом. Поверхность разрушения имеет характерные забоины, возникшие при ударах движущегося поршня о свою оторванную часть. При этом оторванная головка поршня ударами о поршень, головку блока цилиндра и его стенки может быть

|
деформирована до формы комка (рис. 1.21).
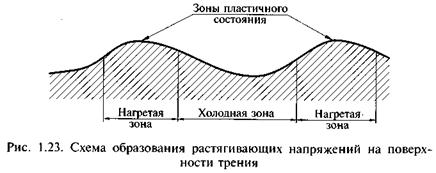
Специфическим вариантом температурного расширения является фрикционное растрескивание. Это явление обычно наблюдается на чугунных трущихся деталях: нажимных дисках сцепления, маховиках, тормозных барабанах и дисках (рис. 1.22).
Трещины возникают вследствие накопления в поверхностном слое растягивающих напряжений, которые образуются следующим образом. При трении шероховатой и волнистой поверхности контакт происходит по выступам (рис. 1.23), которые нагреваются до пластичного состояния (всем известен процесс сварки трением).
Прилегающие к точкам контакта зоны тоже нагреваются, вследствие этого металл расширяется и вдвигается в податливую пластичную зону, поскольку холодная зона оказывает большое сопротивление сдвигам. После завершения трения пластичные зоны застывают, а остывающий металл нагретых зон сжимается, но поскольку застывшая пластичная зона не позволяет ему свободно занять свое прошлое пространство, в поверхности детали образуются растягивающие напряжения. С течением времени напряжения достигают значительных величин и, если металл хрупкий (не обладает текучестью),

|
Рис. 1.22. Фрикционное растрескивание нажимного диска сцепления
то при напряжениях, превышающих предел прочности (т.е. при σ ≥ σ в) на поверхности детали появляются трещины.
Следует иметь в виду, что механическая обработка металлов (в частности шлифование) сопровождается такими же явлениями. При нарушении режимов шлифования в поверхностном слое могут возникать большие растягивающие напряжения, которые впоследствии могут привести к раннему образованию усталостных трещин.
Наличие растягивающих напряжений в поверхностном слое часто наблюдается при шлифовании тонкого листового металла. При снятии с магнитного стола шлифовального станка тонкий лист выгибается и принимает «тарельчатую» форму. Для снятия напряженных слоев при шлифовании, деталь приходится долго «выхаживать», т.е. шлифовать с малой подачей или применять особый технологический процесс — суперфиниширование.
Облитерация — это процесс наращивания на поверхность детали частиц среды, в которой находится деталь. При этом меняются размеры и форма контуров детали, что сказывается на процессах взаимодействия детали с окружающей средой.
На рис. 1.24 показаны клапаны газораспределительного механизма двигателя, покрытые слоем нагара. Нагар является, главным образом, закоксовавшимися углеводородами, из которых состоит топливо и моторное масло, попадающее на тарелку клапана через зазор между стержнем и направляющей клапана (наиболее толстые слои нагара чаще наблюдаются на впускных клапанах). Естественно, что такая форма клапана влияет на протекание потоков газа при впуске горючей смеси, при этом могут возникать особые турбулентности, увеличиваться газодинамические сопротивления и ухудшаться наполняемость цилиндра горючей смесью.
Облитерации могут подвергаться топливные жиклеры, трубопроводы, масляные и топливные каналы в деталях соответствующих систем двигателя, полости, через которые циркулирует жидкость в системе охлаждения, и т.п. При этом меняются режимы работы автомобиля и его эксплуатационные характеристики. В определенных условиях может происходить естественным образом самоочищение деталей, при этом отказы и неисправности будут самоустраняться, т.е. проявляться как сбои в работе.
Износ — это процесс изменения геометрии деталей вследствие трения. Трение и износ не являются до конца изученными явлениями, поэтому для их объяснения используют различные виды классификаций по внешним признакам. Различают трение качения, скольжения, верчения, сухое, граничное, жидкостное, с контактом по плоскости, линии, точке. Для описания износов часто используют такую классификацию [30]:
износ первого рода — адгезионный (молекулярно-механиче-ский);
износ второго рода — тепловой, задир;
окислительный износ;
усталостный износ — питтинг;
абразивный износ;
фреттинг-коррозия;
эрозия.
Рассмотрим подробнее особенности этих видов износа.
Износ первого рода — это молекулярно-механическое взаимодействие трущихся поверхностей, когда контакт происходит по вершинам микровыступов при очень больших удельных давлениях. Микровыступы слипаются (свариваются), и при смещении поверхностей «сваренные мостики» разрушаются, вновь образуются и т.д. Продукты разрушенных мостиков (по аналогии с контактной сваркой — брызги из-под электродов) выносятся из зоны трения, что меняет геометрию детали. Интенсивность такого износа низкая (нормальная), поверхность получается гладкой, блестящей.

|

|
Рис. 1.25. Ось дифференциала, разрушенная задиром в сопряжении с сателлитом.
Следует отметить, что профиль поверхности трения не воспроизводится ни при каком виде механической обработки.
Износ второго рода {тепловой износ, задир) — это процесс сваривания больших участков трущихся поверхностей, сопровождающийся наволакиванием металла, образованием рисок. Такой износ наблюдается при ненормальных условиях трения: больших давлениях и скоростях скольжения, повышенной температуре. Интенсивность износа очень большая, износ может наблюдаться как при скольжении, так и при качении.
На рис. 1.25 показана ось дифференциала переднеприводного автомобиля ВАЗ, имеющая задир в сопряжении с сателлитами, возникший при интенсивном буксовании автомобиля вперед и назад, что привело к полному разрушению оси. На рис. 1.26 и 1.27 показаны коленчатый вал и вкладыш подшипника со следами задира трущихся поверхностей.
На рис. 1.28 и 1.29 показаны наружная и внутренняя обоймы двухрядного самоустанавливающегося подшипника с задиром, причиной которого явилась неправильная сборка (отсутствие осевого зазора и заклинивание шариков при малом угле сферической поверхности наружной обоймы).

Окислительный износ — это процесс образования на поверхности трения окисных пленок, более твердых и хрупких, чем основной металл. Такая пленка на относительно мягкой подложке под действием нагрузок в зоне контакта трущихся тел то разрушается, то вновь образуется и т.д. Окислы выбрасываются из зоны трения, геометрия детали меняется по аналогии с тем, как колеса автомобиля выбрасывают замерзающие на луже льдинки, и образуется колея. Интенсивность окислительного износа низкая (нормальная), поверхность трения гладкая, блестящая.
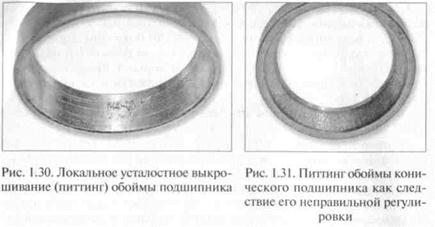
Усталостный износ (питтинг) — это процесс образования в поверхностном слое детали, испытывающей циклические нагрузки, усталостных трещин, которые, замыкаясь, приводят к отшелушиванию поверхностного слоя. Питтинг обычно наблюдается в подшипниках качения (рис. 1.30, 1.31, 1.32, 1.33) и на поверхности зубьев шестерен (рис. 1.34).

|
Низкая долговечность подшипников качения по выкрошива-нию поверхностей трения может быть обусловлена рядом причин. Первой причиной могут быть ошибки конструктора при выборе размера подшипника. Нарушение посадок обойм подшипника (вращающихся и стоящих) также может быть причиной ускоренного питтинга.

|
|
При работе подшипника только часть стоящей обоймы воспринимает нагрузку, где и будет происходить накопление усталостных повреждений. Поэтому стоящую обойму следует устанавливать по скользящей или переходной посадке, которая позволит ей эпизодически при возникающих перегрузках проворачиваться и вводить в работу те участки обоймы, в которых усталостные трещины еще не возникли. Вращающуюся обойму устанавливают по тугой посадке, поскольку при работе подшипника нагрузку воспринимает вся рабочая поверхность обоймы.
Дополнительной причиной интенсивного питтинга может служить неправильная сборка подшипникового узла. На рис. 1.31 показана обойма радиально-упорного подшипника, который при сборке был «перетянут», т.е. в подшипнике при отсутствии осевого зазора действовала большая осевая сила, возникшая при неправильной регулировке. В этих условиях конический подшипник работал как упорный. Вследствие этого выкрашивание наблюдается равномерно по всей поверхности обоймы в виде мелких точек.

|
Следует иметь в виду, что при длительной работе подшипника запиттингованная поверхность может подвергаться повторному износу, и при этом выравниваться, как это показано на рис. 1.32.
Выкрашивание может наблюдаться и на роликах или шариках подшипников — раньше на тех, которые в пределах допуска имеют больший диаметр и воспринимают большую нагрузку (см. рис. 1.33).
Аналогичные процессы протекают и на зубьях шестерен (см. рис. 1.34).
В некоторых случаях питтинг, т. е. усталостное отшелушивание поверхностного слоя, может провоцировать растрескивание обоймы подшипника качения или тел качения. На рис. 1.35 показан шарик однорядного подшипника, расчлененный усталостной трещиной на две части. Трещина прошла через зону наиболее интенсивного выкрашивания, которая при длительной работе подшипника подверглась вторичному износу, т.е. начала заглаживаться.
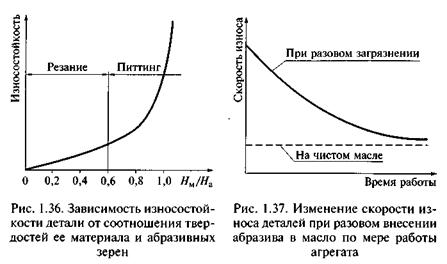
Абразивный износ — это процесс износа при попадании в зону трения посторонних частиц с размерами, превосходящими толщину масляного слоя между трущимися поверхностями. В зависимости от соотношения твердости металла Нм и твердости абразива На абразивный износ проявляется в виде микрорезания или в виде интенсивного питтинга (рис. 1.36).
Скорость абразивного износа τа пропорциональна концентрации абразива:
τа = τ0 + τ1ау,
где τ0 — скорость износа на чистом масле; τ1а — скорость абразивного износа при единичной концентрации; у — концентрация абразива в процентах.

|
Попадая в зону трения, абразивные зерна дробятся, что снижает их агрессивность, поэтому при разовом загрязнении масла в агрегате скорость износа деталей от времени работы уменьшается

|
Рис. 1.35. Усталостное разрушение шарика подшипника
в соответствии с рис. 1.37. Если масло загрязняется с постоянной скоростью, то скорость износа будет нарастать в соответствии с рис. 1.38.
Отсюда следует очень важное замечание. Проводя замену масла в агрегате автомобиля, нужно исключить попадание свежего абразива в масло, иначе заливаемое масло может оказаться для агрегата хуже, чем заменяемое. То же самое можно отнести и к консистентным смазкам (если пресс-масленку не очищать тщательно от грязи, то лучше не шприцевать вообще).
Фреттинг-коррозия — это разновидность окислительного износа, наблюдающаяся в подшипниках и прессовых посадках, когда поверхности совершают колебательные движения с амплитудой до 0,025 мм. В этом случае под шариками или роликами образуются лунки (ложное бринеллирование), а на поверхности валов и ступиц — язвы. Если зона контакта хорошо смазана, то поверхности могут оставаться блестящими, а если поверхности сухие, то язвы могут быть заполнены ржавчиной.
На рис. 1.39 показана крестовина карданного вала, на цапфах которой при работе возникли лунки в местах расположения роликов игольчатого подшипника. При работе карданной передачи части карданного вала образуют угол не более 6°. Ролики покачиваются на месте и дробят окисные пленки,
|


|
которые образуются в зоне контакта с цапфой. Со временем в этом месте возникает лунка.
Фреттинг-коррозия наблюдается и на торцах цапф, контактирующих с донышком корпуса игольчатого подшипника, образуя специфическую поверхность (рис. 1.40).
На рис. 1.41 показана поверхность крестовины дифференциала в том месте, где она зажимается между чашками корпуса и работает как вал, запрессованный в отверстие.
Как видно из рис. 1.41, фреттинг-коррозия создает специфическую поверхность деталей в прессовых посадках.

|
Наиболее эффективным методом борьбы с фреттинг-коррозией является исключение условий для возникновения колебаний в зоне контакта деталей. Это может быть достигнуто уменьшением из-гибных и крутильных колебаний деталей, созданием оптимального натяга в прессовых посадках. Следует учитывать, что продукты износа (окислы) имеют больший объем, чем объем окисленного металла. Поэтому может наблюдаться самоустраняющийся фреттинг в прессовых посадках за счет того, что по мере работы сопряжения натяг будет увеличиваться, и раскачивания в сопряжении могут уменьшаться.
Сложная взаимосвязь физико-химических процессов при фреттинг-коррозии, а также влияние большого числа факторов, определяющих активность этих процессов в каждом конкретном случае, затрудняет разработку универсальных методов защиты от фреттинг- коррозии.
Эрозия — процесс изменения геометрии детали под действием струй жидкости или газа. Интенсивность эрозии зависит от агрессивности среды, характерным является наличие латентного (скрытого) периода в начале износа, когда износ не обнаруживается. График изменения износа образца под действием струи воды при разной ее температуре показан на рис. 1.42.
В автомобиле эрозии часто подвергаются клапаны газораспределительного механизма (рис. 1.43), жиклеры карбюратора, детали амортизаторов.
Следует подчеркнуть, что используемое на практике понятие «прогар клапана» не является обоснованным, поскольку горение происходит при температуре выше температуры плавления металла, а на тарелке клапана обычно не наблюдается следов оплавленности. Эрозионное разрушение тарелки больше похоже на скол ее части.
Наиболее сложным во внешних проявлениях является эрозионно-механический износ, когда в износе одновременно участвуют струи жидкости или газа и механическое истирание.

На рис. 1.44 показано кольцо торцового уплотнения коробки передач с гидроуправляемыми фрикционами. Конструкция торцового уплотнения выполнена таким образом, что стоящее кольцо с уплотнительной манжетой прижимается к вращающемуся диску давлением масла. При этом на рабочей поверхности кольца по всей его периферии создается равное давление, однако кольцо часто изнашивается неравномерно (косо).
Экспериментально установлено, что чаще всего косой износ наблюдается при плохом качестве притирки кольца, когда неплоскостность рабочей поверхности превышает 0,004 мм. Объяснением данного явления может служить эрозионный износ, возникающий при протекании масла (рабочее давление масла составляет 1 МПа) через щель между кольцом и сопряженным с ним диском. В этом случае идет эрозия локального участка кольца, что в конечном счете приводит к его косому износу. Круговые следы натертостей на рабочей поверхности кольца являются следствием механического истирания.

|
Рис. 1.43. Эрозия клапана двигателя внутреннего сгорания
Эрозионно-механический износ в автомобиле наблюдается в плунжерных парах топливной системы дизелей, амортизаторах и других подобным образом работающих сопряжениях.
Износ электрических контактов — это результат процессов механического взаимодействия контактирующих тел при протекании электрического тока через зону их контакта. Электрические

контакты, имеющие место в конструкции электрооборудования автомобилей, можно различать по кинематическим признакам на скользящие, разрывные и неподвижные.
Механическое изнашивание скользящих контактов проявляется в той же форме, что и в обычных парах трения, с той особенностью, что рабочие нагрузки таких контактов обычно невелики. Механический износ разрывных контактов вполне естественно носит усталостный характер, поскольку они испытывают циклическую нагрузку.
Электрическое изнашивание контактов проявляется в следующих видах: перенос ионов материала одного элемента на другой; электрический пробой окисных пленок на поверхностях, приводящий к увеличению сил молекулярного сцепления между чистыми металлами и глубинному вырыванию; искрение и дугообразование, приводящее к выделению большой энергии в зазоре между контактами и разбрызгиванию или испарению металла, что сопровождается резким ухудшением качества поверхности, а это, в свою очередь, увеличивает механический износ.
Условия трения скользящих контактов (щетка — коллектор) в конструкции автомобильного стартера характеризуются тем, что щетки разной полярности скользят по одной дорожке трения. В генераторе щетки разной полярности скользят по разным кольцам. При прохождении тока от щетки к кольцу (анодно-поляризованная щетка) коэффициент трения в контакте меньше, чем для катодно-поляризованной щетки. Увеличение плотности тока в контакте (А/см2) всегда снижает коэффициент трения анодно-поляризованной щетки, для катодно-поляризованной щетки эта зависимость более сложная и связана с материалом щетки и коллектора.
В общей величине износа скользящих контактов вклад электрического (эрозионного) износа составляет 30...50%, в зависимости от полярности щеток [30]. Скорость износа анодно-поляри-зованной щетки обычно больше скорости износа катодно-поляризованной щетки. Следует, однако, учитывать, что на скорость износа влияет не только полярность, но и режим разряда в контакте. При малом токе и тлеющем разряде износ катода больше износа анода; при увеличении тока и возникновении искрового разряда существенно возрастает износ анода; при дуговом разряде опять становится больше износ катода. Часто электрический износ сопровождается переносом материала с одного контакта на другой, как это происходит на контактах автомобильного прерывателя-распределителя (плоскостность контактов нарушается: на одном контакте образуется бугорок, а на другом впадина). Трение щеток по благородным металлам дает примерно одинаковый износ анода и катода.
На трение и износ электрических контактов существенное влияние оказывают примеси в материале контактов и окружающей атмосфере. Например, дым от горящей изоляции может увеличить коэффициент трения контактов в три раза [30].
Завершая анализ видов износа, следует отметить некоторые общие закономерности:
повышение прочностных свойств поверхностей трения обычно снижает интенсивность их износа;
шероховатость поверхностей трения имеет значение только на периоде приработки;
между коэффициентом трения и интенсивностью износа материалов однозначной связи нет;
зависимость интенсивности изнашивания от режимов трения для разных материалов различна.
Последняя из указанных закономерностей имеет большое значение для понимания проблем ускоренных испытаний. Ускорение испытаний, обычно, достигается за счет ужесточения режимов трения (увеличения нагрузок, скоростей скольжения и т.п.). В этом случае соотношение интенсивности износа для разных материалов может быть иным, чем при нормальных режимах трения деталей в условиях реальной эксплуатации автомобиля. Например, фторопласт-4 при малых нагрузках имеет лучшие противоизносные свойства, чем бронза. Однако при больших нагрузках противоизносные свойства бронзы лучше, чем фторопласта-4.
Возможные зависимости интенсивности износа деталей, выполненных из разных материалов или имеющие разные покрытия, от режимов трения показаны на рис. 1.45.
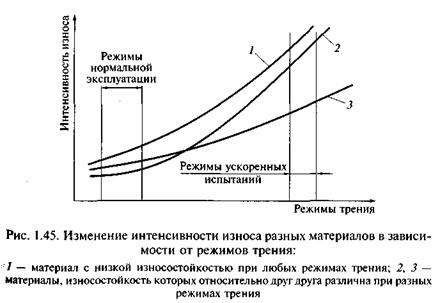
По результатам ускоренных испытаний следует признать наиболее износостойким материал 3, а при условиях трения в режиме нормальной эксплуатации лучшим будет материал 2. В то же время некоторый материал 1 может оставаться худшим по износостойкости, как в условиях ускоренных испытаний, так и при нормальных режимах трения. Таким образом, переносить результаты ускоренных испытаний износостойкости деталей на реальные условия работы автомобилей весьма проблематично.
Особым этапом в процессе трения сопряженных поверхностей является период приработки, когда поверхности деталей, образованные при их изготовлении, приобретают особую микрогеометрию, характерную для данных условий трения. В период приработки (обкатки) режимы трения должны быть щадящими, что исключает условия высокой интенсивности изнашивания и повышает общую долговечность деталей.
Следует иметь в виду, что обкатка имеет значение не только для трущихся деталей, но и деталей, подверженных усталостным разрушениям. Начиная работу с малыми амплитудами циклических нагрузок и перерывами «для отдыха» детали проходят этап «тренировки», что существенно повышает их долговечность при последующей работе.
В настоящее время существуют перспективы создания условий для безызносного трения материалов за счет эффекта избирательного переноса активных атомов меди (открытие Д.Н. Гаркунова). Эффект достаточно хорошо проявляется при трении материалов в среде тяжелых спиртов и в хладонах. Ведутся разработки металло-плакирующих смазок и присадок в масла.
Перспективными являются разработки присадок с керамическими составляющими, которые высаживаются на поверхностях трения и за счет своей высокой износостойкости и термостойкости хорошо защищают трущиеся поверхности даже в условиях недостатка масла.
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 4276; Нарушение авторских прав?; Мы поможем в написании вашей работы!