КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор средств измерения
|
|
|
|
Качество измерений зависит от правильного выбора средств измерений. Измерения, проведенные средствами измерений более низкого класса точности, чем это требуется, имеют малую ценность, а иногда они недопустимы, т.к. приводят к неправильной оценки точности измеряемой величины.
Применение точных средств измерений связано с большими материальными затратами. Поэтому при их выборе необходимо учитывать не только метрологические, но экономические и другие показатели. Обычно при выборе средств измерений учитывают измеряемую величину, метод измерения, диапазон измерений, характеристики погрешности средств измерений, условия проведения измерений, допускаемую погрешность измерений, стоимость средств измерений, простоту их в эксплуатации.
Основными характеристиками средств измерений является погрешности. Они наиболее существенно влияют на качество измерений, поэтому при выборе средств измерений их рассматривают в первую очередь. При выборе измерительных средств по точности необходимо учитывать требования к погрешности результата измерения и долю ее, приходящуюся на погрешность используемых средств измерений.
При выборе средств измерений по точности определяют суммарную погрешность измерения и сравнивают ее с допустимой
Då = Dм + Dси + Dусл + Dо £ Dд, (1.11)
где Dм – предельная погрешность метода измерения; Dси – предел допускаемой погрешности используемых средств измерений; Dусл – предельная погрешность, обусловленная влиянием внешних факторов; Dо – предельная погрешность оператора; Dд – допускаемая погрешность измерения.
Рассмотрим влияние погрешности измерений при разбраковке изделий. Если бы контроль осуществляется абсолютно точными средствами измерений, все изделия, находящиеся в поле допуска, были бы признаны годными, а те изделия, у которых измеряемый параметр превышает допуск, были признаны негодными.
Из-за существования погрешности измерений при контроле часть негодных изделий будет признана годными (брак контроля 2-ого рода), а часть годных изделий – негодными (брак контроля 1-ого рода).
В случае, когда сведения о точности технологического процесса отсутствуют, но известен допуск контролируемого параметра, руководствуются масштабами производства контролируемых параметров, требованиями к их качеству, количеством контролируемых параметров и т.п. и оценивают допустимые значения брака контроля 1-ого и 2-ого рода. Воспользовавшись таблицей, приведенной в ГОСТ 8.051, находят отношение среднего квадратичного отклонения погрешности измерений к допуску на контролируемый параметр. Зная допуск, находят среднее квадратичное отклонение S, по которому определяют допустимую погрешность измерения Dд=2S.
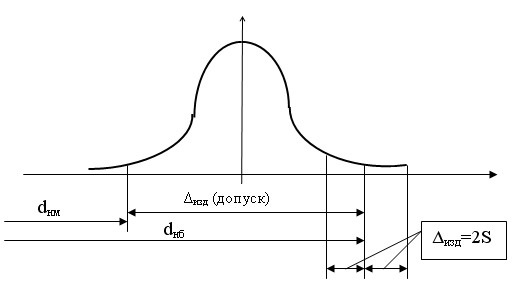
Рис 1.12. Брак контроля первого и второго рода
Например, допуск на контролируемый параметр равен 3мм, допустимый брак 1-го рода составляет 3,5%, допускаемый брак контроля 2-го рода 2,7%. По табл. 1.3 находим S/Dизд=8%.
Следовательно S=Dизд*0,08=3*0,08=0,24 мм. Отсюда предельная погрешность измерения Dд=2*0,24=0,48 мм.
Таблица 1.3
Зависимость брака контроля 1-го и 2-го рода от отношения S/Dизд при
нормальном распределении измеряемых параметров
| S/Dизд, в % | n, в % | m, в % |
| 1,6 | 0,70-0,75 | 0,37-0,39 |
| 1,20-1,30 | 0,87-0,90 | |
| 2,00-2,25 | 1,60-1,70 | |
| 3,40-3,70 | 2,00-2,80 | |
| 4,50-4,75 | 3,10-3,50 | |
| 5,40-5,80 | 3,75-4,10 | |
| 7,80-8,25 | 5,00-5,40 |
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1296; Нарушение авторских прав?; Мы поможем в написании вашей работы!