КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оценка эффективности измерительных систем
|
|
|
|
Точность измерений того или иного показателя производственного процесса является важным показателем. Оценка точности включает в себя две основные составляющие.
Повторяемость – характеристика вариации измерений какой-либо характеристики, производимых одним оператором и одним измерительным средством.
Воспроизводимость – характеристика вариации измерений, наблюдаемой, когда несколько различных операторов используют один инструмент для измерения одного и того же параметра.
Анализ повторяемости и воспроизводимости связан с изучением вопроса о точности измерений. Цель анализа повторяемости и воспроизводимости – определить, какая часть изменчивости результатов измерений вызвана:
1) различием измеряемых изделий или деталей (изменчивость деталей);
2) различием операторов или приборов, осуществляющих измерения, (воспроизводимость);
3) ошибками (погрешностями) измерений, осуществляемых теми же операторами при нескольких измерениях одинаковыми приборами одних и тех же деталей (повторяемость).
В идеальном случае все колебания результатов измерений вызваны изменчивостью самих деталей, и лишь пренебрежимо малая часть зависит от воспроизводимости (приборов и операторов) и повторяемости (повторных измерений).,
Каждое измерение можно считать состоящим из компонент, связанных:
- с характеристиками измеряемой детали или изделия;
- с надежностью измерительного прибора;
- с особенностями оператора (человека, применяющего измерительный прибор).
По определению, метод измерения (измерительная система) воспроизводим, если разные использующие его операторы получают идентичные или очень близкие результаты. Метод измерения повторяем, если повторные измерения одной той же детали дают идентичные результаты. Обе эти характеристики (повторяемость и воспроизводимость) влияют на точность измерительной системы.
Постановка задачи: Предположим, вы являетесь инженером по контролю качества на участке производства, выпускающем электронные платы. В вашу компетенцию входит оценка измерительных средств, и вы начинаете свое исследование с системы измерения толщины плат. Вы наугад отобрали трех операторов, измеривших 10 партий продукции.
Так как время ограничено, каждому оператору предоставлено две попытки измерения. Исходные данные, полученные в ходе исследования, приведены в таблице 4.
Таблица 6 - Исходные данные результатов измерений
| Оператор | Партия | Проба | Измерение | Оператор | Партия | Проба | Измерение | Оператор | Партия | Проба | Измерение |
| Ваня | 0,65 | Саша | 0,55 | Петя | 0,5 | ||||||
| Ваня | Саша | 1,05 | Петя | 1,05 | |||||||
| Ваня | 0,85 | Саша | 0,8 | Петя | 0,8 | ||||||
| Ваня | 0,85 | Саша | 0,8 | Петя | 0,8 | ||||||
| Ваня | 0,55 | Саша | 0,4 | Петя | 0,45 | ||||||
| Ваня | Саша | Петя | |||||||||
| Ваня | 0,95 | Саша | 0,95 | Петя | 0,95 | ||||||
| Ваня | 0,85 | Саша | 0,75 | Петя | 0,8 | ||||||
| Ваня | Саша | Петя | 1,05 | ||||||||
| Ваня | 0,6 | Саша | 0,55 | Петя | 0,85 | ||||||
| Ваня | 0,6 | Саша | 0,55 | Петя | 0,55 | ||||||
| Ваня | Саша | 0,95 | Петя | ||||||||
| Ваня | 0,8 | Саша | 0,75 | Петя | 0,8 | ||||||
| Ваня | 0,95 | Саша | 0,75 | Петя | 0,8 | ||||||
| Ваня | 0,45 | Саша | 0,4 | Петя | 0,5 | ||||||
| Ваня | Саша | 1,05 | Петя | 1,05 | |||||||
| Ваня | 0,95 | Саша | 0,9 | Петя | 0,95 | ||||||
| Ваня | 0,8 | Саша | 0,7 | Петя | 0,8 | ||||||
| Ваня | Саша | 0,95 | Петя | 1,05 | |||||||
| Ваня | 0,7 | Саша | 0,5 | Петя | 0,8 |
Создадим в системе Statistica электронную таблицу с исходными данными (Рисунок 68).
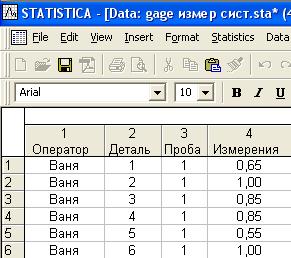
Рисунок 68 - Фрагмент электронной таблицы с исходными данными
Для анализа повторяемости и воспроизводимости процесса измерений будем использовать модуль «Анализ производственных процессов».
Для запуска модуля выполнить «Statistics»®«Industrial Statistics & Six sigma»®«Process Analysis» (Рисунок 51).
В появившемся окне выбора процедуры анализа процесса (Рисунок 69) выбрать «Gage repeatability & reproducibility» (анализ повторяемости и воспроизводимости).
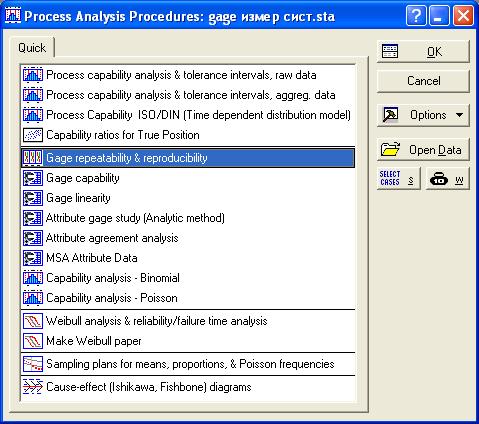
Рисунок 69 - Выбор процедуры анализа процесса
В появившемся окне задания исходных данных для анализа (Рисунок 70) на закладке «Generate design» в поле «Number of operators» (число операторов) записать 3, в поле «Number of parts» (число деталей) записать 10, в поле «Number of trial» (число опытов) записать 2.
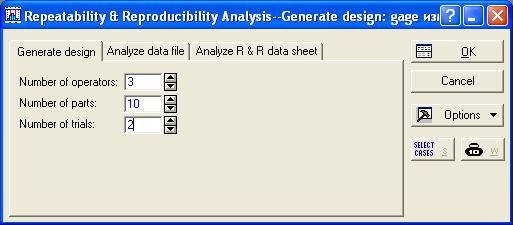
Рисунок 70 - Задание исходных данных для анализа
На закладке «Analyze data file» (Рисунок 71) задать переменные для проведения анализа.
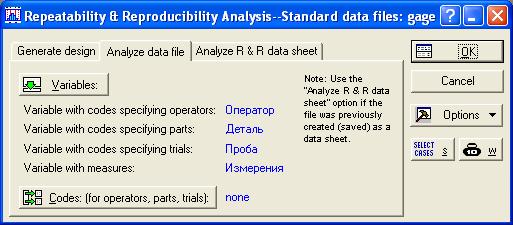
Рисунок 71 - Задание исходных данных для анализа
В качестве переменной «Variable with codes specifying operators» (переменная с кодами операторов) выбрать переменную «Оператор».
В качестве переменной «Variable with codes specifying parts» (переменная с кодами деталей) выбрать переменную «Деталь».
В качестве переменной «Variable with codes specifying trials» (переменная с кодами опытов) выбрать переменную «Проба».
В качестве переменной «Variable with measures» (переменная с результатами измерений) выбрать переменную «Измерение».
После нажатия кнопки «OK» появится окно с результатами анализа повторяемости и воспроизводимости.
На закладке «Options» (Рисунок 72) зададим процент допуска (Total tolerance for parts) равный 0,4 и число сигма интервалов (Number of sigma intervals) равное 5,15. Процент допуска в данном случае выражает разность между верхним и нижним уровнями допуска для толщины плат. Эта величина позволяет оценить качество измерительной системы по отношению к общей изменчивости процесса и соответствующему размаху допуска.
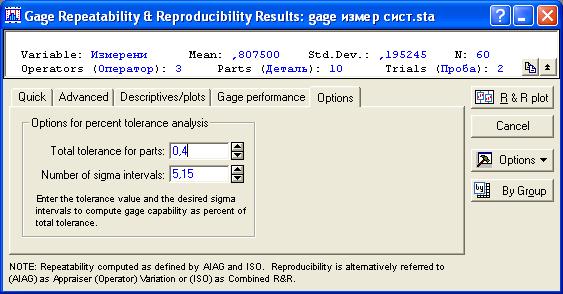
Рисунок 72 - Закладка «Options» окна результатов анализа повторяемости и воспроизводимости
Параметр «Number of sigma intervals» будет использован для расчета соответствующей величины изменчивости, обусловленной повторяемостью, воспроизводимостью, изменчивостью деталей и т.п. Как правило, число сигма-интервалов берется равным 5.15. В этот диапазон попадает 99% площади под кривой номального распределения. Это означает, что такой интервал будет включать 99% всех значений с соответствующими характеристиками изменчивости.
На закладке «Quick» (Рисунок 73) нажмем кнопку  (метод размахов оценки допусков).
(метод размахов оценки допусков).
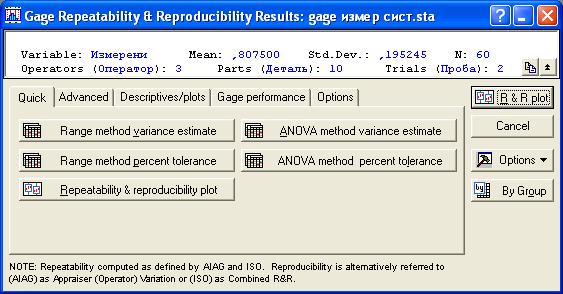
Рисунок 73 – Закладка «Quick» окна результатов анализа повторяемости и воспроизводимости
В результате появится отчет об исследуемой измерительной системе (Рисунок 74).
В этом отчете:
1) Repeatability – повторяемость;
2) Reproducibility – воспроизводимость;
3) Part Variation – изменчивость детали;
4) Combined R & R – комбинированная R & R;
5) Total Process Variation – общая изменчивость процесса;
6) Tolerance – допуск;
7) Measrmnt Units – измерение элементов. Содержит оценки стандартного отклонения для повторяемости, воспроизводимости и т.д.;
8) % Proc. Variant – процент изменчивости. Содержит значения процента (для диапазонов в первом столбце) относительно полного диапазона изменчивости;
9) % Total Contrib. – процент общего вклада. Содержит значения процента относительно полной дисперсии;
10) % of Tolernce – процент допуска. Содержит значения процента относительно значений допуска.
Если процент от полного диапазона изменчивости или допуска для повторяемости и (или) воспроизводимости - меньше чем 10 %, измерительная система может считаться приемлемой. Значения процента между 10 % и 30 % могут быть приемлемы, но решение принимается на основании важности соответствующего использования, стоимости средства измерений, стоимости ремонта, и т.д.
Рисунок 74 - Отчет об измерительной системе
Из этой таблицы следует, что проценты для допуска превышают 30. Тем самым измерительный процесс является явно неудовлетворительным и нуждается в существенных улучшениях.
Это хорошо будет видно на графиках, показывающих значительную разницу в качестве измерений у разных операторов.
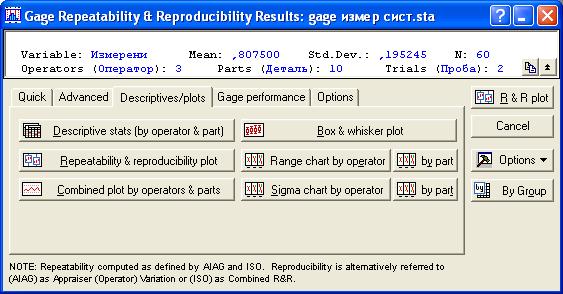
Рисунок 75 - Результаты анализа повторяемости и воспроизводимости
Для построения графиков нажать кнопку  в нижнем левом углу окна. На закладке «Discriptives/plots» (Рисунок 75) нажать кнопку «Combined plot by operators & parts» (составной график по операторам и деталям).
в нижнем левом углу окна. На закладке «Discriptives/plots» (Рисунок 75) нажать кнопку «Combined plot by operators & parts» (составной график по операторам и деталям).
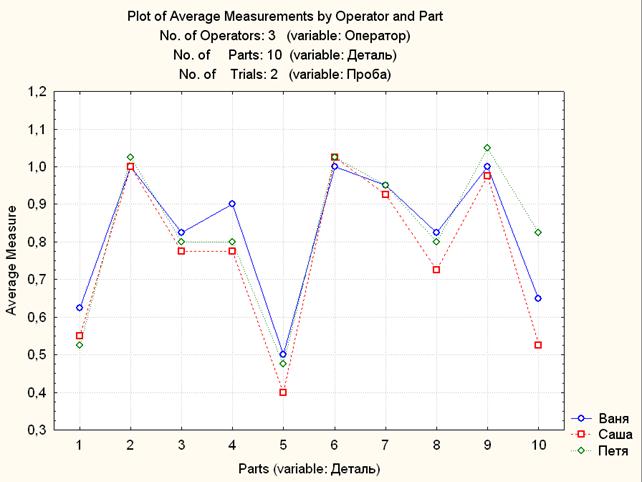
Рисунок 76 - Сравнительные измерения операторов по каждой партии изделий
График (Рисунок 76) говорит о том, что на допуск и стандартное отклонение результатов главным образом влияет воспроизводимость измерений. Если бы измерительная система была воспроизводима, то характер изменения средних по двум опытам от детали к детали должен быть сходным для всех 3 операторов, принявших участие в исследовании.
Теперь посмотрим график размахов по операторам. Нажмем кнопку  и на закладке «Discriptives/plots» (Рисунок 75) нажать кнопку
и на закладке «Discriptives/plots» (Рисунок 75) нажать кнопку  (R-карта по операторам).
(R-карта по операторам).
На графике (Рисунок 77) отображены размахи измерений, т.е. разность между максимальным и минимальным значением в каждой партии, сгруппированые относительно операторов. Из графика видно, что наибольшая величина размахов наблюдается у оператора Вася и наименьшая у оператора Петя. Необходимо выяснить, почему именно у оператора Вася возникли трудности с получением надежных результатов (например, возможно, он неправильно понял инструкции по использованию измерительного прибора).
Построим график размахов по деталям. Нажмем кнопку  и на закладке «Discriptives/plots» (Рисунок 75) нажать кнопку
и на закладке «Discriptives/plots» (Рисунок 75) нажать кнопку  (R-карта по деталям).
(R-карта по деталям).
На графике (Рисунок 78) отображены размахи измерений, т.е. разность между максимальным и минимальным значением в каждой партии, сгруппированые относительно деталей. Данный график позволяет выявить детали, для которых особенно трудно получить надежные измерения. Исследование этой конкретной детали может помочь понять недостатки применяемой измерительной системы.
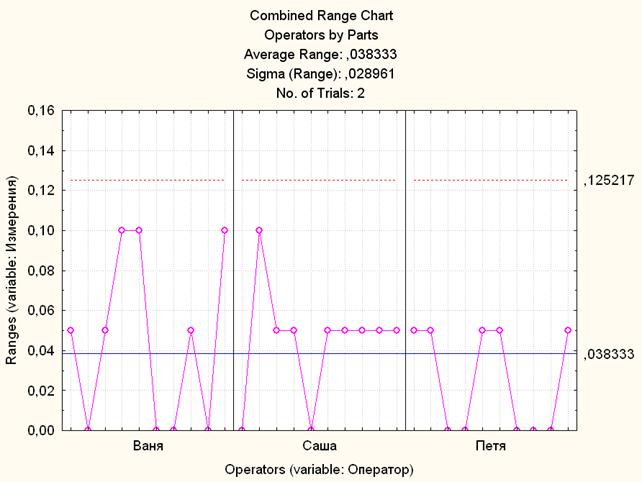
Рисунок 77 - Карта размахов измерений операторов
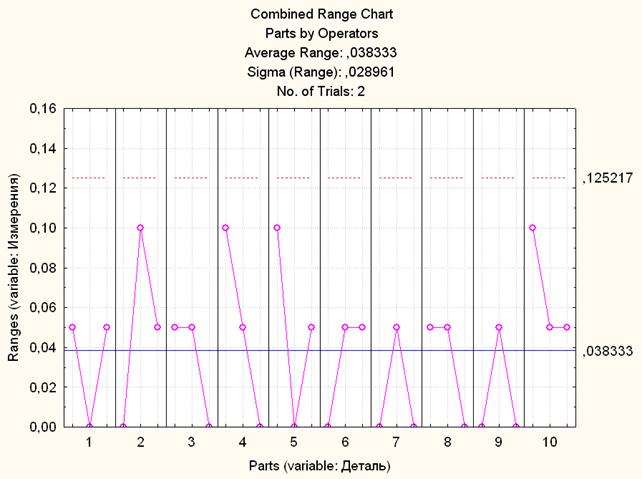
Рисунок 78 - Карта размахов измерений по деталям
В заключении построим график повторяемости и воспроизводимости. Для этого нажмем кнопку  и на закладке «Discriptives/plots» (Рисунок 75) нажать кнопку
и на закладке «Discriptives/plots» (Рисунок 75) нажать кнопку  (график повторяемости и воспроизводимости).
(график повторяемости и воспроизводимости).
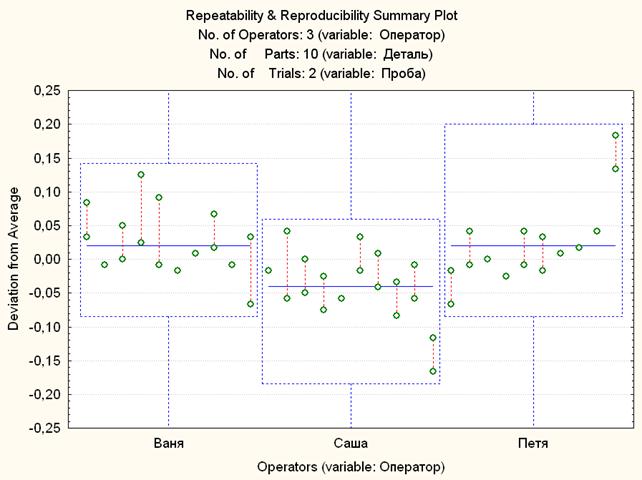
Рисунок 79 - График повторяемости и воспроизводимости (карта отклонений от среднего результатов измерений каждого оператора)
На графике (Рисунок 79) измерения представлены отклонениями от соответствующих средних значений для соответствующей детали. Каждое измерение показано на графике в виде точки, а результаты опытов, проведенных для каждой детали конкретным оператором, соединены вертикальными линиями.
Из графика видно, что у всех операторов наблюдается значительное отклонение от среднего при весьма значительных размахах.
В целом по результатам проведенного исследования можно заключить, что основной причиной вариации измерений служат операторы.
Инженеру, ответственному за измерения, следует либо повысить квалификацию операторов, либо набрать новый персонал.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1263; Нарушение авторских прав?; Мы поможем в написании вашей работы!