КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прокатка
|
|
|
|
Процессы обработки металлов давлением
Прокатка – процесс обжатия металла между вращающимися валками прокатного стана. Необходимое для пластической деформации усилие создается вследствии того, что расстояние между поверхностями валков устанавливается меньше толщины обрабатываемого металла. Захват металла валками и его движение при прокатке происходит благодаря трению между поверхностями валков и заготовки.
Различают три основных вида прокатки: продольную, поперечную, винтовую (рис. 4.3).
При продольной прокатке металл обжимается между двумя валками, вращающимися в разные стороны и перемещается перпендикулярно осям валков, толщина металла уменьшается, а ширина и длина увеличиваются.
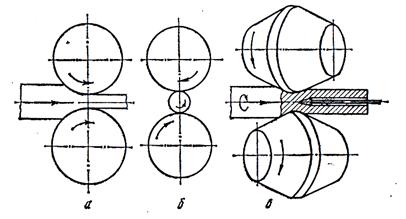
Рис. 4.2. Основные способы прокатки:
а) продольная, б) поперечная, в) винтовая.
Данная прокатка характеризуется коэффициентом вытяжки: отношением длины после прокатки (Lk) к первоначальной (Lн)  = Lк/Lн – показывает во сколько раз изменится длина заготовки после пропуска через валки. Зависит от материала, толщины, температуры заготовки и принимается в пределах 1,1-2,0.
= Lк/Lн – показывает во сколько раз изменится длина заготовки после пропуска через валки. Зависит от материала, толщины, температуры заготовки и принимается в пределах 1,1-2,0.
Отношение исходной высоты Н высоте после прохода h называется коэффициентом обжатия:  = H / h, где Н – исходная высота, h – высота после прохода.
= H / h, где Н – исходная высота, h – высота после прохода.
Этот вид прокатки имеет наибольшее применение и используется для изготовления профильного и листового проката.
Поперечную и винтовую прокатку используют для изготовления изделий, имеющих форму тел вращения.
Поперечная прокатка – валки вращаются в одном направлении, придавая вращение заготовке и деформируют её, применяется при изготовлении периодического проката (с изменяющимся по длине профилем).
Винтовая прокатка – валки располагаются под углом друг к другу, благодаря чему заготовка кроме вращательного движения приобретает и поступательное.
Применяют для получения пустотелых заготовок, например, при производстве бесшовных труб.
Исходным материалом для прокатки служат слитки массой до 25 тонн, а также и слитки цветных металлов и сплавов массой до 3 тонн.
Форму поперечного сечения проката называют профилем. Совокупность форм и размеров профилей, получаемых прокаткой, называют сортаментом.
Сортамент профилей проката разделяют: 1- сортовой прокат, 2- листовой прокат, 3-трубный прокат, 4-специальный прокат, 5-периодический прокат.
1. Сортовой прокат – делится на сортовой прокат простого профиля (квадрат, круг, прямоугольник, шестигранник) и фасоны (швеллер,угловой, тавровый и т.д.).
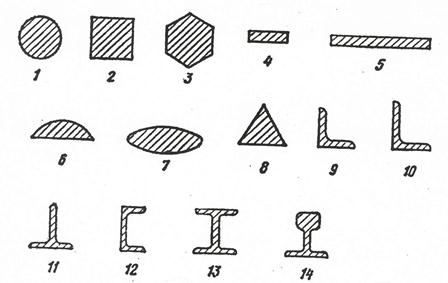
Рис. 4.4. Сортамент прокатной продукции.
1-круг, 2-квадрат, 3-шестигранник, 4-полоса, 5-лист, 6-сегментная сталь,
7-овальная сталь, 8-трехгранная сталь, 9-равнобокий уголок, 10- неравнобокий уголок, 11- тавровая балка, 12-швеллер, 13-двутавровая балка, 14-рельс.
2. Листовой прокат – из стали и цветных металлов используют в различных областях промышленности. Листовой прокат делят: на автотракторную, трансформаторную, кровельную жесть и т.д. Производят листовой прокат с оловянным, цинковым, алюминиевым и пластмассовым покрытием.
Различают тонколистовую (0,2-4 мм) и толстолистовую сталь (4-160 мм.).
3. Трубный прокат – получают на бесшовные и сварные трубы. Диаметр от 5 до 2500 мм, с толщиной стенки от 0,5 до 16 мм из углеродистой и легированной стали.
4. Специальный прокат – получают колёса, кольца, шары.
5. Периодический прокат – применяется для изготовления фасонных заготовок периодического профиля для последующей штамповки.
Оборудование для прокатки.
Основное оборудование, на котором прокатывают металл, называется прокатным станом, это комплекс машин для деформации металла во вращающихся валках и выполнения вспомогательных операций, необходимых для осуществления деформации.
Главным узлом прокатного стана является рабочая клеть, состоящая из станины и рабочих валков. Вращательное движение валки получают от электродвигателя, через редуктор.
Валки применяют гладкие и калиброванные. Гладкие валки используют для прокатки листовой и полосовой стали. Калиброванные валки применяют для получения фасонного проката.
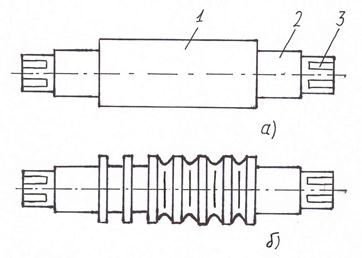
Рис. 4.5. Валки прокатного стана: а) гладкий, б) ручьевой;
1. Рабочая часть валка (бочка); 2. Шейка валка; 3. Трефы.
Прокатные станы различаются по трём основным признакам:
- по количеству валков, в рабочей клети (двухвалковые, трехвалковые, двойные двухвалковые, многовалковые);
- по виду выпускаемой продукции (обжимные, заготовочные, рельсобалочные, листовые и т.д.);
- по расположению клетей (с линейным расположением, со ступенчатым и т. д.)
Технология прокатки.
Процесс прокатки ведётся в следующей последовательности:
горячие слитки с Т=800-9000С из сталеплавильного цеха поступают в отделение нагревательных колодцев обжимного цеха. Здесь слитки нагревают до Т=13000С и подают на рольганг блюминга или слябинга. Блюминг обжимает слиток на блюмс квадратного сечения 450 х 450мм, полученный полупродукт режут на куски длиной 2-6 м. Часть блюмсов поступает на непрерывный заготовительный стан для окончательной прокатки на сортовых и других станах. Часть блюмсов отправляют в холодильник и затем в кузнечные цехи.
Прокатка листового проката – исходным материалом являются слябы (заготовки прямоугольного сечения 100 х 250 мм). Прокатка производится на стане имеющем черновую и чистовую группу клетей. После прокатки материал проходит отделочные операции: обрезку продольных кромок и переднего конца, разрезку на мерные листы, термообработку.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 2070; Нарушение авторских прав?; Мы поможем в написании вашей работы!