КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Монтаж металлических пролетных строений
|
|
|
|
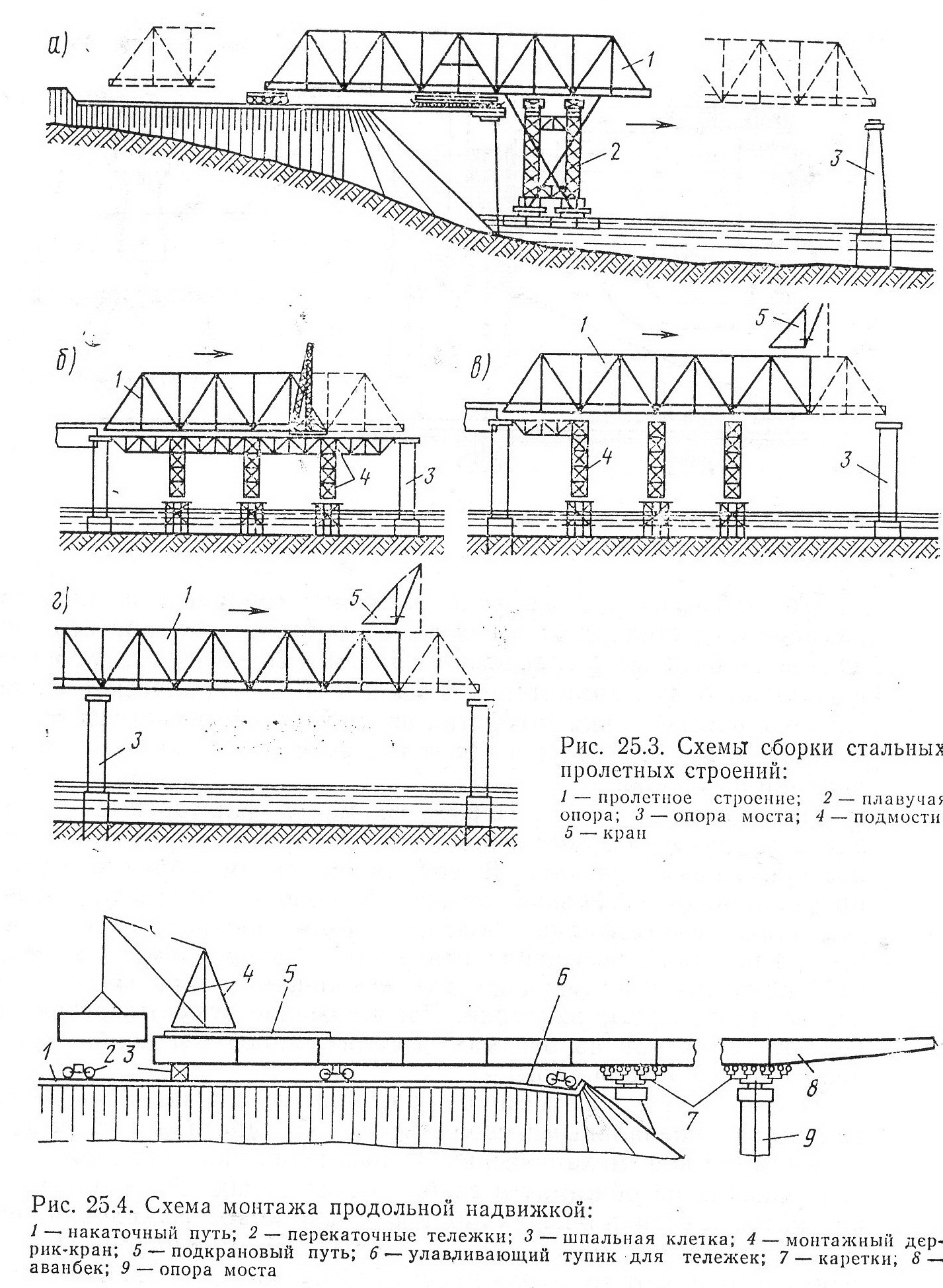
Металлические пролетные строения можно собирать непосредственно в пролете или вблизи моста с последующим перемещением и установкой на опоры.
В пролете монтируют на сплошных подмостях (рис. 25.3, о, в] полунавесным и навесным способами (рис. 25.3, г), установкой с плавучих средств (рис. 25.3, а), а также продольной надвижкой. (рис. 25.4).
Подготовка элементов состоит из очистки- металлоконструкций от грязи и ржавчины, удаления заусениц монтажных отверстий, выправки местных погнутостей и искривлений элементов, а также укрупнительной сборки, если позволяет грузоподъемность монтажных кранов. При укрупнительной сборке соединяют элементы и прикрепляют к ним фасонки, накладки, прокладки и другие детали, которые должны быть поданы на сборку вместе с основным элементом, а также обстраивают конструкцию подвесными подмостями для монтажников.
При сборке на заклепках отверстия для них вначале совмещают при помощи конических оправок, изготовленных из. мягкой стали, чтобы избежать повреждения металла элементов. Затем для фиксации отверстия, а также для восприятия монтажных усилий ставят цилиндрические пробки из стали марки Ст.5. Помимо пробок стыки стягивают монтажными болтами так, чтобы щуп толщиной 0,3 мм не входил между элементами пакета. Количество пробок и болтов в стыке оговаривается проектом. Отверстия перед клепкой тщательно осматривают, прочищают, а при необходимости рассверливают. Прочистку осуществляют четырехканальными развертками (райберами), рассверловку — трехперными сверлами с помощью пневматических или электрических сверлильных машинок.
Перед клепкой заклепки нагревают в переносном горне с пневматическим дутьем до светло-желтого каления (1000—1100° С).
|
|
|
Сначала клепают отверстия, свободные от пробок и болтов, затем занятые пробками и в последнюю очередь отверстия, занятые болтами. Клепку выполняют пневматическими клепальными молотками с применением пневматических, винтовых и в отдельных случаях ручных поддержек.
Заклепочные соединения в настоящее время находят ограниченное применение в мостостроении, так как они оказались серьезным тормозом внедрения высокопрочных сталей классов С52/40— С70/60. Для этих сталей заклепки тоже должны быть повышенной прочности, ко их трудно осаживать. Повышение температуры нагрева заклепок до 1200° С (ярко-белое каление со снопом искр) облегчает осадку, но приводит к их пережогу.
Наиболее перспективны в мостостроении соединения на высокопрочных болтах.
Соединение металлических монтажных. элементов высокопрочными болтами принципиально отличается от заклепочных тем, что действующие в элементе усилия передаются в стыке исключительно силами трения, возникающими по соприкасающимся плоскостям, за счет стягивающих усилий в высокопрочных болтах. Требования к таким стыкам повышенные. Болты, гайки и шайбы изготавливают из хромистой стали путем штампования с последующей механической и термической обработкой. Контактную поверхность очищают преимущественно дробепескоструйной или пескоструйной обработкой (коэффициент трения 0,55). Возможна и газопламенная обработка металла (коэффициент трения — 0,45). Обычно для очистки применяют чистый кварцевый песок, который просушивают горячим воздухом во вращающемся барабане с ситом на конце для отделения частиц крупнее 2,5 мм. Давление в пескоструйном аппарате должно быть в пределах 0,3—0,6 МПа.

Окончательно высокопрочные болты затягивают динамометрическими ручными ключами или пневматическими гайковертами.
Ручной динамометрический ключ (рис. 25.5) имеет корпус, соединенный со шпинделем шарнирно, поэтому усилие рабочего, приложенное к рукоятке, передается через гидроцилиндр и поршень, на короткий рычаг, жестко соединенный со шпинделем. По манометру в момент вращения гайки фиксируют усилие закручивания болта.
|
|
|
При производстве работ по монтажу конструкций металлических пролетных строений необходимо выполнять требования техники безопасности.
Все работы по подъему элементов массой более 15 т должны производиться под руководством прораба. Монтажники должны быть обеспечены предохранительными поясами, монтажными сумками с двойным дном для инструмента, касками, нескользящей обувью. Подвесные подмости, площадки, люльки и рештования на устанавливаемых элементах должны закрепляться на них до подъема. При сборке пролетного строения на подмостях в узлах и стыках должны быть установлены пробки и болты в количестве не менее 33% от общего количества отверстий в сопряжении, причем 1/3 из них должны составлять пробки и болты. При навесной сборке это количество пробок и болтов оговаривается проектом.
Клепальщики, их подручные и нагревальщики должны быть обеспечены защитными очками и исправной спецодеждой. Горн для нагревания заклепок должен располагаться на металлическом противне. У горна должны быть два ведра: одно с водой, а другое для сбрасывания горячего шлака и пережженных заклепок.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1518; Нарушение авторских прав?; Мы поможем в написании вашей работы!