КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Контрольні питання 5 страница
|
|
|
|
Переваги універсально-налагоджуваних й універсально-складаних пристроїв полягають у істотному зменшенні потрібної кількості технологічних пристроїв, площі складів, зниженні трудомісткості підготовлення виробництва нових виробів тощо.
Недоліками цих пристроїв є значна кількість з'єднань деталей, що зменшує їх жорсткість і відповідно вимагає зменшення режимів різання та продуктивності праці; висока вартість, обмеження розмірів оброблюваних заготованок та менша доступність для оброблювання багатьох поверхонь заго-тованки з одного встановлення.
Універсальні пристрої застосовують для оброблення як однієї, так і багатьох заготованок одночасно (багатомісні пристрої).
Підвищену жорсткість і точність встановлення та закріплення заготованок мають складано-розкладані пристрої, окремі елементи яких з'єднують один з одним за допомогою системи палець-отвір, що дає змогу забезпечити вищу точність, ніж за допомогою системи шпонка-паз. Ці пристрої також обладнують вмонтованими в їх основні агрегати гідроциліндрами для затискання заготованок. Вони мають велику жорсткість, що дає змогу використовувати всю потужність оброблювальних верстатів, і можуть бути як одно-, так і багатомісними.
У столах свердлильних, фрезерних і розточувальних верстатів переважно є центральний отвір і поперечні пази, призначені для базування пристроїв, які виконують за допомогою призматичних або циліндричних пальців.
На столи верстатів з ПК, що не мають пазів та отворів для базування пристроїв, встановлюють і жорстко закріплюють накладні плити зі сіткою пазів і координатних отворів, які використовують для базування й кріплення заготованок.
Часто заготованки встановлюють безпосередньо на столах верстатів за допомогою різних підставок, планок, упорів, домкратів, штирів тощо. Для зменшення асортименту їх уніфікують, а також передбачають у їхніх конструкціях можливість регулювання та переналагодження.
Розглянемо деякі регульовані механізми для технологічних пристроїв (рисунок 9.12). Регульована підставка (рисунок 9.12, а) складається з двох планок 1 і 2 з нахиленими площинами та гвинта 3. Від обертання гвинта, що вгвинчується чи вигвинчується з різьби планки 7, вона ковзає по поверхні планки 2, а висота підставки відповідно збільшується або зменшується.
Висоту затискного пристрою (рисунок 9.12, б) регулюють переставлянням прихоплювача 2 на ступінчасту поверхню опори 1 і закріпленням заготованки 4 за допомогою болта 3 з гайкою.
Для забезпечення швидкого переналагоджування пристроїв використовують швидкознімні гайки (рисунок 9.12, в). Половинки гайки 1 з'єднані між собою плоскою пружиною 3, а на зовнішню поверхню гайки насаджене кільце 2. Щоби швидко зняти гайку з болта чи гвинта, потрібно зсунути кільце 2 вверх, а плоска пружина розкриє обидві напівгайки. Після насадження обидвох напівгайок на болт кільце 2 зсувають вниз і докручують гайку.
Заготованки встановлюють здебільшого на попередньо оброблені поверхні, використовуючи один зі способів базування заготованок, якими можуть бути: три взаємно перпендикулярні площини, одна площина та два циліндричні отвори, центрові отвори та циліндрична поверхня й торець.
Пристрої для верстатів з ПК вимагають суміщення їх ба-зових поверхонь з осями координат оброблювального верстата, від яких задані відстані до оброблюваних поверхонь. Виконання цієї умови полегшує розрахунок координат опорних точок для траєкторії руху різальних інструментів від заданого початку координат (нульова точка верстата).

Рисунок 9.12. Регульовані механізми пристроїв
Для закріплення заготованок застосовують як ручні механічні, гвинтові, кулачкові та клинові, так і гідравлічні та пневматичні затискачі. Затискні елементи їх розміщують у тих місцях заготованки, де вони можуть забезпечити її надійне закріплення та вільний доступ різальних інструментів до багатьох оброблюваних поверхонь. Якщо це неможливо, то забезпечують
перезакріплення заготованки під час її оброблення. Наприклад, заготованку (рис. 9.13) обробляють спочатку з двох протилежних боків, розмістивши прихоплювачі в позиції 1 на двох інших боках заготованки. Після оброблення обох боків, не змінюючи базування заготованки, переставляють прихоплювачі на два протилежні оброблені боки у позиції 2, звільнивши таким чином для оброблення два інші її боки:
Затискні елементи пристроїв для верстатів з ПК мають бути пристосованими для встановлення заготованок у пристрій та знімання їх після оброблення за допомогою роботів і маніпуляторів. Для цього розвідні елементи пристроїв мають розходитись на такий кут, щоб компенсувати допускну неточність позиціюванняроботів чи маніпуляторів, тобто — на більший кут, ніж для ручного подавання заготованок.
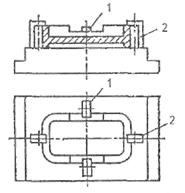
Рис. 9.13. Схема закріплення заготованки з переставлянням затискачів
На свердлильних, фрезерних і розточувальних верстатах з ПК найчастіше встановлюють заготованки безпосередньо на столи верстатів з орієнтацією за допомогою бічних упорів, закріплених у пазах столів. Інколи замість упорів на столах верстатів встановлюють лінійки чи кутники.
Затискають заготованки за допомогою ручних гвинтових, клинових або гідравлічних затискачів, закріплених у пазах столів.
Для оброблення заготованок фланців, втулок, кришок тощо на токарних верстатах з ПК переважно використовують клинові, самоцентрувальні патрони зі швидким переставлянням кулачків на потрібний розмір діаметра заготованки. Патрони обладнують електромеханічними, пневматичними, гідравлічними чи комбінованими рушіями.
Для оброблення заготованок валів, гільз, втулок тощо на цих верстатах застосовують центри з передаванням крутного моменту за допомогою трикулачкового патрона або повідкові центри чи повідкові шайби з торцевими рифленнями та самоустановними центрами.
Верстати з ПК часто обладнують механогідравлічними лещатами різних конструкцій, базовими плитами, що входять до комплектів універсально-складаних пристроїв, універсальними та переналагоджуваними пристроями-супутниками зі змінними установними та затискними елементами для групового оброблення заготованок, пристроями-дублерами, що дають змогу знімати оброблену та встановлювати наступну заготованку під час оброблення третьої, захоплювачами різних конструкцій, роботами й маніпуляторами.
Для верстатів з ПК також використовують спеціальні одно- та багатомісні, сталі, регульовані та переналагоджувані пристрої, коли неможливо чи недоцільно використовувати універсальні чи стандартні пристрої. У цих пристроях з метою їх здешевлення обов'язково застосовують окремі стандартні елементи (плити, планки, штирі, пальці, затискачі тощо).
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 364; Нарушение авторских прав?; Мы поможем в написании вашей работы!