КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виды РТК и их компоновки
|
|
|
|
Компоновка комплекса
Обосновав выбор того или иного оборудования в пояснительной записке, и определив его геометрические параметры, приступают к компоновке комплекса. При этом целесообразно вырезать из бумаги макеты всех материальных элементов комплекса, включая стойки систем управления, выполненные в определенном масштабе, проработать различные варианты компоновки и выбрать наилучший. Важно добиваться уменьшения между соседним оборудованием, предусмотрев удобство обслуживания. При обслуживании станков роботами, необходимо обеспечить минимальное количество точек позиционирования, что особенно важно при использовании роботов с цикловой системой управления. Анализ робота начинают с перемещений рабочего органа вблизи рабочей зоны отдельного оборудования. Прорабатывается установка и съем изделия с оборудования, условия сопряжения изделия со схватом и технологической оснасткой, вход и выход схвата из рабочей зоны оборудования. Затем оценивается перемещение робота между обслуживаемым оборудованием. Разработанная компоновка вычерчивается в масштабе с упрощенным изображением оборудования, указанием мест установки обрабатываемой детали на столе или в патроне станка, в накопителе и т.д.; обозначаются зоны обслуживания роботов и других транспортных устройств
Станок (группа станков), обслуживаемый промышленным роботом (ПР), составляет так называемый роботизированный технологический комплекс (РТК)
В состав типовых РТК включаются ПР; металлорежущие станки; вспомогательное транспортное оборудование, накопители, магазины заготовок и изделий и т.п.
В зависимости от числа станков, обслуживаемых одним ПР, различают одностаночные и многостаночные РТК. При малом времени (менее 3 минут) обработки, а также в условиях крупносерийного производства используют однопозиционные РТК на базе ПР с цикловым программным управлением, предназначенные для обслуживания одного станка
Помимо указанного оборудования в состав любого РТК входят устройства управления как отдельным ПР, так и всем РТК. Число устройств управления, как правило, равно числу станков и других технологических машин (в том числе и ПР), входящих в состав РТК. В ряде случаев управление РТК осуществляется системой управления ПР.
Для обработки деталей типа тел вращения в основном используют РТК трех видов компоновки:
· однопозиционный с одним напольным, портальным или встроенным в станок ПР;
· многопозиционный круговой компоновки с ПР напольного типа;
· многопозиционный линейной и линейно-параллельной компоновки из двух и более станков с ПР портального типа.
Линейные компоновки РТК предпочтительнее круговых, так как требуют меньшей площади, не требуют остановки всего РТК при переналадке и ремонте, увеличивается число обслуживаемых станков.
При выборе способа установки заготовок на тактовом столе (ТС) и количества заготовок на паллете (спутнике), необходимо учитывать зону работы ПР, точность его позиционирования, размеры и компоновку захвата. Готовую деталь можно ставить на ТС или на предусмотренную для этого отдельную тару. Спутники разрабатываются применительно к конкретным деталям.
При загрузке РТК необходимо учитывать: размеры заготовок и номенклатуру деталей, допускаемую захватами нецентричность, возможный угол захвата. Тактовый стол подбирается исходя из габаритов и массы заготовок.
При обработке некоторых деталей выявляется необходимость применения стола для кантования детали или для перебазирования в захватах, который должен находиться в зоне действия ПР.
Для примера рассмотрим некоторые компоновки РТК.
Однопозиционные РТК
Однопозиционные РТК на базе токарных станков мод.16К20Ф3, Т5К20РФЗ или 16К20Т1 предназначены для токарной обработки деталей типа тел вращения из штучных заготовок в автоматическом режиме в мелкосерийном и серийном производстве с повторяющимися партиями деталей.
В цикле работы РТК заготовки автоматически поочередно подаются роботом на станок. Обработанные детали передаются роботом со станка на свободные паллете тактового стола.
Программа обработки конкретной детали вводится в УЧПУ с клавиатуры, перфоленты, магнитной кассеты.
Программа перемещений робота для установки и снятия конкретной детали вводится УЧПУ робота в режиме обучения и может находиться в памяти УЧПУ робота. Кроме этого система управления робота «Контур 1» выполняет функции управления всем РТК т.е. включает токарный станок для работы по программе, автоматический патрон станка, ограждение станка и тактовый стол.
Однопозиционный РТК 16К20Ф3Р219 (рис. 6) на базе токарного станка 16К20ФЗ 1 с ЧПУ (2Р22 или 2У22) 2 и ПР напольного типа мод. М20П40.01 3 служит для обработки деталей типа валов (D до 120 мм; L_ до 500 мм; т до 10 кг) и фланцев (D до 150 мм; L до 110 мм; m до 5 кг). В состав РТК входит горизонтальный магазин-накопитель (тактовый стол – СТ150 или СТ220, СТ350) 10 замкнутого тип вместимостью 12—24 заготовки.
ПР имеет УЧПУ робота 3 (Контур 1), пульт обучения робота 4 (ПОРП), захват 5, поворотный блок 6, шток 7 горизонтального перемещения схвата, поворотное устройство 8 в горизонтальной плоскости, каретка 9 вертикального перемещения схвата.
ПР выполняет операции загрузки и разгрузки станка, а также дает команды на пуск станка 1, управление зажимным патроном 11, подвижным ограждением рабочей зоны 12, тактовым столом 10.
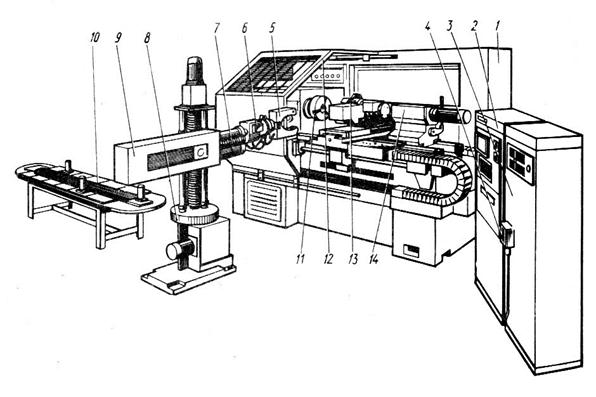
Рис. 6. РТК 16К20ФЗ.Рс роботом М20П.40.01
ПР имеет пять программируемых перемещений: вертикально - 2 (вверх и вниз) каретки 9 в пределах 500 мм, ее поворот в горизонтальной плоскости до 300° - 0, горизонтальное перемещение штока 7 – R = 1040 – 2140, угловое положение поворотного блока 6 – до 180°.
Установка и съем обрабатываемой детали в патрон станка в данном РТК осуществляется путем поворота робота устройством 8. Так как расстояние между осью поворота ПР и патроном достаточно большое, подпружиненный схват компенсирует погрешности поворотного вместо поступательного движения загружаемой детали в патрон.
Технические характеристики напольного промышленного робота М20П.40.01 позволяют обслуживать несколько станков, входящих в состав РТК.
Тактовый стол (ТС) (рис. 7) комплекса предназначен для транспортирования деталей в зону захвата ПР.
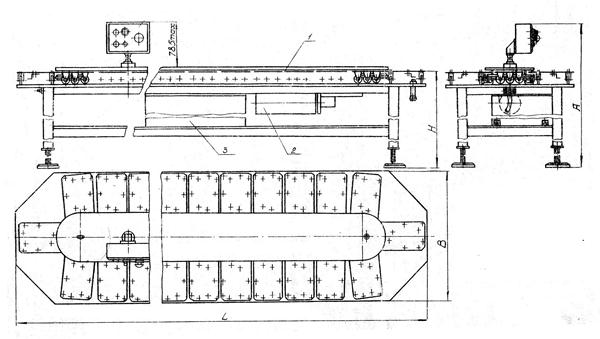
Рис.7. Общий вид тактового стола
Тактовый стол может работать в трех режимах:
· ручного управления;
· автоматического управления;
· режима непрерывного вращения.
При работе тактового стола в автоматическом режиме команды управления поступают от системы ЧПУ робота. При этом может осуществляться шаговое и непрерывное перемещение паллет.
Технические характеристики тактовых столов:
Таблица 8
| № | Наименование параметра | Модель | ||
| СТ 150 | СТ 220 | СТ 350 | ||
| Тип стола | Пластинчатый | |||
| Тип привода | Электрический | |||
| Размер паллет, мм | 150х150 | 230х230 | 350х350 | |
| Число палет | ||||
| Максимальный диаметр детали, устанавливаемой на на паллете, мм | ||||
| Грузоподъемность одной паллеты, кг | ||||
| Время поворота с позиции на позицию, с | ||||
| Точность позиционирования паллет, мм | ||||
| Мощность электродвигателя, кВт | 0,55 | |||
| Габаритные размеры стола, мм длина ширина высота | ||||
| Масса стола, кг | ||||
| Габаритные размеры электрошкафа, мм | 550х260х290 |
Применение тактового стола (ТС) необязательно. Можно, используя УЧПУ робота, запрограммировать съем и укладку обрабатываемых деталей на стационарном столе – режим палетирования деталей. Это достигается благодари возможности программирования ПР по вертикали (устройство 9) и по углу (устройство 8). Применение ТС или стационарного стола зависит от конкретных производственных условий. В первом случае требуется больше производственной, площади, в другом — программа работы ПР.
Многопозиционный РТК
Многопозиционный РТК мод. АСВР-01 (АСВР-02) предназначен для токарной обработки валов (D = 50… 140мм; L до 1400 мм, - т до 160 кг) в условиях серийного производства. Производительность РТК до 50 000 валов в год. Установка обрабатываемых заготовок в самоцентрирующем патрубке; в центрах; в патроне и заднем центре.
Предусмотрены три варианта работы РТК: АСВР
1) последовательная обработка деталей на станках, налаженных на выполнение разных операций;
2) параллельная обработка деталей одного наименования на станках, налаженных на выполнение одинаковой операции;
3) параллельная обработка деталей двух наименований на станках, налаженных на выполнение соответствующих операций.
РТК (рис. 8) состоит из фрезерно-центровального станка 1 мод. МР-179, двух токарных станков 3 мод. 1Б732ФЗ (в АСВР-02 три станка этой модели); ПР 2 мод. УМ 160Ф2.81.01; вспомогательного оборудования и системы обеспечения безопасной работы. ПР перемещается по монорельсу. Перед станками расположены промежуточные позиции 5 и магазины-накопители 4. РТК оснащен защитным устройством
На станке МР-179 фрезеруются торцы заготовки и обрабатываются центровые отверстия с двух сторон за один рабочий цикл. Частота вращения фрезерного шпинделя 90—500 мин -1, сверлильного 180—1000 мин -1. Подача при фрезеровании 20— 400 мм/мин, при сверлении 20—300 мм/мин.
. 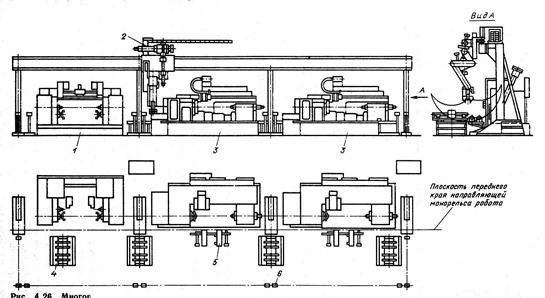 Рис. 8. Многопозиционный РТК мод. АСВР-01
Рис. 8. Многопозиционный РТК мод. АСВР-01
На токарных станках 1Б732ФЗ с ЧПУ типа Н221М обрабатываются цилиндрические, конические, сферические поверхности, прорезаются канавки и нарезается резьба. Размеры заготовок: до 400 мм; /, до 1400 мм. Частота вращения шпинделя 25 - 1250 мин-1; подача суппорта 2,5 - 480 мм/мин. Мощность электродвигателя главного привода 40 кВт.
ПР мод. УМ160Ф2.81.01 осуществляет установку заготовок, снятие деталей, их межстаночное транспортирование. Грузоподъемность до 160 кг, погрешность позиционирования не более ±1 мм при максимальных скоростях перемещения отдельных звеньев 0,8—1,6 м/с. ПР может обслуживать до 40 моделей различного технологического оборудования. Система ЧПУ робота УМП-331 обеспечивает индивидуальное обслуживание станков по вызовам. Если вызовы поступают одновременно с двух и более станков, то устанавливается система приоритета, по которой ПР в первую очередь обслуживает станок с наиболее длительным циклом обработки. В долговременной памяти СЧПУ робота хранятся индивидуальные программы обслуживания каждого станка. После вызова система управления ПР осуществляет поиск в памяти программы обслуживания данного станка.
ПР комплектуется широкодиапазонными захватными устройствами, оснащенными датчиками внешней информации. ПР выполняет следующий круг операций:
· поиск заготовок в накопителе;
· отработка заготовок с недопустимыми отклонениями размеров;
· переустановка;
· промежуточное складирование и укладка деталей в выходные позиции РТК.
ПР программируется методом обучения. СЧПУ является центральной системой управления электроавтоматикой РТК при групповом обслуживании станков.
Станки РТК оснащены устройством автоматического подвода-отвода ограждения и пиноли, устройством автоматического зажима - освобождения патрона, датчиками, фиксирующими наличие детали в станке и контролирующими состояние патрона, УЧПУ и электроавтоматикой, обеспечивающими диалог между станком и ПР и выполнение других функций.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 9322; Нарушение авторских прав?; Мы поможем в написании вашей работы!