КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор технологического оборудования для РТК
|
|
|
|
Техническое обоснования выбора РТК
Эффективность использования оборудования может быть оценена с помощью безразмерных коэффициентов
Чем чаще и длительнее простои, тем ниже производительность. Влияние внецикловых простоев на производительность можно оценить, используя коэффициенты:
 - коэффициент использования;
- коэффициент использования;
 - коэффициент технического использования;
- коэффициент технического использования;
 - коэффициент загрузки.
- коэффициент загрузки.
Фактическую производительность можно представить в следующем виде
 ,
,
Где  - цикловаяпроизводительность,
- цикловаяпроизводительность,
 - коэффициент использования, характеризующий эффективность использования оборудовании, т.е. доля времени обработки в общем объеме.
- коэффициент использования, характеризующий эффективность использования оборудовании, т.е. доля времени обработки в общем объеме.
Между коэффициентом использования и коэффициентами , существует соотношение:

 ,
,
Где  - коэффициент технического использования;
- коэффициент технического использования;
 - коэффициент загрузки.
- коэффициент загрузки.
Величина определяется с учетом только собственных потерь. Он характеризует прежде всего долговечность, качество надежность механизмов и инструментов, стабильность технологического процесса Его значение показывает какую долю времени работает оборудование при условии обеспечения всем необходимым.
Производительность машины с учетом только собственных потерь (техническая производительность)

Коэффициент загрузки определяется с учетом собственных организационно- технически потерь ( ). Его значение показывает какую долю времени машина (оборудование) обеспечена всем необходимым.
). Его значение показывает какую долю времени машина (оборудование) обеспечена всем необходимым.
Так, значения =0,7 и =0,8 означают, что в общем фонде времени машина обеспечена всем необходимым для бесперебойной работы (заготовками, инструментом, электроэнергией и пр.) только на 80 % времени и в этот период она работает только 70 % (остальное время простаивает по техническим причинам — из-за отказов, смены инструментов, наладок и др.). В этом случае коэффициент использования машины составит
|
|
|

Т.е оборудование используется на 56%.
Таким образом, все категории (виды) производительности связаны между собой через безразмерные коэффициенты следующим образом:




|
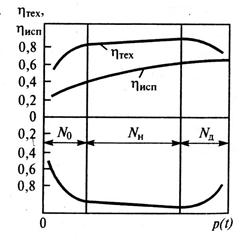
| Рис. 5. Изменение показателей оборудования в процессе эксплуатации |
Все показатели и коэффициенты производительности в общем случае являются функциями времени и изменяются в процессе эксплуатации машин в результате действия различных факторов (износа, старения, коррозии, коробления, (вибраций, разрегулирования, повреждений, поломок и др.). На рис.5. Показаны типовые зависимости изменения коэффициента использования и коэффициента технического использования в процессе эксплуатации машин.
Чтобы определить фактическую производительность, необходимо изучить и учесть потери времени по инструменту, по оборудованию, организационно-технические потери (т. е. все внецикловые потери) и построить баланс производительности оборудования или автоматизированной системы. По балансу производительности определяют коэффициент производительности  , коэффициент технического использования и коэффициент использования автомата или автоматизированной системы .
, коэффициент технического использования и коэффициент использования автомата или автоматизированной системы .
Баланс производительности отражает реальное соотношение цикловых и внецикловых потерь, позволяет выделить максимальные потери и тем самым наметить пути повышения производительности автоматизированного оборудовании.
Коэффициенты позволяют анализировать влияние отдельных видов потерь и принимать необходимые решения по повышении производительности оборудования или по внедрению того или иного оборудования при сравнении со старым.
Проектировать технологический процесс и автоматизированное оборудование на основе совмещения, концентрации технологических операций, выбирать такие структурные схемы станков-автоматов и автоматических линий, которые обеспечивали бы оптимальную концентрацию технологических операций в каждом рабочем агрегате.
|
|
|
Для расчетов безразмерных коэффициентов используются временные характеристики технологического процесса и рекомендации по использованию фонда времени (Приложение табл. 4, 5)
Компоновка автоматизированных комплексов неразрывно связана с его структурой и выбранным основным и вспомогательным оборудованием. Состав металлорежущего оборудования в основном обусловлен конструктивно-технологическими особенностями обрабатываемых деталей. При выборе технологического оборудования, входящего в состав РТК необходимо стремиться к максимальному использованию технических возможностей оборудования (мощности главного привода, количества инструментов в магазине, систем управления и контроля, систем загрузки и выгрузки деталей, систем уборки стружки и т. д.).
При выборе основного технологического оборудования нужно учитывать компоновочную и программную стыковку с транспортно-складскими системами, загрузочными и измерительными устройствами.
В качестве оборудования транспортно-загрузочной системы используются целевые механизмы различных типов и промышленные роботы.
Промышленный робот выбирается исходя из требований, которые предъявляются к нему в соответствии с технологическим процессом.
Если робот предназначен для загрузки (выгрузки) деталей в технологическое оборудование, то необходимо учитывать:
· количество обслуживаемого оборудования,
· размеры зоны обслуживания,
· массу транспортируемых грузов (детали),
· взаимосвязь с технологическим оборудованием, его положение в РТК,
· систему управления и др.
В таблице 7 приведены примеры оптимального сочетания станков и роботов, выпускаемых отечественных технологических комплексов. Применение в качестве загрузочных устройств промышленных роботов допускает 3 основные схемы их размещения относительно основного оборудования:
1. Напольное - робот устанавливается на полу перед станком;
2. Подвесное - робот портальный и устанавливается над оборудованием;
3. Навесное - робот устанавливается на переднюю бабку станка, станину, либо другую его часть.
|
|
|
Для работы РТК в течение длительного времени рекомендуется выбирать накопитель деталей. Накопитель деталей, входящий в состав РТК, должен позволять бесперебойно работать в течение заданного промежутка времени. Рекомендуется выбирать промежуток времени - 4-8 часов. Количество деталей в накопителе определяется исходя из операционного времени.
Если для работы РТК в течение заданного времени требуется накопитель с большим количеством деталей, то рекомендуется предусмотреть межоперационную автоматическую транспортно-складскую систему.
Потребное количество основного технологического оборудования определяется исходя из технологического процесса.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 1977; Нарушение авторских прав?; Мы поможем в написании вашей работы!