КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ось колесной пары
|
|
|
|
Колесные пары
Уход за рамой тележки.
Рамы тележек осматривают особенно тщательно. Убеждаются в отсутствии трещин. Особое внимание обращают на узлы сочленения поперечных балок с продольными, места приварки кронштейнов, на которых подвешивают тяговые двигатели, редукторы, тормозные подвески. Осматривают также кронштейны для крепления тормозных цилиндров и буксовых поводков. Обнаруженные трещины обрабатывают и заваривают. После заделки трещины проводят магнитную и при необходимости ультразвуковую дефектоскопию.
Колесная пара служит для преобразования крутящего момента с вала якоря тягового двигателя в поступательное движение вагона и направления его по рельсовому пути.
Классификация колесных пар
На вагонах метрополитена применяются следующие колесные пары:
· с цельнокатаными колесами
· с подрезиненными колесами
· с буксами для поводкового подвешивания
· с буксами для шпинтонного подвешивания
Каждая колесная пара включает следующие элементы:
· ось
· два подрезиненных или цельнокатаных колеса
· редукторный узел
· две буксы
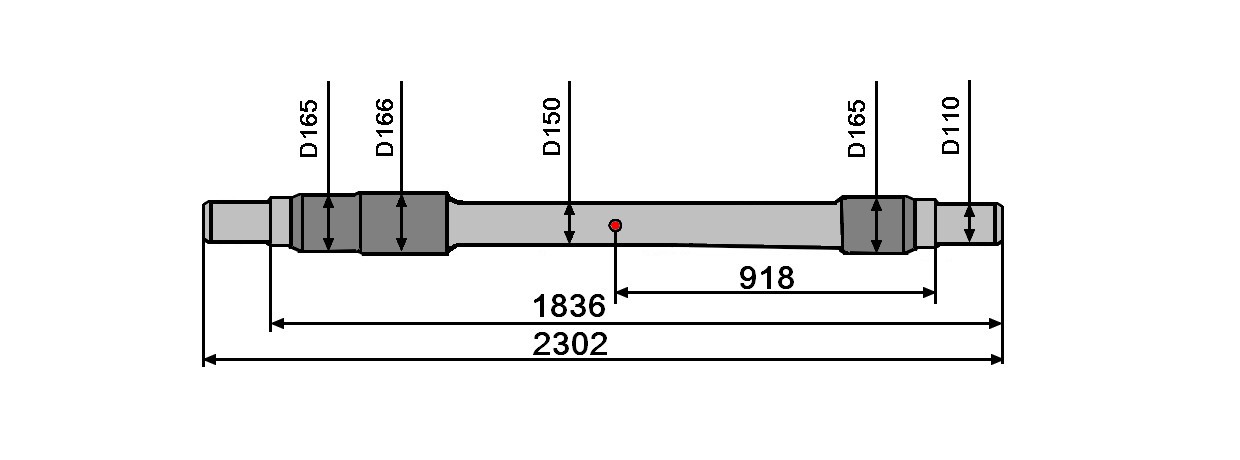
Рис.22. Ось колесной пары
Ось представляет собой брус круглого сечения. Ось изготовляют из углеродистой стали. Заготовки осей (поковки) отковывают на молотах, причем уковка слитка металла должна быть пятикратной. Откованные заготовки подвергают нормализации (нагрев до температуры 870-890°С с последующим охлаждением на воздухе) или нормализации с дополнительным отпуске,это необходимо для устранения ковочных напряжений и выравнивания структуры металла. Каждая поковка должна иметь следующие клейма, которые наносятся на среднюю или подступичную часть оси в горячем состоянии:
· номер завода - изготовителя поковки;
· номер оси;
· номер плавки;
· год изготовления поковки;
· клеймо приемщика МПС.
Ось обрабатывают на токарном станке. Перед обработкой поковка должна быть проверена на ультразвуковом дефектоскопе. При наличии дефектов или при не прозвучивании поковка бракуется. Обработанную на токарном станке ось подвергают упрочняющей накатке роликами. Накатку производят двумя роликами высокой твердости. Ролик вращается на подшипниках в специальных державках. Они располагаются в горизонтальной плоскости по обе стороны оси и гидравлическими цилиндрами прижимаются к ней с усилием 1700-2200 кг, одновременно перемещаясь вдоль оси. Ось при этом поливают машинным маслом. Усилие, производимое роликами, контролируется по манометрам. После накатки поверхностная твердость металла увеличивается на 25-30%, и почти вдвое повышается усталостная прочность. Накатке подвергают всю ось, кроме предподступичных частей. С целью исключения концентрации напряжений под кромкой лабиринтного кольца и внутреннего кольца роликоподшипника буксы на оси перед галтелью перехода от шейки оси к предподступичной части выполняют разгрузочную канавку глубиной 0,15-0,3 мм.
Обработанная ось клеймится.

Рис.23.Клеймение оси
Клейма ставят на торце первой шейки в одном из сегментов.
Клейма содержат:
· номер оси;
· номер плавки металла;
· две последние цифры года отковки оси;
· месяц и две последние цифры года обработки оси;
· в основании паза под стопорную планку ставят клейма мастера ОТК и инспектора службы подвижного состава.
· Номер завода изготовителя
Номер плавки металла необходимо иметь для того, чтобы в случае обнаружения на одной оси каких-либо дефектов металла, можно было бы взять под контроль все другие оси данной плавки.
Размеры основных элементов оси (рис.22) следующие:
· диаметр резьбовой части М 105×3 мм;
· диаметр шейки 110 мм;
· диаметр предподступичной части 145 мм;
· диаметр подступичной части 165 мм;
· диаметр средней части 150 мм;
· длина оси 2302 + 2 мм;
· расстояние между серединами шеек 1836 мм.
На средней части оси имеется керн глубиной 2 мм с углом наклона боковых граней 60° относительно которого, по специальным шаблоном, определяются места расположения на оси того или иного элемента колесной пары при напрессовке.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 3064; Нарушение авторских прав?; Мы поможем в написании вашей работы!