КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Применение монтажного эталона
|
|
|
|
Фиксирующие элементы в каркасе стапеля, предназначенного для сборки агрегатов и секций самолетов небольших размеров, можно монтировать по монтажным эталонам (рис.3.44). Для того чтобы получить монтажный эталон, используют теоретические плазы, по которым изготовляют шаблоны контуров сечений агрегата или секции. Из шаблонов набирают жесткий каркас, после заполнения его обрабатывают, создавая поверхность конкретного изделия. По полученному таким образом эталону поверхности изделия изготовляют контрэталон, являющийся ответным отображением эталона (рис. 3.45).
При изготовлении эталонов следует учитывать, что эталон поверхности каждой сборочной единицы самолета, а также контрэталоны и монтажные эталоны выполняются по наружным обводам самолета, а эталоны узлов, приспособления для сборки узлов и для контроля деталей - по обводам каркаса, что позволяет учесть толщину обшивки, присоединяемой к каркасу.
Эталон поверхности сборочной единицы самолета является жестким носителем наружной поверхности данной сборочной единицы. Такой эталон в процессе производства используется также как средство контроля контрэталонов и различной оснастки, предназначенной для изготовления обшивок и других точных деталей.
Эталон поверхности является первоисточником для увязки оснастки при наличии шаблонов, снимаемых с теоретических и конструктивных плазов.
Контрэталон сборочной единицы самолета представляет собой контрольное устройство, предназначенное для изготовления и периодической проверки монтажных эталонов агрегата и всех входящих в этот агрегат секций, панелей, узлов (шпангоутов, нервюр, лонжеронов и т.п.).
При помощи контрэталонов основных агрегатов можно производить увязку и проверку монтажных эталонов рулей, элеронов, элевонов, закрылков и т.п. Все обводы рубильников и ложементов контрэталона и их монтаж в каркасе контрэталона выполняются по эталону поверхности.
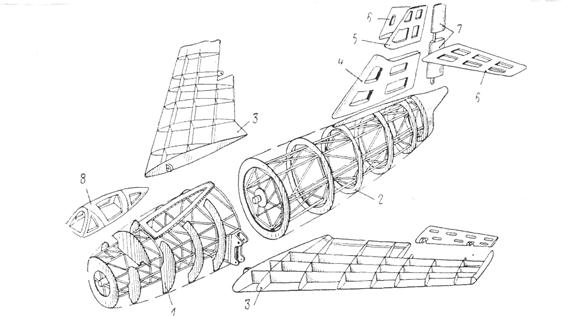
Рис. 3.44 Монтажные эталоны основных агрегатов самолета
1 – носовой части фюзеляжа; 2 – хвостовой части фюзеляжа; 3 – крыла; 4 – нижней и 5 – верхней частей киля;

Рис. 3.45 Эталон поверхности изделия а, контрэталон б и
монтажный эталон в
Для монтажа и проверки сборочной оснастки (приспособлений и стапелей) эталонно-шаблонным методом применяются монтажные эталоны агрегатов и входящих в них секций, панелей, узлов.
Монтажный эталон сборочной единицы изготавливают при помощи контрэталона путем снятия слепков соответствующих обводов. По монтажным эталонам таких узлов, как нервюры, шпангоуты, лонжероны и др., можно изготовить отдельные детали самолетной конструкции. В этом случае монтажный эталон узла является также эталоном для входящих в этот узел деталей. Эталоны узлов позволяют обработать рабочую поверхность фиксаторов обводов конструкции, входящих в приспособления для сборки узлов, панелей, секций. Монтажные эталоны являются надежным и точным средством для проверки приспособлений и стапелей, предназначенных для изготовления сборочных единиц самолета. В каркас стапеля 1 вводят монтажный эталон и при помощи оптических средств его устанавливают в положение, соответствующее рабочему положению изделия (рис. 3.46). эталон выставляют на технологических домкратах и после выставки по репер-стойкам 11 эталона на каркасе стапеля 1 устанавливают реперные площадки 8 через компенсирующую прокладку из НИАТ МЦ. Эти площадки затем будут служить для последующих установок эталона при ремонте и модернизации стапеля, обеспечивая идентичное положение эталона.
Относительно монтажного эталона по его лекалам 10 устанавливают и формируют рубильники 2 стапеля. Рубильники 2 поступают на монтаж не обработанными по рабочей поверхности и выставляются относительно лекал 10 эталона с зазором, который заполняется безусадочной формовочной смесью (например, карбинольным клей-цементом). Таким образом после затвердения смеси, рубильник получает точно скопированную поверхность эталона (слепок 12, сеч. В-В).
Фиксатора становых узлов соединяют с эталоном по отверстиям штырями, а между основанием фиксатора и каркасом стапеля заливают компенсирующую прокладку 13 (вынос I), затвердевшую без усадки.
После установки в стапель фиксирующих элементов (рубильников, фиксаторов стыковых узлов) монтажный эталон из стапеля вынимают. Стапель готов для выполнения сборочного процесса.
При изготовлении монтажные эталоны агрегатов стыкуются между собой как по стыкам, так и по обводам. Этим обеспечивается увязка сборочных стапелей отдельных агрегатов и достигается высокий уровень взаимозаменяемости агрегатов и их частей.
Преимущества монтажа сборочной оснастки по монтажному эталону:
- упрощение монтажа, снижение его трудоёмкости;
- обеспечение увязки сборочных стапелей агрегатов;
- сокращение времени ремонта и модернизации, так как все доработки по модернизации на эталоне можно выполнить параллельно со сборкой изделий, а затем по доработанному эталону выполнить за короткое время модернизацию стапеля.
Крупным недостатком монтажного эталона является трудоемкость его изготовления, что значительно увеличивает цикл технологической подготовки производства.
В связи с широким внедрением задания обводов летательных аппаратов математическими методами, а в настоящее время и представления всей конструкции летательных аппаратов в виде электронной модели, появилась возможность обработки контуров рубильников и ложементов на оборудовании с ЧПУ.
Обводообразующая оснастка заготовительно-штамповочного производства также обрабатывается на оборудовании с ЧПУ.
Поэтому от пола необходимость в жестких носителях формы агрегатов (шаблонах, эталонах). На монтажном эталоне не нужны лекала, несущие контур агрегата, так как рубильники на монтаж стапеля приходят с обработанным рабочим контуром. Осталась задача ориентирования их и других узлов в пространстве сборочного стапеля относительно строительных осей.
Эти задачи решаются с помощью установки в стапель инструментальной балки с сеткой координатных отверстий (мини плаз-кондуктор) с навешенными на неё калибрами становых узлов («балочный» монтажный эталон). Трудоёмкость изготовления «балочного» эталона на порядок ниже известного монтажного эталона. Кроме того, инструментальные балки универсальны и используются для любых изделий и позволяют комплектовать на одной и той же балке узлы для различных агрегатов (переналадка). Что позволяет сократить номенклатуру
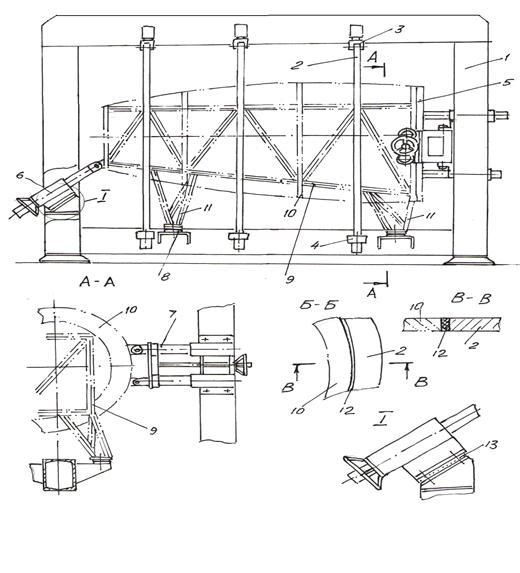
Рис. 3.46 Монтаж стапеля носового отсека фюзеляжа по монтажному эталону
1 – каркас стапеля; 2 – рубильник; 3 – установочный элемент; 4 – замок; 5 – плита разъема; 6, 7 – фиксатор стыковых узлов; 8 – репер-площадка для установки эталона; 9 – каркас эталона; 10 – лекала; 11 – репер-стойка; 12 – слепок; 13 – компенсирующая прокладка НИАТ МЦ.
увязочной оснастки. С помощью «балочного» эталона монтажный эталон превратился в жесткий носитель размеров агрегата. На рис. 3.47 представлен «балочный» эталон для носового отсека агрегата.
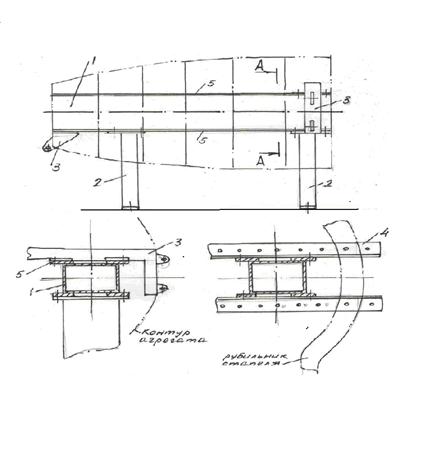
Рис. 3.47 Балочный монтажный эталон
1 – инструментальная балка; 2 – репер-стойка; 3 – калибр стыковых узлов;
4 – монтажная линейка; 5 – пояс с отверстиями.
При монтаже стапеля инструментальная балка 1 вводится в каркас стапеля аналогично монтажному эталону. После выставки её по оптическим приборам на каркасе стапеля также заливаются реперные площадки (рис. 3.46). для обеспечения идентичного положения балки 1 при последующих установках в стапель. На поясах 5 балки 1 вскрыты отверстия с шагом кратным 50 + 0,01 мм, на которые устанавливаются калибры стыковых узлов 3 и монтажные линейки 4 для установки рубильников стапеля.
На рубильниках при обработке контура вскрывают отверстия для монтажа их по монтажным линейкам. Эти отверстия связаны с контуром и заданы от строительных осей размерами кратными 50 мм. Сориентировав эти отверстия по линейкам 4 в пространстве сборочного стапеля, обеспечивают правильные положения контура рубильника в пространстве.
Монтаж фиксаторов стыковых узлов ничем не отличается от их монтажа по монтажному эталону.
После ----- инструментальной балки из стапеля на ней можно навесить калибры стыковых узлов другого агрегата и приступить к монтажу сборочного стапеля для этого агрегата.
Применение «балочных» эталонов позволяет сохранить все преимущества монтажа и увязки монтажных эталонов и не увеличивать цикл технологической подготовки производства.
|
|
|
|
|
Дата добавления: 2015-03-29; Просмотров: 4717; Нарушение авторских прав?; Мы поможем в написании вашей работы!