КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматизированная система программно-логического управления процессом плавки
|
|
|
|
Как уже отмечалось, отсутствие достаточно точного.математического описания плавильных процессов в электродуговых печах не позволяет создать автоматическую систему оптимального управления электрическим, тепловым и технологическим режимами плавок. В существующей практике электросталеплавильного производства, так же как конвертерного и мартеновского, выбор величин управляющих воздействий, т.е. выполнение основных функций управления, производится оператором-сталеваром. Оператор руководствуется при этом выборе разработанными в цехе инструкциями по ведению процесса и собственным производственным опытом. Автоматическая аппаратура выполняет функции регулирования: стабилизацию или изменение по программе заданных управлений.
Одним из способов совершенствования автоматизации управления электросталеплавильными печами является создание системы автоматического программно-логического управления процессом плавки. Осуществление программно-логического метода управления базируется на предварительном детальном изучении, исследовании процесса.
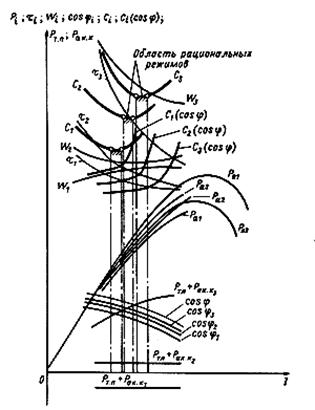
Рисунок 12.2 – Зависимости режимных параметров плавки в функции тока печи
Итогом таких исследований являются программы энергетического и технологического режимов обеспечивающие эффективное ведение плавок. Исполнение программ возлагается на автоматические вычислительные и логические устройства, которые выполняют функции управления.
Методика определения рационального энергетического режима, обеспечивающего минимизацию себестоимости выплавляемой стали, заключается в следующем. Плавка разбивается на ряд периодов, существенно отличных по условиям горения дуг и теплообмена в рабочем пространстве печи. Например, весь период плавления можно разбить на три периода; 1) проплавление колодцев в шихте; 2) горение дуг под сводом шихты до момента ее обвала и 3) расплавление остатков шихты после обвала. На Рисунке 12.2 приведены типичные для этих периодов кривые, иллюстрирующие характер изменения и существенные различия средних значений активной Ра и полезной Рп мощностей, коэффициента мощности cosφ и других показателей в функции силы тока печи I.
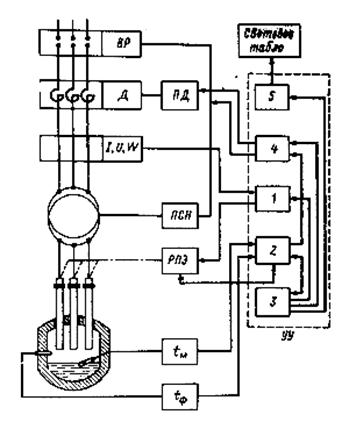
Рисунок 12.3. – Схема системы программно-логического управления плавкой дуговой печи
Структурная схема автоматизированной системы программно-логического управления плавкой в электродуговой печи показана на Рисунке 12.3. Управляющее устройство УУ (ЭВМ или микропроцессорный контроллер) получает исходную информацию от автоматических датчиков температуры футеровки tф, металла tм, электрических пара метров I, U, Wи панелей ручного ввода данных. Оно выполняет все необходимые программно-логические операции по управлению и состоит из ряда функциональных блоков:
- блока регулирования электрического режима, рассчитывающего задания параметров электрического режима 2;
- блока регулирования теплового режима, определяющего необходимый подвод мощности для получения заданной температуры, металла при исключении перегрева футеровки 2;
- блока формирования и выдачи сигналов, связанных с технологическими требованиями и операциями при выплавке данной марки стали (заданные значения температуры металла, длительности отдельных периодов плавки, количества шлакообразующих, легирующих и раскисляющих присадок, включение или выключение электромагнитного перемешивания ванны и т.п.) 3;
- блока управления высоковольтной аппаратурой 4;
- блока управления световым табло индикации команд 5.
В систему управления входят также регулятор перемещения электродов РПЭ, переключатель ступеней напряжения ПСН,высоковольтный разъединитель с приводом ВР, дроссели с приводом Д.
Типовой график ведения плавки при автоматизации программно-логического управления для одной из марок стали показан на Рисунке 12.4.
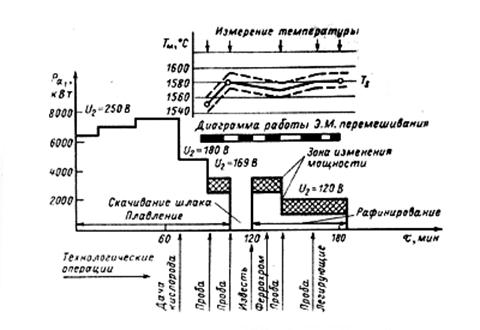
Рисунок 12.4 – График ведения плавки в дуговой печи
График предопределяет периодическое изменение напряжения, последовательность технологических операций по введению кислорода и присадок, скачиванию шлака, диаграмму работы электромагнитного перемешивания. Автоматизированное программное управление плавками обеспечивает соблюдение заданной технологии процесса, заданный график нагрева металла с отклонениями в пределах ±10 °С, что сопровождается улучшением качества стали,. повышением производительности печи, уменьшением расхода электроэнергии и повышением коэффициента мощности.
Управление продувкой ванны кислородом состоит в автоматической стабилизации заданного расхода кислорода и в определении заданного суммированного количества кислорода на плавку. Первая задача выполняется стандартным комплектом аппаратуры со стабилизирующим регулятором, вторая - счетчиком расхода с сигнальным контактом.
Для лучшего управления окислительными и восстановительными процессами плавки в современных системах автоматики предусматриваются узлы автоматического регулирования давления и состава атмосферы в рабочем пространстве электродуговой печи. Узел регулирования давления является по своей структуре типовым для металлургических печей. Отбор давления производится через отверстие в стенке печи. Регулятор давления управляет клапаном, установленным на футерованном участке дымопровода, соединяющего отверстие в своде печи, через которое отводятся образующиеся газы, с холодильником и пылеуловителем. Состав газовой фазы, ее окислительный потенциал регулируются по заданному соотношению СО/СО2.
Анализ печных газов на СО и СО2 осуществляется автоматическими газоанализаторами. Регулятор соотношения, получающий сигналы от автоматических газоанализаторов, управляет исполнительным механизмом при заслонке на бункере раскислителя, изменяя соотношение количеств подаваемых в печь раскислителя и известняка.
Эффективная работа газо-кислородных горелок, предназначенных для интенсификации процесса плавки, обеспечивается автоматическими стабилизаторами расхода газа и регуляторами соотношения газ-кислород.
Система автоматики печи включает в себя ряд блокировок и сигнализаций, необходимых для безаварийной работы агрегата, например, блокировка работы переключателя ступеней напряжения, сигнализация давления воды, газа, кислорода и др.
|
|
|
|
|
Дата добавления: 2015-03-29; Просмотров: 1746; Нарушение авторских прав?; Мы поможем в написании вашей работы!