КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Общие сведения. Сервис для создания облака - Tagxedo - Creator
|
|
|
|
Облако слов
Сервис для создания облака - Tagxedo - Creator
Сервис Tagxedo - Creator не требует регистрации. Созданное в нем облако можно представить в любом виде, например, птички, сердечка или карты Китая. Есть возможность изменения цвета, размера, положения, формы, фона и расстояния между словами. Работать не сложно.
1. Переходим по ссылке http://www.tagxedo.com/
2. Можно сразу же приступить к работе, т.к. регистрация не требуется
3. Выберите команду Create- создать
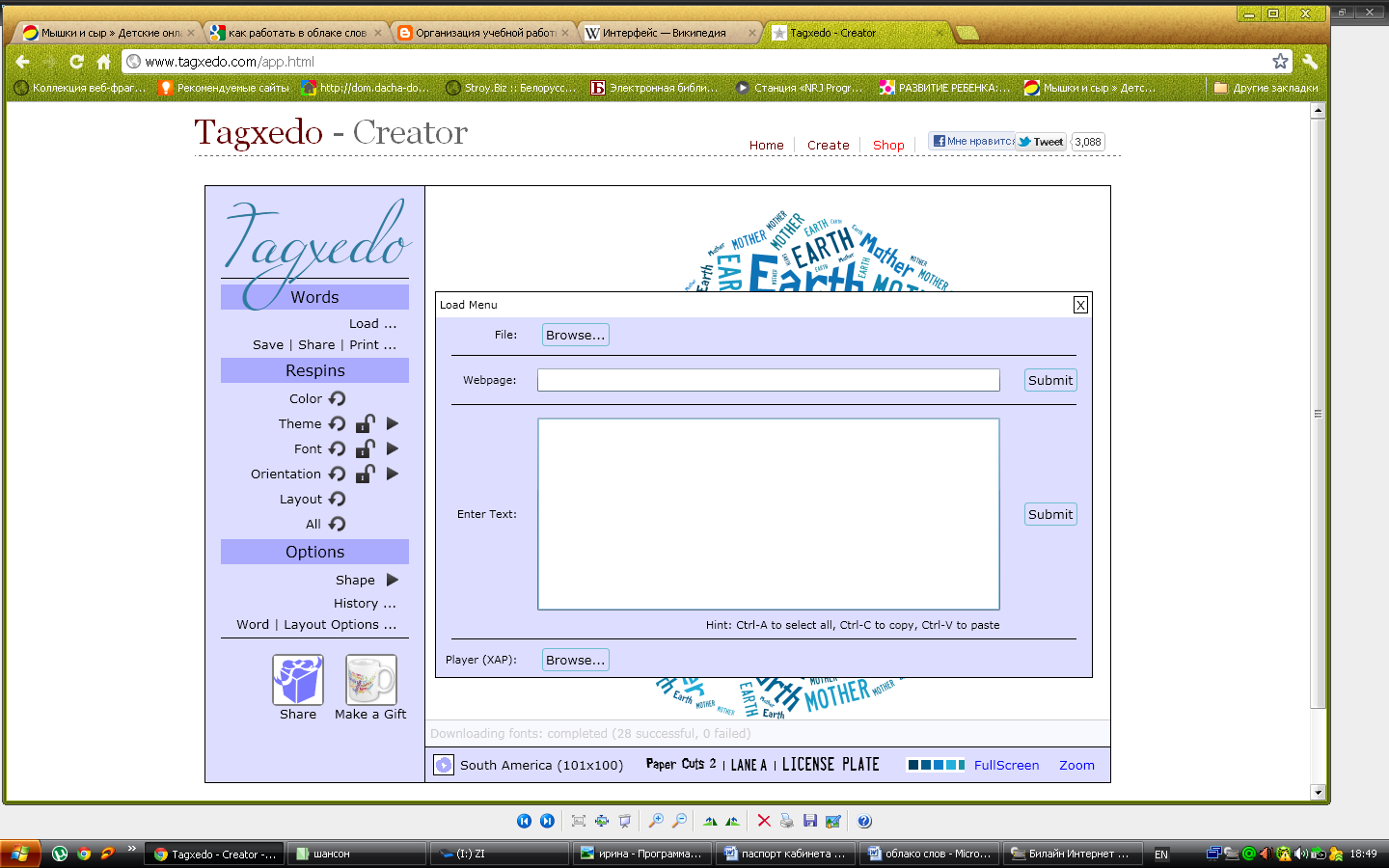
В открывшемся окне, выбрать меню Load -загрузить; ввести или скопировать написанное эссе (Ctrl+v вставка текста) и нажать Submit- преобразить

-
 С помощью меню выбрать форму облака
С помощью меню выбрать форму облака - Приступить к сохранению Words/Save/Advanced
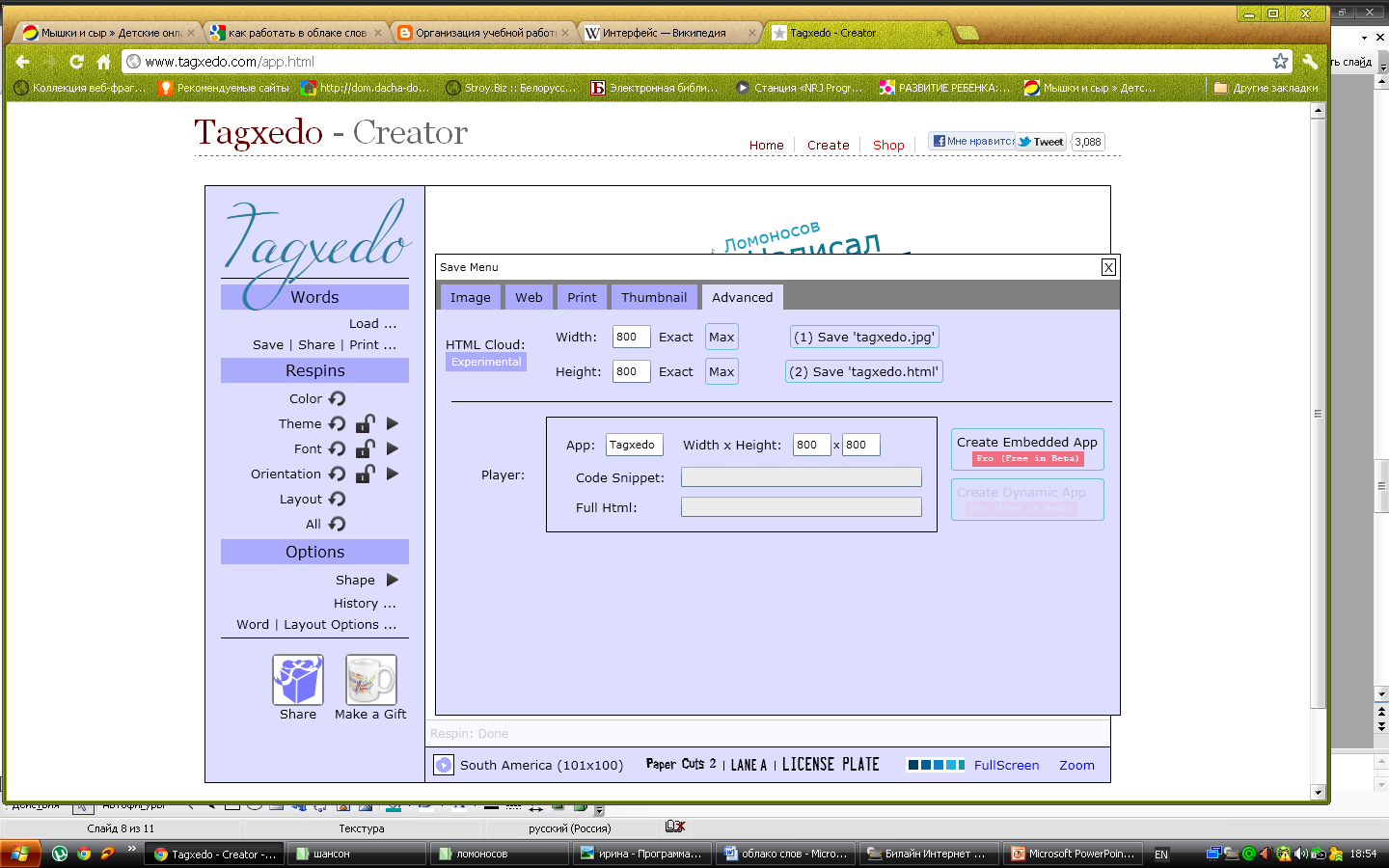
- Сохраните получившейся шедевр на странице команды
Посадки с натягом предназначены для неподвижных неразъемных (или разбираемых лишь в отдельных случаях при ремонте) соединений деталей, как правило, без дополнительного крепления винтами, штифтами, шпонками и т. п. Соединения деталей с натягом способны передавать значительные эксплуатационные нагрузки. Относительная неподвижность деталей при этих посадках достигается за счет контактного давления и силы трения, возникающих при сборке с натягом.
Различают следующие основные способы сборки деталей с натягом:
1. Сборка под прессом за счет осевого усилия при нормальной температуре (продольная запрессовка).
2. Сборка с предварительным нагревом охватывающей детали (отверстия) или охлаждением охватываемой детали (вала) до определенной температуры (поперечная запрессовка).
Сборка под прессом – наиболее известный и несложный процесс, применяемый преимущественно при относительно небольших натягах. Недостатками такого способа являются: недопустимая деформация тонкостенных и нежёстких деталей при запрессовке, возможность схватывания и повреждения поверхностей деталей, потребность в мощных прессах, более высокие требования к шероховатости сопрягаемых поверхностей.
Сборка поперечным способом (за счёт термических деформаций) применяется в широком диапазоне натягов и обеспечивает более высокое качество соединения (при одинаковом натяге прочность соединения в 1,5-2,5 раза выше, чем при продольной сборке) при снижении требований к шероховатости сопрягаемых поверхностей.
Расчет посадок с натягом выполняется с целью обеспечения прочности соединения (отсутствие относительного смещения сопрягаемых деталей под действием эксплуатационных нагрузок), а также прочности сопрягаемых деталей (отсутствие недопустимых деформаций).
Посадки с натягом установлены в относительно точных кавалитетах IT5…IT8.
Порядок выполнения задания
1 Изучение области применения посадок с натягом, методики расчёта и способов сборки деталей с натягом [1,2].
2 Описание и характеристика (назначение и условия работы) соединения с натягом в заданной конструкции.
В данной конструкции с натягом соединяются втулка 1 (рисунок 2.1), выполненная из термообработанной стали 40Х (на сборочном чертеже – позиция 11) и шестерня 2 (на сборочном чертеже – позиция 10), выполненная из стали 45. Соединение передает крутящий момент от вала на шестерню М кр = 180 Нм. Основная цель применения соединения с натягом – это установка втулки из более прочного материала для повышения надежности шпоночного соединения. Соединение с натягом собирается поперечным методом с предварительным охлаждением охватываемой детали.
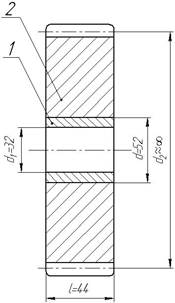
Рисунок 2.1 – Эскиз соединения с натягом
3 Выбор физико–механических свойств охватываемой (1) и охватывающей (2) деталей по таблице 2.1.
Таблица 2.1 – Физико–механические свойства материалов
| Марка материала | Коэффициент линейного расширения α, 0С-1 | Модуль упругости Е, Па | Коэффициент Пуассона µ | Предел текучести σт, МПа |
| Сталь 45 | 11,65×10-6 | 2,04×1011 | 0,3 | |
| Сталь 40Х | 12,0×10-6 | 2,0×1011 | 0,3 | |
| Чугун СЧ15 | 11,0×10-6 | 1,23×1011 | 0,25 | |
| Чугун СЧ18 | 11,0×10-6 | 1,23×1011 | 0,25 | |
| Чугун СЧ28 | 11,0×10-6 | 1,23×1011 | 0,25 | |
| Бронза БрА9Ж4 | 16,2×10-6 | 1,16×1011 | 0,35 | |
| Бронза БрО10Ф1 | 17,0×10-6 | 1,0×1011 | 0,35 |
В данном случае:
µ1 = 0,3;
µ2 = 0,3;
Е 1 = 2,0×1011 Па;
Е 2 = 2,04×1011 Па;
 = 786 Мпа;
= 786 Мпа;
 = 353 Мпа.
= 353 Мпа.
4 Определение значения минимального контактного давления Р min в соединении из условия его неподвижности при действии крутящего момента [1, 2].
В рассматриваемом варианте:

Коэффициент трения сцепления f кр в данном соединении с натягом при поперечной сборке с охлаждением вала равен 0,25.
5 Определение значения максимально допустимого контактного давления в соединении Р max из условия отсутствия пластической деформации охватываемой и охватывающей деталей.

при d 2 = ∞:

Для дальнейшего расчета необходимо выбрать меньшее значение (относящееся к менее жесткой детали)
Р max= 204,7 МПа.
6 Определение минимального  и максимального
и максимального  натягов по формуле [1, 2]:
натягов по формуле [1, 2]:
где С 1 и С 2 – коэффициенты, определяемые по формулам:
 и
и 
При d 2 = ∞, С 2 = 1 + µ2 = 1 + 0,3 = 1,3.


7 Определение поправки ∆ NR, учитывающей срез и смятие неровностей, по формуле [1, 2]:
∆ NR = 5  .
.
Для деталей, соединяемых поперечным методом, выбираем
 = 1,6 мкм;
= 1,6 мкм;  = 1,6 мкм.
= 1,6 мкм.
∆ NR = 5(1,6 + 1,6) = 16 мкм.
8 Определение минимального и максимального расчетного натягов:
 = + ∆ NR = 3,2 + 16 = 19,2 мкм;
= + ∆ NR = 3,2 + 16 = 19,2 мкм;
 =
=  + ∆ NR =
+ ∆ NR =  + 16 = 169 мкм,
+ 16 = 169 мкм,
где  – коэффициент, учитывающий увеличение контактного давления в соединении у торцов охватывающей детали (равен 0,9).
– коэффициент, учитывающий увеличение контактного давления в соединении у торцов охватывающей детали (равен 0,9).
9 Определение среднего квалитета посадки:
 ,
,
где i – единица допуска, выбираемая по таблице 2.2.
Таблица 2.2 – Значение единицы допуска для интервалов размеров
| Интервалы размеров, мм | До 3 | Свыше 3 до 6 | Свыше 6 до 10 | Свыше 10 до 18 | Свыше 18 до 30 | Свыше 30 до 50 | Свыше 50 до 80 |
| i, мкм | 0,55 | 0,73 | 0,90 | 1,08 | 1,31 | 1,56 | 1,86 |
| Интервалы размеров, мм | Св. 80 до 120 | Св. 120 до 180 | Св. 180 до 250 | Св. 250 до 315 | Св. 315 до 400 | Св. 400 до 500 | |
| i, мкм | 2,17 | 2,52 | 2,89 | 3,22 | 3,54 | 3,89 |
По таблице 2.3 ближайший квалитет в сторону повышения точности – IT9.
Таблица 2.3 – Значение среднего квалитета посадки для квалитетов
| Квалитет | ||||||||||||
| а |
В стандарте ГОСТ 25347–82 посадки с натягом в IT9 не предусмотрены, поэтому выбираем IT8.
10 Выбор стандартной посадки в системе отверстия по таблице 2.4, в соответствии с условиями  и
и  .
.
Для посадки Ø 52 
 = 41 мкм,
= 41 мкм,  = 133 мкм, т.е. условия выбора выполняются.
= 133 мкм, т.е. условия выбора выполняются.
11 Построение схемы расположения полей допусков выбранной посадки представлено на рисунке 2.2.
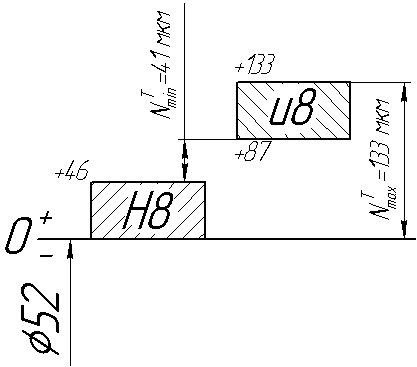
Рисунок 2.2 – Схема расположения полей допусков посадки с натягом
12 Нахождение максимального усилия запрессовки при продольной сборке деталей, необходимого для выбора прессового оборудования:
где  .
.
В данном варианте для поперечного метода сборки этот пункт не выполняется.
13 Определение необходимой температуры нагрева или охлаждения деталей для осуществления поперечной сборки. В случае сборки с охлаждением охватываемой детали
при сборке с нагревом охватывающей детали
где tсб – температура помещения сборки; Sсб – минимальное необходимый зазор при сборке (соответствует S min в посадках  ).
).
Для Ø52 S min = Sсб = 10 мкм = 0,01 мм.
Таким образом, при tсб ≈ 20◦ C


Вывод. Выбранная стандартная посадка обеспечивает запас прочности как по минимальному  = 21,8 мкм, так и по максимальному
= 21,8 мкм, так и по максимальному  = 36 мкм натягам. Посадочные размеры деталей выполняются по 8–му квалитету с шероховатостью
= 36 мкм натягам. Посадочные размеры деталей выполняются по 8–му квалитету с шероховатостью  = 1,6 мкм;
= 1,6 мкм;  = 1,6 мкм, что технологически вполне достижимо. При сборке необходимо применить средства охлаждения, обеспечивающие температуру ниже – 209◦ C (например, жидкий азот).
= 1,6 мкм, что технологически вполне достижимо. При сборке необходимо применить средства охлаждения, обеспечивающие температуру ниже – 209◦ C (например, жидкий азот).
Таблица 2.4 – Предельные натяги в посадках с натягом  мкм
мкм
| Номиналь-ные размеры d, мм | Посадки в системе отверстия | |||||||||||
| H6 p5 | H6 r5 | H6 s5 | H7 r6 | H7 s6 | H7 t6 | H7 s7 | H7 u7 | H8 s7 | H8 u8 | H8 x8 | H8 z8 | |
| от 10 до 18 | - | |||||||||||
| 18…24 | - | |||||||||||
| 24…30 | ||||||||||||
| 30…40 | ||||||||||||
| 40…50 | ||||||||||||
| 50…65 | ||||||||||||
| 65…80 | ||||||||||||
| 80…100 | ||||||||||||
| 100…120 | ||||||||||||
| 120…140 | ||||||||||||
| 140…160 | ||||||||||||
| 160…180 | ||||||||||||
| 180…200 | ||||||||||||
| 200…225 | ||||||||||||
| 225…250 | ||||||||||||
| 400…450 | ||||||||||||
| 450…500 |
2.2 Выбор посадок с зазором и переходных посадок
Цель задания
Изучение методики выбора стандартных переходных посадок и посадок с зазором на основе методов прецедентов (аналогов) или подобия.
|
|
|
|
|
Дата добавления: 2015-05-29; Просмотров: 740; Нарушение авторских прав?; Мы поможем в написании вашей работы!