КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка зубьев колес накатыванием, точением и протягиванием
|
|
|
|
Технический прогресс в области зубонарезания характеризуется повы-шением стойкости режущего инструмента, производительности и точности обработки, применением новых' технологических процессов, их автоматизацией К новым прогрессивным методам изготовления зубчатых колес следует отнести накатывание зубьев, обкатку зуботочением, фрезерование гребенчатыми фрезами, строгание зубодолбежными головками, протягивание проямолинейными (цепными и цельными) протяжками, фрезерование конических колес двумя дисковыми фрезами и протягивание круговыми про-186
фрезы с увеличенным наружным диаметром и др. Рассмотрим некоторые из прогрессивных методов нарезания зубчатых колес.
Накатывание зубьев цилиндрических колес пластическим деформированием материала заготовки без снятия стружки. Прокатные станы, предназначенные для изготовления колес этим способом, имеют кинематически-связанные шпиндели. На одном из них на оправке устанавливают заготовку, а на других — инструменты в форме обычных зубчатых колес. Диаметр заготовки принимают примерно равным диаметру делительной окружности накатываемого колеса. Шпинделям сообщается вращение, соответствующее по частоте вращению двух зубчатых колес, находящихся в зацеплении (рис. 137).

Существует три способа накатывания. При первом из них (рис. 137,а) заготовку 1 прокатывают между двумя зубчатыми колесами-инструментами 2, имеющими коническую приемную часть. Инструментальные шпиндели устанавливают относительно заготовки на размер, равный межосевому расстоянию. Инструментальные шпиндели вращаются, а шпиндель заготовки, кроме того, получает прямолинейную подачу вдоль оси. Зубчатое колесо-инструмент, вступая в контакт с заготовкой, накатывает на ней зубья.
Ври втором способе (рис. 137,6) накатывание зубьев производится сразу по всей их длине. При этом оси инструмента 2 и заготовки 1 постепенно сближаются до величины заданного межосевого расстояния.
В зарубежной практике применяют накатывание с помощью инструментальных реек (рис. 137,в), между которыми прокатывается заготовка 1. Накатывание производится за один рабочий ход. При обработке зубчатых колес с модулем более 1,5 мм пользуются горячим накатыванием. Мелкомодульные колеса накатывают в холодном состоянии.
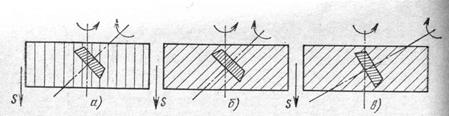
Рис. 138. Схемы нарезания зубчатых колес методом зуботочения
Метод накатывания имеет два больших преимущества: высокие производительность обработки и долговечность зубчатых колес. Последнее обстоятельство объясняется тем, что при накатывании волокна материала не перерезаются, как при фрезеровании, и, кроме того, накатанные поверхности приобретают наклеп. Данный метод является перспективным и может получить широкое распространение при обработке звездочек цепных передач, конических колес и других деталей.
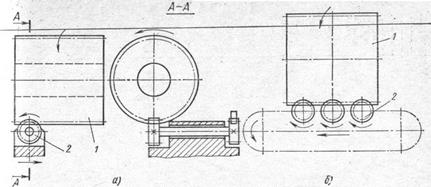
Рис. 139. Схемы нарезания зубьев цилиндрических колес гребенчатыми фрезами
Зуботочение. При зацеплении двух цилиндрических колес с винтовыми зубьями, работающих с перекрещивающимися осями, наблюдается относительное скольжение боковых поверхностей зубьев того и другого колеса. Это обстоятельство использовали для нарезания цилиндрических зубчатых колес (автор Ю. В. Цвис), заменив одно из двух сцепляющихся винтовых колес инструментом типа зуборезного долбяка, а другое — заготовкой. В даннохм случае инструмент можно представить как многозаходную червячную фрезу. Этим способом можно нарезать как косозубые, так и прямозубые цилиндрические колеса. Прямозубые колеса необходимо нарезать обязательно косозубым инструментом, так как только в этом случае угол скрещивания осей не будет равен нулю.
На рис. 138 представлены три схемы нарезания цилиндрических зубчатых колес методом зуботочения: нарезаемое зубчатое колесо прямозубое, инструмент - обкатной косозубый резец (рис. 138,а); нарезаемое колесо косозубое, инструмент - обкатной прямозубый резец (рис. 138,6); нарезаемое зубчатое колесо косозубое, инструмент - обкатной косозубый резец (рис. 138,в).
Наивыгоднейший угол скрещивания осей резца и заготовки 90°. Чем меньше угол скрещивания, тем хуже условия резания. Как показали исследования, производительность зуботочения выше производительности зубо-фрезерования примерно в 3-5 раз.
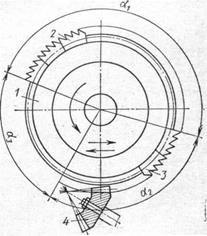
Рис. 140. Схема нарезания зубьев конических колес протягиванием
Обработка цилиндрических колес гребенчатыми фрезами заключается в следующем. Если вращать гребенчатую фрезу с кольцевыми выступами, представляющими собой в сечении профиль зуба рейки, и вдоль ее" оси обкатывать заготовку по начальной окружности нарезаемого колеса, то на заготовке нарежутся нормальные эвольвентные зубья. Для того чтобы за один оборот заготовки полностью нарезать все зубья, фреза должна иметь столько же кольцевых выступов (зубьев), сколько зубьев у нарезаемого колеса. Высокая производительность процесса достигается непрерывностью обкатки нескольких заготовок и наличием фрезы большого диаметра.
Схема нарезания гребенчатой фрезой показана на рис. 139,а. Фреза 1 получает главное вращательное движение, а заготовка 2 — вращение и перемещение вдоль оси фрезы. В связи с тем, что заготовка в процессе обкатки движется от одного конца фрезы к другому, может быть осуществлен непрерывный процесс нарезания зубчатых колес по схеме, показанной на рис. 139,6. При таком процессе значительно сокращается время обработки.
Обработка конических зубчатых колес с прямым зубом протягиванием.Схема обработки приведена на рис. 140. Круговая протяжка имеет корпус 1, на котором закреплены блоки с черновыми 2 и чистовыми 3 резцами. Блоки с черновыми резцами (10—13) устанавливают на угол ось блоки с чистовыми резцами (5 — 7) — на угол a2. Сектор с углом a3 не имеет резцов.
Во время обработки заготовки протяжка получает равномерное вращение и поступательное перемещение в направлении, приблизительно совпадающем с линией основания ножки зуба. За один оборот протяжки полностью обрабатывается одна впадина нарезаемого колеса 4, которое остается неподвижным. При работе черновыми резцами протяжка перемещается вправо, при работе чистовыми резцами - влево; в момент, когда напротив заготовки оказывается сектор ое3, происходит ее делительный поворот.
Обработка зубьев протягиванием имеет высокую производительность; например, одна впадина колеса обрабатывается за 2-6 с. Станки, производящие такую обработку, выпускаются нашей промышленностью (мод. 5245)
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 1554; Нарушение авторских прав?; Мы поможем в написании вашей работы!