КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарно-затыловочные станки
|
|
|
|
Лекция 22
Токарно-затыловочные стайки предназначены для обработки задних поверхностей зубьев инструментов: цилиндрических, червячных, дисковых и пазовых фрез, а также метчиков с прямыми и винтовыми канавками. Затылование производится по архимедовой спирали. Такой профиль зуба инструмента применяют только для фасонных фрез.
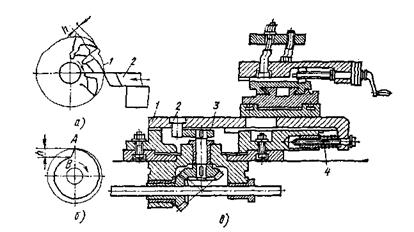
Затылование производится в результате сложения двух движений (рис. 141,я): вращательного движения детали и возвратно-поступательного движения режущего инструмента к детали. При вращении детали 1 режущий инструмент 2 на участке зуба поступательно перемещается к центру детали на величину h (падение затылка) и срезает стружку. Когда инструмент достигает конца зуба, за которым начинается стружечная канавка, он быстро отходит в исходное положение. При дальнейшем вращении детали эти движения инструмента повторяются.
Описанные движения инструмента осуществляются от кулачка (рис. 141,6), который установлен в специальном суппорте (рис. 141,в). Подвижная часть суппорта 1 с пальцем 2 прижимается к кулачку 3 под действием пружины 4. Движение подвижной части суппорта вперед сопровождается сжатием пружины, которое происходит под действием рабочей кривой ВА вращающегося кулачка (рис. 148,6), а возврат в исходное положение — под действием пружины по кривой кулачка АВ..
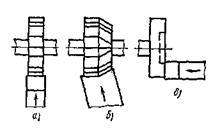
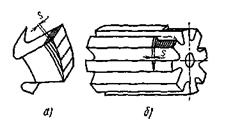
В зависимости от направления, движения режущего инструмента относительно оси детали различают три вида затылования: радиальное (рис. 142,я), косое (рис. 142,6) и торцовое (рис, 142,в). Исходя из формы и размеров затылуемых фрез применяют различные методы работы. Например, узкие дисковые фрезы обычно обрабатывают фасонными резцами методом поперечной подачи (рис. 143,а). Длинные детали цилиндрической формы, а также детали, имеющие фасонный профиль, затылуют продольной подачей резца, при этом затылок зубьев снимается за один или несколько проходов (рис. 143,6).
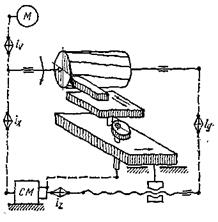
В универсальных затыловочных станках осуществляются следующие основные движения (рис. 144): главное, обеспечивающее вращение детали (скоростная цепь); затыловочные (делительные) движения режущего инструмента, обеспечивающие снятие затылков зубьев; продольное перемещение суппорта от ходового винта, обеспечивающее подачу на шаг винторезной канавки; дополнительные движения, необходимые для затылования деталей со спиральным зубом.
|
Рис. 141. Схема затылования
|
Рис. 142. Виды затылования
|
Рис. 143. Методы затылования
Затылуемые инструменты имеют прямые или винтовые стружечные канавки. При затыловании фрез с прямыми канавками число затыловочных движений z режущего инструмента на каждый оборот фрезы равно числу ее зубьев. Для настройки кинематических цепей затыловочных станков необходимо определитьрасчетные перемещения, т. е. соотношения между движениями заготовки и резца. В основу расчетных перемещений принимается соотношение
1 об.детали → z движений →резца z об. кулачка.
При затыловании фрез с винтовыми канавками, для того чтобы режущий инструмент при перемещении вдоль оси попадал на соответствующие зубья фрезы, необходимо ускоренное или замедленное вращение шпинделя станка, либо замедленное или ускоренное движение инструмента, (в зависимости от направления винтовых канавок). Эти движения, получают с помощью дифференциала, встроенного в кинематическую цепь.
|
Рис. 144. Структурная схема токарно-затыловачного станка
Аналогично зубофрезерным полуавтоматам при фрезеровании винтовых зубьев согласно выражению (22) расчетные перемещения будут

|
где t — шаг винтовой нарезки; Т— шаг винтовых канавок фрезы; z' — число заходов фрезы.
Расчетное перемещение в этом случае разбивается на два соотношения:
|
Соотношение (23) обеспечивается цепью с органом настройки ix, выражение (24) — цепью с органами настройки iy и iz (рис. 144). Соотношение (24) определяет число оборотов кулачка за один оборот фрезы. Оно обеспечивает попадание режущего инструмента на винтовой зуб фрезы. Связь между соотношениями (23) и (24) осуществляется с помощью суммирующего механизма (дифференциала).
Продольное перемещение суппорта от ходового винта (винторезная цепь) настраивается органом настройки iy. Расчетные перемещения:
1 об. фрезы → Т мм продольного перемещения резца.
|
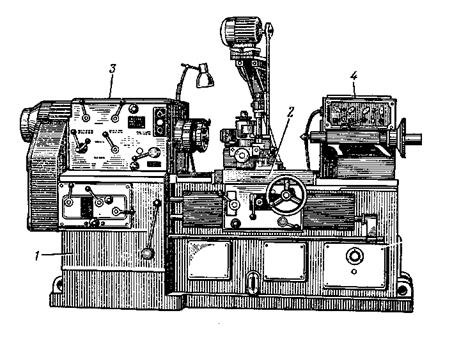
Рис. 145. Универсальный токарно-затыловочный станок мод. 1 Е811
Скоростная цепь iv настраивается соответствующей установкой рукояток управления коробки скоростей.
На рис. 145 изображен универсальный токарно-затыловочный станок мод. 1Е811, предназначенный для выполнения в инструментальном производстве разнообразных затыловочных работ, в том числе затылования червячно-модульных фрез однозаходных, многозаходных, правых, левых, праворежущих, леворежущих, дисковых и фасонных фрез с зубьями, затылуемыми радиально, под углом и вдоль оси. Станок позволяет производить насечку червячных шеверов. Станина 1 станка имеет массивную конструкцию с плоскими направляющими, по которым перемещается суппорт 2. Слева установлена передняя бабка 3 с приводом главного движения, справа — задняя бабка 4.
Техническая характеристика станка 1Е811
Наибольший диаметр……………………………………… 360
Наибольшее расстояние между центрами, мм…………... 630
Наибольшая длина хода нарезки, мм…………………….. 25
Наибольший ход затылования, мм……………………….. 1 – 40
Число обрабатываемых зубьев…………………………… 1,9 – 47,5
Мощность главного привода, кВт………………………… 5,5
Станок имеет самоконтрящийся механизм отвода резца, закаленные направляющие под каретку и заднюю бабку, цельную гайку ходового винта, быстроходный отбойный механизм с бесступенчатой коррекцией величины отбоя при работе станка. Раздельный привод главного движения с автоматической коробкой скоростей обеспечивает независимость настроек винторезной, отбойной цепей и цепи спиралей, частоты вращения шпинделя; регулирование скорости обратного холостого хода; возможность изменения частоты вращения шпинделя на ходу и отключение вращения шпинделя при работающей цепи затылования для насечки червячных шеверов. Регулирование хода затылования бесступенчатое.
На универсально-затыловочном станке можно также шлифовать зубья инструментов. Для этой цели на суппорте станка устанавливают шлифовальное приспособление с самостоятельным приводом. Конструкция суппорта обеспечивает поворот шлифовального шпинделя в горизонтальной и вертикальной плоскостях и установку его на различной высоте.
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 660; Нарушение авторских прав?; Мы поможем в написании вашей работы!