КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Реактопластов
|
|
|
|
Текучесть реактопластов зависит от внутреннего и наружного трения и от скорости отверждения. Внутреннее трение определяется вязкостью материала при температуре прессования. Оно зависит от природы и количества наполнителя, влажности материала, наличия пластификаторов и смазывающих добавок. Наружное трение определяется состоянием поверхности пресс-формы, конфигурацией изделия, давлением прессования и прилипаемостью материала к пресс-форме. Недостаточная текучесть может вызывать появление брака по недопрессовке, что мешает точному оформлению изделия. Чрезмерная текучесть также нежелательна. Это обуславливается тем, что при этом наблюдается вытекание пресс-материала через зазор. На практике, для повышения текучести пресс-материала рекомендуется повышать температуру материала, используется предварительный нагрев. Необходимо учитывать, что на величину текучести большое влияние оказывает чистота обработки оформляющих поверхностей формы. Текучесть реактопластов в СНГ определяется по методу Рашига в спец. пресс форме, размеры которой должен соответствовать ГОСТу на пресс-материалы. Схема пресс-формы Рашига приведена на рис 2.2.
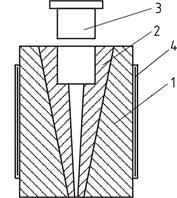
Рис. 2.2. Схема формы Рашига
1 – обойма, 2 – вкладыш, 3 – пуансон, 4 - нагреватель
Пресс-форма состоит из обоймы 1, в которую помещают два вкладыша 2, которые соединяются с помощью штифтов. Они образуют загрузочную камеру и измерительный канал. Давление на полимер создается пуансоном. Обойма пресс-формы обогревается электронагревателем 4. Измерительный канал имеет большое овальное сечение, размеры которого уменьшаютсяся по ходу движения пресс-материала. Определение текучести проводится следующим образом: навеску материала в виде порошка (таблетки) массой для фенопластов 7,5 г (для других – по стандарту) помещаются в загрузочную камеру пресс-формы, которая предварительно нагревается до температуры испытания (для фенопластов – 150 ° С). Затем опускают пуансон и в течении 20 секунд в рабочей камере создают удельное давление равное 300±25 кгс/см 2 (30 МПа). Время выдержки под давлением – 3 мин. Затем давление снимается и пресс-форма разнимаетяся. Длина отпрессованного стержня от основания до конца плотно спрессованной части (мм), принимаетяся за величину текучести.
Условия определения текучести (температура формы, навеска) выбираются в соответствии со стандартом на пресс-материалы. Текучесть, определяемая по методу Рашига, является сравнительной величиной относительно величины, обусловленной ГОСТом, не позволяет рассчитывать истинную вязкость расплава, которую можно было бы использовать в расчетах литниковых каналов или пресс-форм. Недостаток данного метода – то, что на величину текучести оказывает влияние скорость отверждения материала. Если материал обладает малой вязкостью, но большой скоростью отверждения, то может произойти быстрый переход в неплавкое твердое состояние раньше, чем закончится выдержка под давлением, и течение прекратится. Поэтому определяемая величина текучести отпрессованного стержня будет мала. Наоборот, если материал обладает большой вязкостью, но малой скоростью отверждения, то он будет течь и заполнять канал на протяжении всей выдержки и текучесть здесь окажется больше, чем в первом случае.
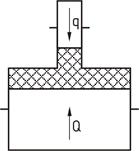
Определение текучести по методу Мейзенбурга состоит в следующем: предварительно прессуется таблетка пресс-материала, затем она помещается в нагретую до рабочей температуры загрузочную камеру (см. рис. 2.3, а), откуда при помощи пуансона продавливается снизу вверх в узкий канал, образуя столб текучести.
а) б)
Рис. 2.3. Определение текучести по методу Мейзенбурга
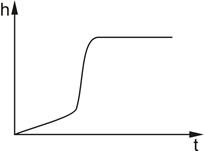
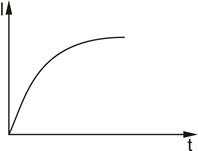
Пресс-материал поднимает стержень с грузом. Стержень связан с указателем, который отсчитывает длину в мм столбика пресс-материала, который вытекает в канал. Путь, проходимый пресс-массой фиксируется через 5 сек и строится диаграмма в координатах текучесть– время (рис. 2.3, б).
В начале течение затруднено (материал плохо текуч), далее резко повышается течение и одновременно идет отверждение. По диаграмме можно легко определить текучесть (мм), длину выпрессованного столбика, время течения, максимальную скорость течения.
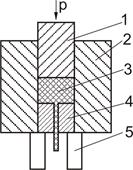
Метод Лундберга заключается в выдавливании размягченного материала через фильеру специального прибора (рис. 2.4, а).
а) б) в)
Рис. 2.4. Определение текучести по методы Лундберга
1 – пуансон, 2 – матрица, 3 – испытуемый пресс-материал, 4 – фильера, 5 –основание
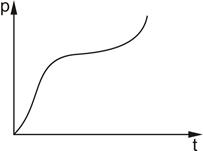
Метод позволяет установить зависимость пути прохождения пуансона и давление на него от времени при непрерывном выдавливании материала через фильеру. При этом зависимости записываются в виде диаграмм в координатах: путь прохождения пуансона–время вытекания (рис. 2.4, б) и усилие прессования–время вытекания (рис. 2.4, в).
Испытание проводится следующим образом: навеска пресс-материала в виде рыхлой массы, которая соответствует объему отвержденного материала, загружается в полость пресс-формы, здесь она подогревается, затем пуансон выдавливает размягченный материал, а регистрирующий прибор вычерчивает две диаграммы.
Анализ кривых: в начальный период испытания имеет место большой путь пуансона по причине сжатия рыхлой массы материала. В момент, когда реализуется течение материала, давление постоянно, а при остановке пуансона давление растет до определенной величины.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 679; Нарушение авторских прав?; Мы поможем в написании вашей работы!