КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Общие сведения. Переработка термопластов экструзией
|
|
|
|
Переработка термопластов экструзией
Экструзия - процесс непрерывного выдавливания материала, находящегося в вязкотекучем состоянии, через отверстия определенной формы.
Этим методом перерабатывается большинство термопластов, изготавливая из них листы, пленки, сетки, трубы, профильные изделия, электроизоляционные изделия, а также полые изделия. Изготовление осуществляется с помощью экструдеров (червячный пресс или шнек-машина). В зависимости от вида изделия экструдеры снабжаются комплектующим оборудованием: экструзионными головками, охлаждающими, тянущими, наматывающими и другими устройствами. Соответствующие комплекты оборудования представляют собой экструзионные агрегаты или экструзионные линии.
Экструзия вязкотекучих материалов как способ изготовления изделий известна давно. Первоначально этот метод применялся при изготовлении изделий из цветных металлов (из свинца). Давно получали и продолжают получать пищевые продукты (макароны), строительные изделия, получение мыла. Для этих целей используют пресса поршневого типа. Определенное количество материала помещают в цилиндр машины, сдавливают с помощью поршня и выдавливают в виде того или иного профиля с помощью примитивного инструмента. Длина получаемого изделия соответствовала количеству материала, помещаемого в цилиндр.
Со второй половины 19 века стали разрабатывать экструзионное оборудование специально для пластмасс. Эти пресса были приспособлены для нанесения электроизоляционных покрытий на провода и кабели. Первыми прессами были плунжерного типа установки – простые по конструкции устройства (рис. 4.1). Они способны развивать любое давление, причем величину этого давления можно регулировать.
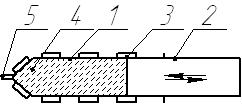
Рис. 4.1. Схема плунжерного пресса
1 – материальный цилиндр, 2 – плунжер, 3 – электронагреватели,
4 – материал, 5 – головка
В цилиндр плунжерного типа загружается значительное количество материала. При поступающем движении поршня материал выдавливается из головки. Перерабатываемый материал практически не перемешивается, что сильно затрудняет процесс. Поэтому плунжерные машины пригодны для переработки только таких материалов, которые способны размягчатся без подогрева или перед загрузкой подогреваться до температуры плавления. Цилиндрические машины и головка в последнем случае снабжаются электронагревателями, при помощи которых поддерживается требуемая температура. В настоящее время на плунжерных машинах перерабатываются такие материалы, которые не текут под давлением, но спрессовываются при переработке. К числу недостатков плунжерных машин относят периодичность работы, т.е. завершение рабочего хода плунжера выдавливание прекращается и во время холостого хода в машину необходимо загрузить новую порцию материала. В тех случаях, когда перерабатываемый материал не термостоек, то цилиндр и другие детали экструдера должны быть до момента выдавливания новой порции материала тщательно очищены от остатков предыдущей порции.
Прерывность действия плунжерной машины относится периодичность работы, т.е. серьезные затруднения в процессах переработки. Поиски выхода из этого положения привели к замене поршня подающим червячным устройством или шнеком. Вращающийся шнек обеспечивает непрерывное выдавливание экструдируемого профиля. Таким образом были созданы шнековые прессы (рис. 4.2).
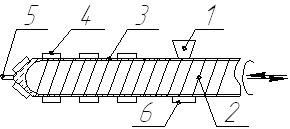
Рис. 4.2. Схема шнекового пресса
1 – бункер, 2 – шнек (червяк), 3 – материальный цилиндр,
4 – электронагреватели, 5 – головка, 6 – охлаждение бункера
Основным рабочим элементом червячного экструдера является червяк специальной конструкции, вращающийся в обогреваемом цилиндре, в одном конце которого имеется отверстие для загрузки материала, а на другом – головка. Вращающийся червяк захватывает материал (гранулы, иногда порошок), который пройдя зоны обогрева разогревается, плавится, переходит в вязкотекучее состояние и продвигается к головке. В силу сопротивления головки в цилиндре машины создается давление и материал уплотняется. Под влиянием деформации сдвига в материале возникают силы внутреннего трения. Одновременное воздействие тепла от нагретых стенок цилиндра, а также тепла, возникающего благодаря силе внутреннего трения, перерабатываемый материал размягчается до такой степени, что он легко продавливается через головку, которая придает материалу определенную форму. Недостаток червячных машин: изменение одного параметра экструзии отражается на всех остальных.
Одним из перспективных видов экструзионных машин является дисковый экструдер (рис. 4.3). Эти экструдеры позволяют регулировать параметры экструзии: степень сжатия, деформацию сдвига, продолжительность нахождения материала в экструдере. Основным элементами дискового экструдера является два диска: подвижный и неподвижный. В дисковых машинах, как и в других установках, полимер в процессе переработки проходит три состояния: твердое, смесь расплава и твердого материала, расплав.
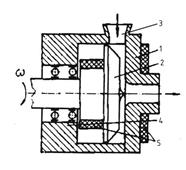
Рис. 4.3. Схема дискового экструдера
1 – неподвижный диск, 2 – подвижный диск, 3 – бункер,
4 – корпус, 5 – электронагреватели
Этим трем состояниям соответствует три эффекта, на которых базируется процесс дисковой экструзии: эффект нормальных напряжений в твердом состоянии (эффект Пойнтинга); эффект вихревого движения; эффект нормальных напряжений в расплаве полимера (эффектт Вайсенберга). Эффект Вайсенберга заключается в том, что при течении расплава, он подвергается пластической и высокоэластической (обратимой) деформации. Последняя вызвана распрямлением полимерных цепей в потоке. Она приводит к появлению напряжений, перпендикулярных к потоку. Эффект нормальных напряжений направлен на выход из экструдера через формующее отверстие. В результате этого происходит оформление профиля.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 723; Нарушение авторских прав?; Мы поможем в написании вашей работы!