КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Станки для механической обработки деталей и сборочных единиц тормозной системы автомобиля
|
|
|
|
Лек 8 Тема № 7 ОБОРУДОВАНИЕ, ОСНАСТКА И ИНСТРУМЕНТ ДЛЯ СБОРОЧНО-РАЗБОРОЧНЫХ И МЕХАНИЧЕСКИХ РАБОТ
В зависимости от вида работ, технологического применения, функционального назначения и места использования оборудование, оснастка и инструмент могут быть разделены на отдельные группы (рисунок 8.1). Рассмотрим отдельные виды оборудования из представленных групп.
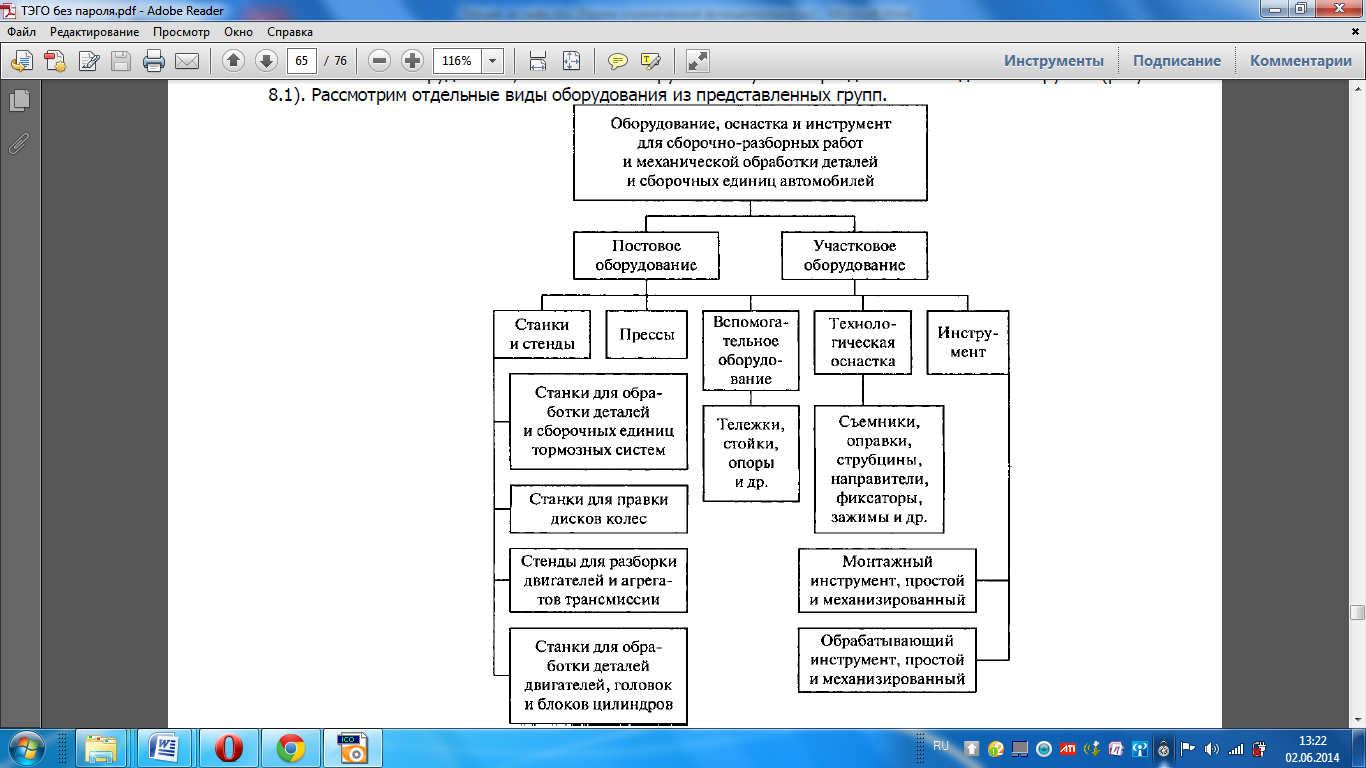
Рисунок 8.1 - Обобщенная классификация специального оборудования, оснастки и инструмента для проведения сборочно-разборочных и слесарно-механических раот на рабочих постах и участках ПТС
В эту группу включается следующее оборудование:
· станки для проточки тормозных дисков без снятия их с автомобиля;
· станки для проточки тормозных дисков, снятых с автомобиля;
· станки для проточки тормозных барабанов;
· комбинированные станки для проточки тормозных дисков и барабанов без снятия их с автомобиля;
· комбинированные станки для проточки тормозных дисков и барабанов, снятых с автомобиля;
· станки для обработки тормозных колодок (клепки, срезания и шлифовки тормозных колодок, проточки накладок тормозных колодок).
Станки для проточки тормозных дисков и барабанов без снятия их с автомобиля относятся к постовому оборудованию. Этот фактор обусловил их конструктивное устройство. Остальное оборудование предназначено для использования на слесарно-механическом участке ПТС. Оно относится к стационарному оборудованию напольного и настольного исполнения. По своему принципиальному и конструктивно-компоновочному решению эти станки аналогичны шлифовальным, клепальным или токарным станкам машиностроительного профиля.
Станки для проточки тормозных дисков без снятия их с автомобиля состоят из двух составных частей — привода тормозного диска и обрабатывающей головки. Станки построены по двум принципиально различным схемам компоновки:
· с моноблочной конструкцией и центрированию по ступице колеса;
· с конструкцией в виде разнесенных отдельных блоков и центрированию по точкам крепления тормозной скобы (суппорта) автомобиля.
Станки первого типа (рисунок 8.2) выполнены в мобильном исполнении (подкатной вариант) на основании в виде тележки. Корпус станка представляет собой двухплечий рычаг, на одной стороне которого установлен электродвигатель привода центрирующего барабана станка, а на другой — консоль с обрабатывающей головкой. Корпус станка может регулироваться по высоте за счет перемещения в вертикальном направлении с помощью винтового механизма.

Рисунок 8.2 - Станок TD 502 для проточки тормозных дисков легковых автомобилей и барабанов колес мини-автобусов и мини-грузовиков без снятия их с автомобиля фирмы СОМЕС (Италия)
Центрирующий барабан станка установлен в корпусе на подшипниках. Перед проточкой тормозного диска он соединяется со ступицей колеса (колесо предварительно снято с автомобиля) болтами по отверстиям для крепления колеса. Электродвигатель через ременную передачу приводит во вращение центрирующий барабан и тормозной диск с частотой от 80 до 160 об/мин. Скорость вращения диска регулируется на пульте управления станка.
Обрабатывающая головка имеет каретку с двумя резцами, которые протачивают тормозной диск одновременно с двух сторон. Такой способ обработки позволяет устранить возможную деформацию. Резцы установлены на суппорте, который обеспечивает движение резцов по двум направлениям — поперек диска и по радиусу к центру диска.
Поперечное перемещение резцов (их сближение) устанавливает глубину резания. Это перемещение производится вручную. Радиальное перемещение соответствует подаче резцов при токарной обработке. Подача может быть либо ручной, либо механической с помощью электродвигателя, установленного на головке, и ременно-винтовой передачи. По сути, обрабатывающая головка является суппортом токарного станка.
Станки второго типа (рисунок 8.3) представляют собой совокупность приводного устройства и обрабатывающей головки, изготовленных как отдельные изделия.

Рисунок 8.3 - Станок для двусторонней проточки тормозных дисков легковых автомобилей DL 87001 фирмы MAD-TOOLING (Нидерланды)
Привод — это электродвигатель с регулируемой скоростью вращения, на выходном валу которого закреплено вилочное устройство сочленения его со ступицей колеса автомобиля. Вилка соединяется со ступицей болтом по отверстию крепления колеса. За счет этого электродвигатель вращает тормозной диск.
Обрабатывающая головка крепится на базовых точках крепления суппорта или тормозной скобы автомобиля с помощью болтов, благодаря чему достигается высокая точность обработки. В остальном конструкция головки мало отличается от головки станков первого типа. Проточка тормозного диска, как и в станках первого типа, осуществляется двумя резцами одновременно с двух сторон.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 1619; Нарушение авторских прав?; Мы поможем в написании вашей работы!