КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 19
|
|
|
|
7.
6.
5.
4.
Смазочные материалы
Основными смазочными материалами подшипников являются жидкие масла. Преимущественное применение имеют нефтяные масла, а в особых условиях – растительные (льняное, касторовое и др.), животные (костное и др.) и синтетические масла. Для смазки подшипников, требующих надежной герметизации или работающих в широком диапазоне температур и режимов эксплуатации, применяют пластичный смазочный материал – консталин, солидол и др.
Виды смазывания:
Периодическое смазывание, при котором жидкая смазка подается к поверхностям трения через пресс-масленку под давлением с помощью шприца, а пластичная смазка – колпачковой масленкой, заполненной смазкой, которая выдавливается подвертыванием колпачка.
Фитильное смазывание, при котором жидкая смазка подается к поверхностям трения фитилем.
Смазывание кольцом, при котором смазка подается к поверхностям трения кольцом, увлекаемым во вращение цапфой.
Циркуляционное смазывание под давлением от насосов.
Смазывание погружением поверхности трения в масляную ванную.
Смазывание масляным туманом, разбрызгиванием и. др.
«Расчет подшипников скольжения»
 Расчет на износостойкость и теплостойкость выполняют как проверочный, когда известны диаметр d цапфы, который определяют при проектировочном расчете вала, и ширина вкладыша b, которую назначают по рекомендации: b ≈ (0,6...1,2) d. При недостаточной смазке и малой угловой скорости вала подшипники скольжения работают при граничной смазке и без смазки. В этих режимах расчет подшипников выполняют условно по двум показателям: средними давлению р между цапфой и вкладышем и произведению pv. Расчет по p гарантирует невыдавливание смазки и представляет собой расчет на износостойкость. Расчет по pv гарантирует нормальный тепловой режим, т.е. отсутствие заедания, и представляет собой расчет на теплостойкость. Для ограничения износа и нагрева необходимо выполнение условий
Расчет на износостойкость и теплостойкость выполняют как проверочный, когда известны диаметр d цапфы, который определяют при проектировочном расчете вала, и ширина вкладыша b, которую назначают по рекомендации: b ≈ (0,6...1,2) d. При недостаточной смазке и малой угловой скорости вала подшипники скольжения работают при граничной смазке и без смазки. В этих режимах расчет подшипников выполняют условно по двум показателям: средними давлению р между цапфой и вкладышем и произведению pv. Расчет по p гарантирует невыдавливание смазки и представляет собой расчет на износостойкость. Расчет по pv гарантирует нормальный тепловой режим, т.е. отсутствие заедания, и представляет собой расчет на теплостойкость. Для ограничения износа и нагрева необходимо выполнение условий
р = Rr/(ab) ≤ [ р ] (1)
рv ≤ [ pv ] (2)
где Rr – радиальная нагрузка на подшипник, Н;
v – окружная скорость цапфы, м/с.
Если при расчете условия (1) и (2) не выполняются, то надо изменить материал или ширину вкладыша и повторить расчет.
«Работа подшипников скольжения в условиях жидкостной смазки»
При жидкостной смазке поверхности цапфы и подшипника разделены устойчивым масляным слоем. Поэтому цапфа и вкладыш практически не изнашиваются. Это самый благоприятный режим работы подшипников скольжения. Для создания жидкостной смазки необходимо, чтобы в масляном слое возникало избыточное давление или от вращения вала (гидродинамическое), или от насоса (гидростатическое). Чаще применяют подшипники с гидродинамической смазкой, сущность которой в следующем. Вал при своем вращении увлекает масло в клиновый зазор 3 между цапфой 2 и вкладышем 1 и создает избыточное гидродинамическое давление, обеспечивающее всплытие цапфы.
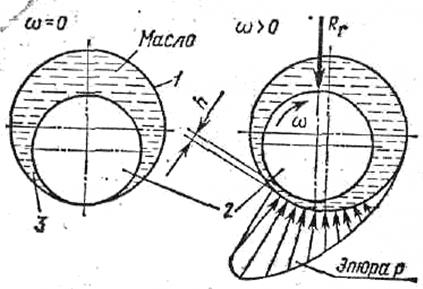
Жидкостная смазка возникает лишь в определенных конструкциях подшипников скольжения при соблюдении следующих условий: зазор между поверхностями трения должен быть клиновой формы; масло соответствующей вязкости должно непрерывно заполнять зазор; скорость относительного движения поверхностей трения должна быть достаточной для создания давления, способного уравновесить внешнюю, нагрузку; смазка должна полностью разделять поверхности, трения.
Расчет подшипников при жидкостной смазке выполняют на основе гидродинамической теории смазки. Эта теория показывает, что гидродинамическое давление может развиваться только в клиновом зазоре. Толщина h масляного слоя (разделяющий цапфу 2 и вкладыш 1 слой масла показан толстой черной линией) зависит от угловой скорости и вязкости масла.
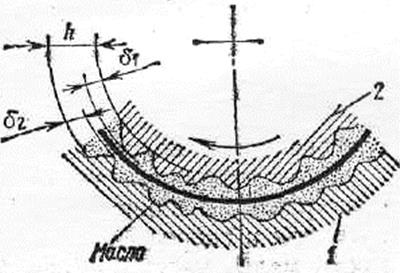
Чем больше значения этих величин, тем больше h. С увеличением радиальной нагрузки на цапфу 2 значение h уменьшается. Минимальная толщина необходимая для получения жидкостного трения,
hmin = Кh (δ1 +δ2),
где Кh – 1,5...6 – коэффициент, учитывающий угловую скорость ω [омега] вала и характер нагрузки: меньшие значения при малых ω [омега], большие – при динамических нагрузках;
δ1 и δ2 [дельта] – высоты неровностей профилей.
«Подшипники скольжения без смазки»
Подшипники, смазка которых не может быть гарантирована или недопустима по техническим условиям, выполняют из материалов на основе фторопласта-4.
Фторопласт-4, как материал для подшипников, обладает уникальным комплексом свойств:
1. низкий коэффициент трения (f = 0,5...0,1);
2. широкий диапазон рабочих температур;
3. малая набухаемость,
4. высокая химическая стойкость и др.
 Однако широкому его применению для изготовления подшипников препятствовали низкие нагрузочная способность и теплопроводность. Для повышения нагрузочной способности и теплопроводности создан новый антифрикционный материал – металлофторопласт, состоящий из стальной основы 1 и тонкого слоя (0,3…0,4 мм) 2 сферических частиц бронзы, поры между которыми заполняют фторопластом 3 с наполнителем (дисульфид молибдена и др.). Этот материал удачно сочетает в себе высокую прочность, теплопроводность стали и бронзы, стабильность размеров и антифрикционные свойства фторопласта-4.
Однако широкому его применению для изготовления подшипников препятствовали низкие нагрузочная способность и теплопроводность. Для повышения нагрузочной способности и теплопроводности создан новый антифрикционный материал – металлофторопласт, состоящий из стальной основы 1 и тонкого слоя (0,3…0,4 мм) 2 сферических частиц бронзы, поры между которыми заполняют фторопластом 3 с наполнителем (дисульфид молибдена и др.). Этот материал удачно сочетает в себе высокую прочность, теплопроводность стали и бронзы, стабильность размеров и антифрикционные свойства фторопласта-4.
Вкладыши – свертные втулки – штампуют из металлофторопластовой ленты, которую выпускают толщиной 1,1; 1,2; 2,3 мм и шириной 75…100 мм. Длина поставляемых полос 500…2000 мм. Размеры выпускаемых втулок: внутренний диаметр d = 10…55 мм; ширина b = 10…70 мм; толщина стенки δ [дельта] = 1,5…2,5 мм. Втулки изготовляют без буртиков.
Допускаемые значения:
- [ p ] = l,4 МПа при температуре t ≤ 40ºС,
- [ р ] = 0,14 МПа при t = 200°С;
- [ рv ] = 0,9…0,7 МПа* м/с, при этом долговечность подшипников Lh = 103…104 ч.
Металлофторопластовые подшипники скольжения (МФПС) хорошо работают в широком диапазоне температур (-200…+300°С), нагрузок и скоростей, не боятся многих химически активных сред, имеют малые массу и объем. Основное ихдостоинство – не нуждаются в смазке. Указанные достоинства МФПС позволили в ряде отраслей промышленности заменить имя не только подшипники скольжения из традиционных материалов, но и подшипники качения.
«Смазочные устройства»
В машинах применяют индивидуальный или централизованный способ смазывания. Индивидуальный способ, при котором смазочный материал подается к каждой трущейся паре от независимого устройства, расположенного вблизи поверхности трения, применяют в случае, когда пары трения находятся далеко одна от другой или требуют различных смазочных материалов. В остальных случаях применяют централизованный способ, при котором несколько отдельно расположенных трущихся вар смазываются от одного общего смазочного устройства.
Индивидуальное периодическое смазывание жидким смазочным материалом без принудительного давления осуществляют с помощью масленок с поворотной крышкой или шариковых масленок. Масленки заправляют лейками, а шариковые – шприцами.
Централизованное смазывание осуществляют многоточечными масленками, насосами и многоточечными распределителями со свободным или принудительным дозированием и многоплунжерными лубрикаторами.
Многоточечные масленки применяют для подачи, масла, в малых количествах без принудительного давления.
Подача смазочного материала многоточечными лубрикаторами обеспечивает наиболее равномерное принудительное распределение его между смазочными точками и поэтому наиболее надежное смазывание. Обычно в этих лубрикаторах каждый плунжер питает свою смазочную точку. Лубрикаторы могут подавать смазочный материал под значительным давлением, но их производительность, естественно, значительно меньше, чем ротационных насосов.
Смазочный материал в процессе работы загрязняется продуктами износа, а также пылью, абразивом и водой, попадающими извне; кроме того, в масле происходят химические изменения. Поэтому масло очищают в смазочной системе машины, а также периодически заменяют.
Смазочные масла в системе машины очищают путем отстаивания и фильтрации. В отстойниках твердые включения и вода постепенно оседают на дно и в нижние слои, а верхние слои очищаются. Обычно этот вид очистки применяют перед фильтрацией. При фильтрации пропускают масло сквозь:
а) пористые материалы – ткани, войлок, бумагу;
б) металлические сетки;
в) узкие щели между металлическими пластинами.
Для тонкой очистки масла применяют центробежные фильтры, а для очистки от продуктов износа металлов – магнитные фильтры. Фильтры постепенно засоряются. Поэтому в современных конструкциях, фильтров предусматривают очистку фильтров без их разборки или даже непрерывную автоматическую очистку.
Устройства для пластичного смазочного материала
Периодическое индивидуальное смазывание осуществляют колпачковыми масленками – при подвинчивании крышки смазочный материал выдавливается из масленки и поступает к трущимся поверхностям. Пресс-масленка под шприц позволяет подавать смазочный материал под большим давлением при помощи ручного шприца или механизированного подающего устройства.
Непрерывное индивидуальное смазывание осуществляется с помощью автоматически действующих масленок, у которых смазочный материал подается поршнем, находящимся под действием пружины.
Централизованное периодическое смазывание осуществляется многоплунжерным насосом-лубрикатором или пресс-масленкой значительной вместимости, в которой так же, как и в масленке, смазочный материал выдавливается поршнем, находящимся под действием пружины.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 2668; Нарушение авторских прав?; Мы поможем в написании вашей работы!