КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пример декодирования и укрупненного анализа
|
|
|
|
Определение класса детали и выбор в качестве аналога действующего типового или группового технологического процесса
Технологический процесс разрабатывают на основе имеющегося типового или группового ТП. Для этого по технологическому классификатору деталей формируют технологический код. По коду изделие относят к определенной классификационной группе и действующему для нее типовому или групповому ТП. Типовой или групповой технологический процесс является информационной основой при разработке рабочего технологического процесса. При отсутствии соответствующей классификационной группы ТП разрабатывают как единичный, с учетом ранее принятых прогрессивных решений в действующих единичных ТП.
Технологический код разрабатывают на основе технологического классификатора.
Детали кодируются буквенно-цифровым алфавитом кода. В структуре кода за каждым признаком закреплены определенные разряд (позиция) и число знаков. Система буквенно-цифрового кодирования однозначная. Она включает цифры от 1 до 9 и прописные буквы русского алфавита от А до Я, кроме буквы З.
Технологический классификатор деталей (ТКД) машиностроения и приборостроения [15] является логическим продолжением и дополнением Классификатора ЕСКД, разработанного в качестве информационной части ГОСТ 2.201-80. Обозначение изделий и конструкторских документов. Этот стандарт устанавливает структуру обозначения изделия и основного конструкторского документа (рис. 1.19).
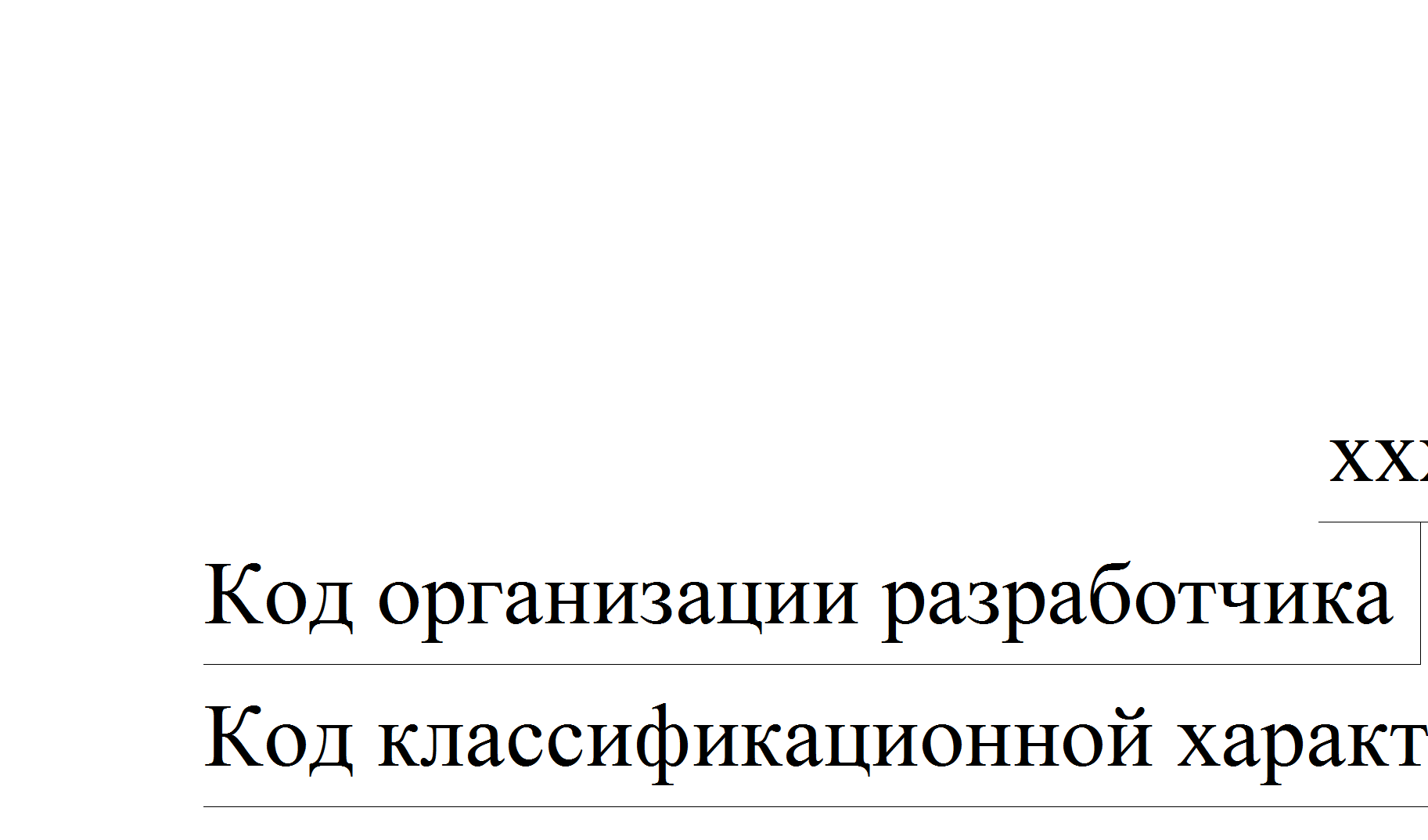
Рис. 1.19. Структура обозначений изделий и основного конструкторского документа
Код классификационной характеристики присваивают изделию или документу по Классификатору ЕСКД (рис. 1.20).
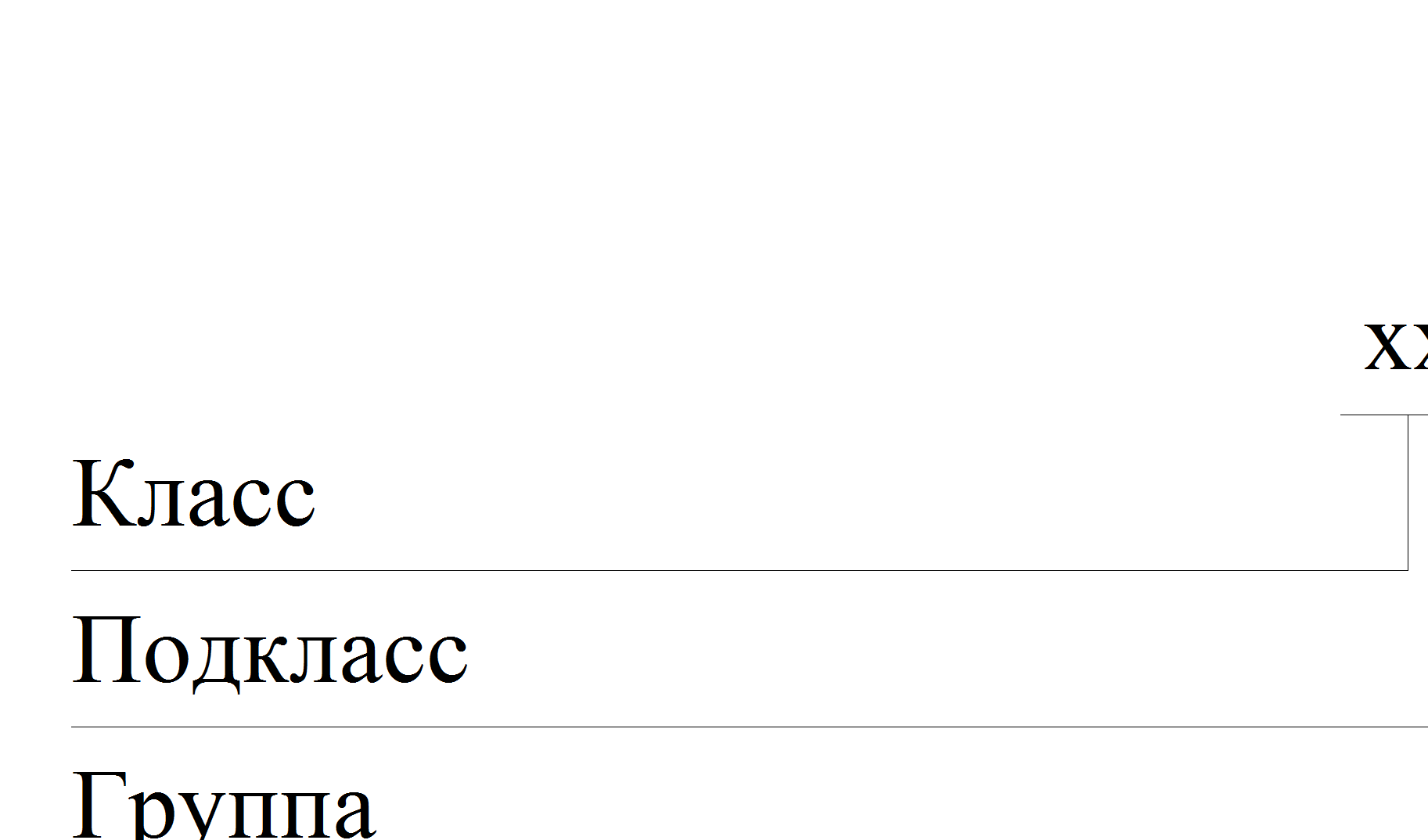
Рис. 1.20. Структура классификатора ЕСКД
Классификатор ЕСКД позволяет:
- установить единую государственную классификационную систему обозначения изделий и конструкторских документов для обеспечения единого порядка, учета, хранения и обращения этих документов;
- обеспечить возможность использовать конструкторскую документацию, разработанную другими организациями (без ее переоформления);
- ускорить и облегчить ручной поиск конструкторской документации разрабатываемых и изготовляемых изделий;
- внедрить средства вычислительной техники в сфере проектирования и управления;
- применять коды деталей по классам совместно с технологическими кодами при решении задач технологической подготовки производства с использованием средств электронно-вычислительной техники (САПР, ГПС и др.).
Классификатор ЕСКД включает 100 классов, из которых 51 класс составляют резерв, в котором могут быть размещены новые виды изделий.
На все детали машиностроения и приборостроения установлены шесть классов: 71¼76. Основным признаком деления (кроме класса 76) является геометрическая форма.
Классы 71…6 охватывают детали всех отраслей промышленности основного и вспомогательного производства:
- класс 71: детали - тела вращения типа колес, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков, шпинделей и др.;
- класс 72: детали - тела вращения с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные секторы, сегменты; изогнутые из листов, полос и лент; аэрогидродинамические; корпусные, опорные, емкостные, подшипники;
- класс 73: детали - не тела вращения: корпусные, опорные, емкостные;
- класс 74: детали - не тела вращения: плоскостные; рычажные, грузовые, тяговые; аэрогидродинамические; изогнутые из листов, полос и лент; профильные; трубы;
- класс 75: детали - тела вращения и (или) не тела вращения, кулачковые, карданные, с элементами зацепления, арматуры, санитарно-технические, разветвленные, пружинные, ручки, посуды, оптические, электрорадиоэлектронные, крепежные;
- класс 76: детали технологической оснастки, инструмента (сверла, метчики, пластины режущие, матрицы, пуансоны и т. д.).
Технологический классификатор деталей (ТКД) создает предпосылки для решения задач, направленных на снижение трудоемкости и сокращение сроков технологической подготовки производства:
- анализ номенклатуры деталей по конструкторско-технологическим характеристикам;
- группирование деталей по конструкторско-технологическому подобию для разработки типовых и групповых технологических процессов с использованием ЭВМ;
- подетальная специализация участков, цехов и заводов;
- повышение серийности и концентрация производства деталей;
- унификация и стандартизация деталей и технологических процессов их изготовления;
- рациональный выбор типов технологического оборудования;
- тематический поиск и использование ранее разработанных типовых и групповых технологических процессов;
- автоматизация проектирования деталей и технологических процессов их изготовления.
ТКД представляет собой систематизированный свод наименований признаков деталей, их составляющих частных признаков и их кодовых обозначений в виде классификационных таблиц. Структура полного конструкторско-технологического кода детали состоит из обозначения детали по ГОСТ 2.201-80 и технологического кода, содержащего четырнадцать знаков (рис. 1.21).
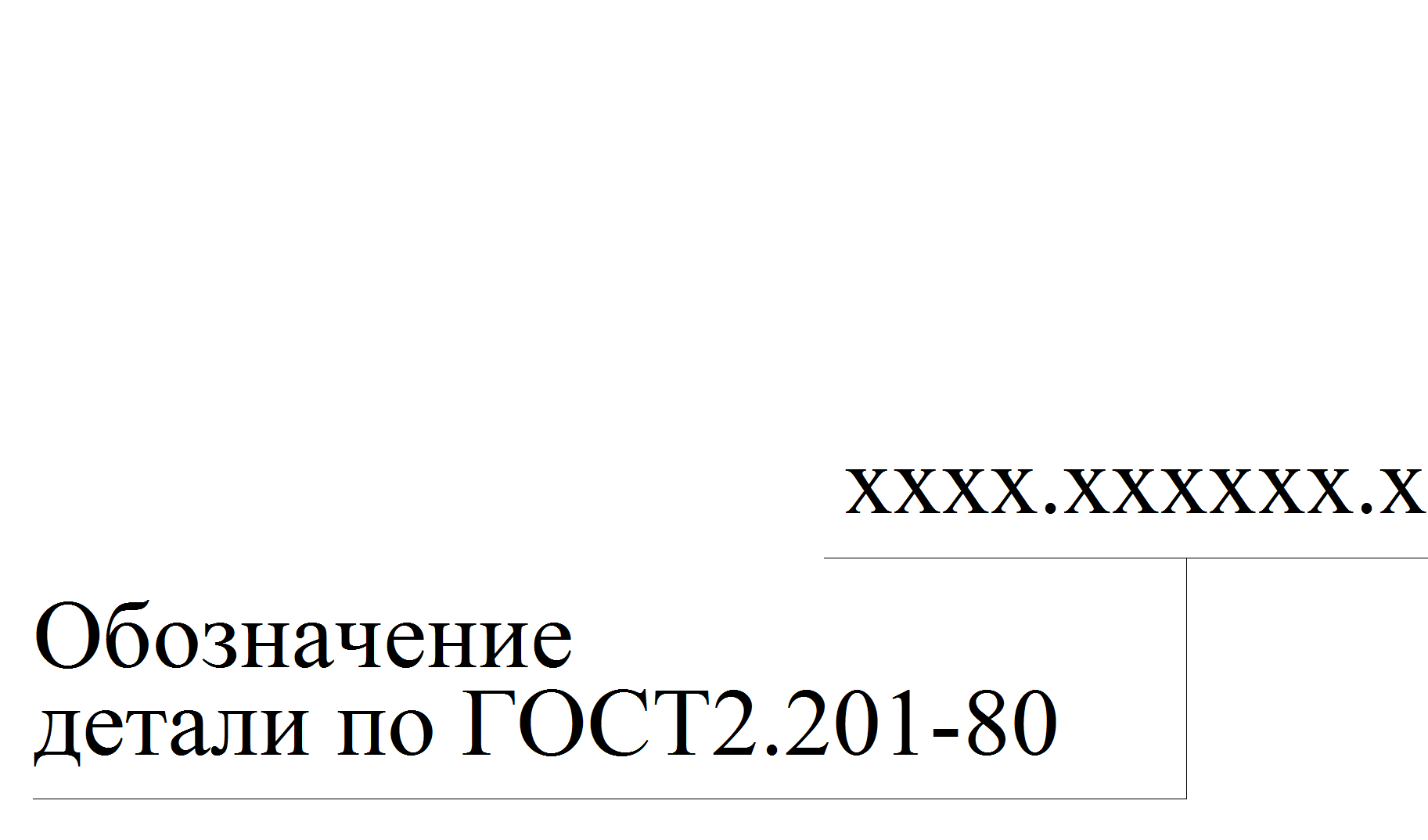
Рис. 1.21. Структура полного констукторско-технологического кода детали
Технологический код состоит из двух частей (рис. 1.22): постоянная часть из шести знаков - кодовое обозначение классификационных группировок основных признаков (рис. 1.23); переменная часть из восьми знаков - кодовое обозначение классификационных группировок признаков, характеризующих вид детали по технологическому методу ее изготовления (здесь и на других схемах цифры 1, 2 и т. д. обозначают номер позиции технологического кода).
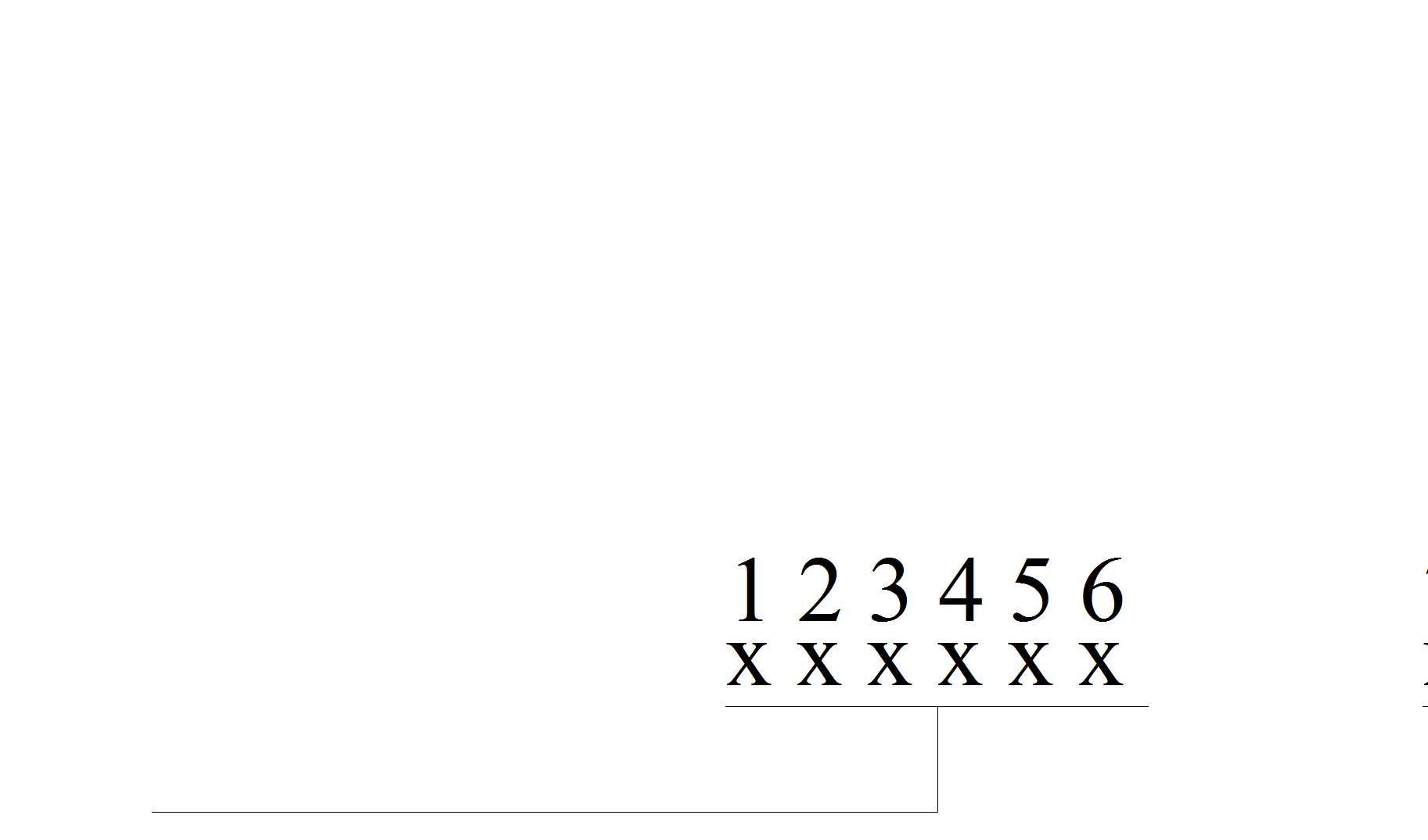
Рис. 1.22. Структура технологического кода детали
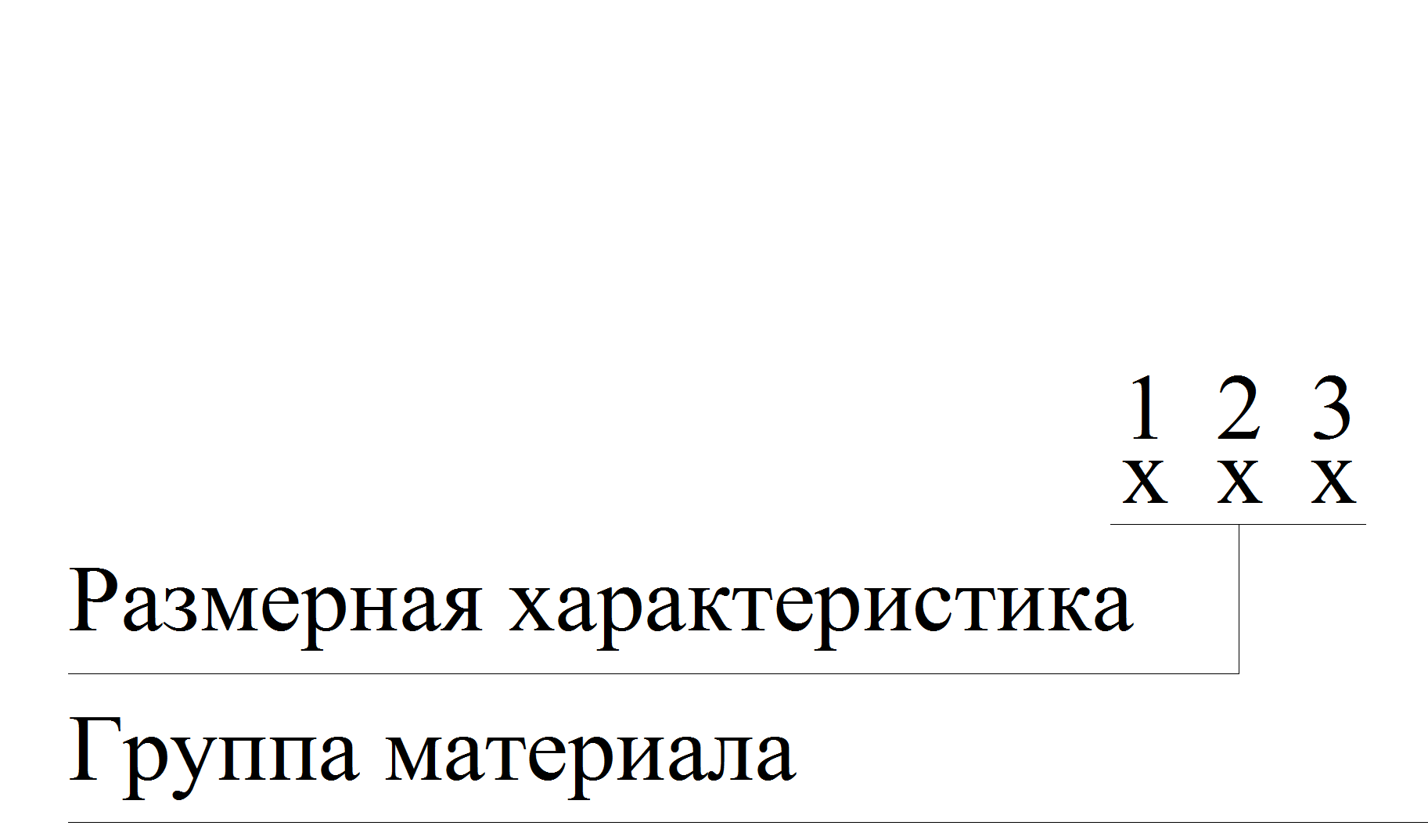
Рис. 1.23. Структура постоянной части технологического кода детали
Структура переменной части технологического кода зависит от вида деталей по технологическому методу изготовления:
1 - детали, изготовляемые литьем;
2 - детали, изготовляемые ковкой и объемной штамповкой;
3 - детали, изготовляемые листовой штамповкой;
4 - детали, обрабатываемые резанием;
5 - детали, термически обрабатываемые;
6 - детали, изготовляемые формообразованием из полимерных материалов и резины;
7 - детали с покрытием;
8 - детали, обрабатываемые электрофизикохимически;
9 - детали, изготовляемые порошковой металлургией.
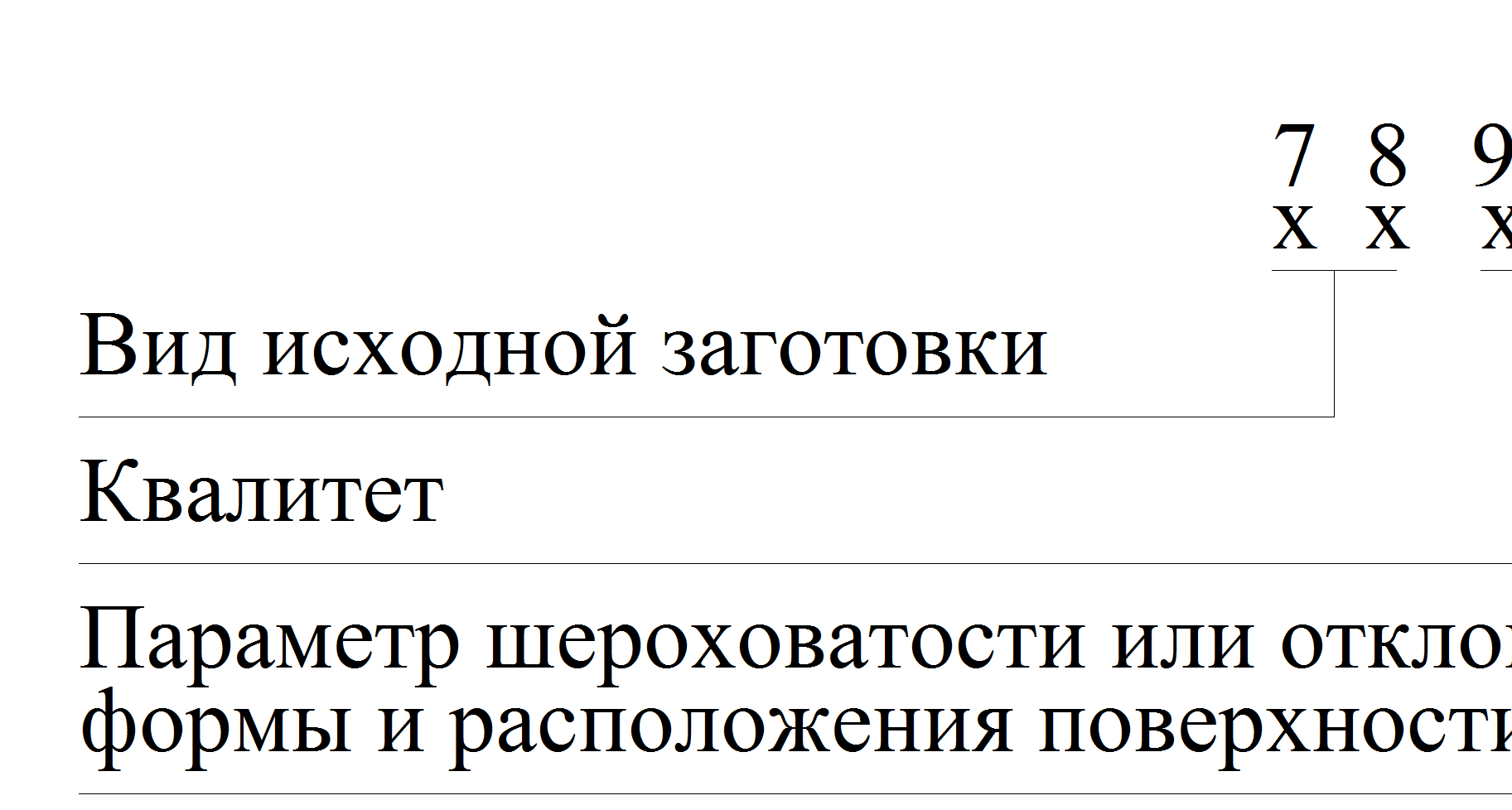
Структура переменной части технологического кода деталей, обрабатываемых резанием, имеет вид, представленный на рис. 1.24.
Рис. 1.24. Структура переменной части технологического кода детали
В качестве примера на рис. 1.25 приведены результаты формирования конструкторско-технологического кода детали, обрабатываемой резанием - вал шлицевой (рис. 1.26). Конструкторско-технологический код шлицевого вала состоит из 20 позиций: АБВГ.715423.004.8И3044.3141844Г.
Типовые маршруты для деталей основных классов приведены ниже.
В табл. 1.10 приведен пример решения обратной задачи – использования сформированного конструкторско-технологического кода 715423.8И3044.3141844Г детали «вал шлицевой» для решения ряда взаимосвязанных задач, возникающих при разработке технологического процесса изготовления детали для мелкосерийного производства (код организации разработчика и порядковый регистрационный номер документа опущены).
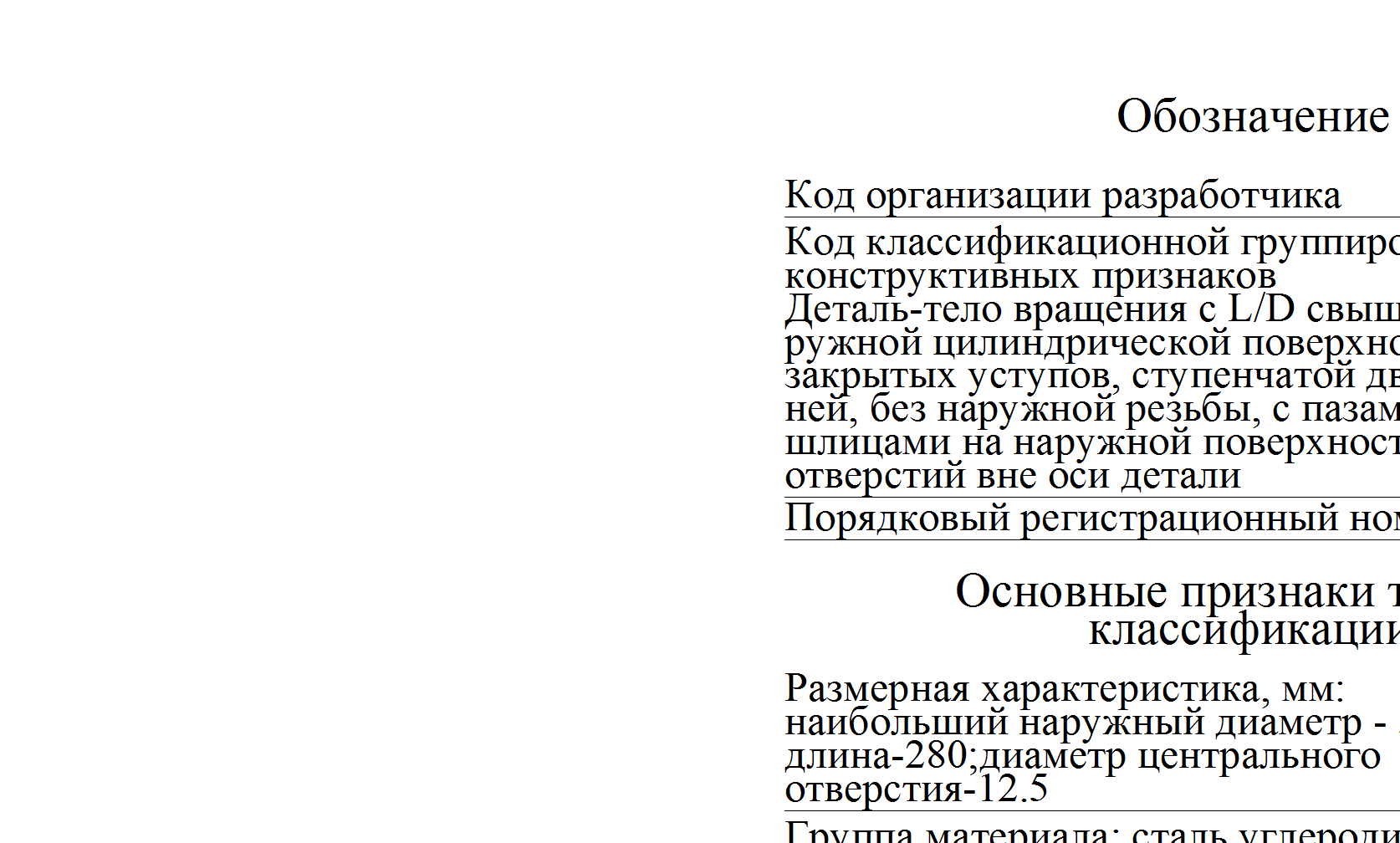
Рис. 1.25. Констукторско-технологический код детали (вал шлицевой)
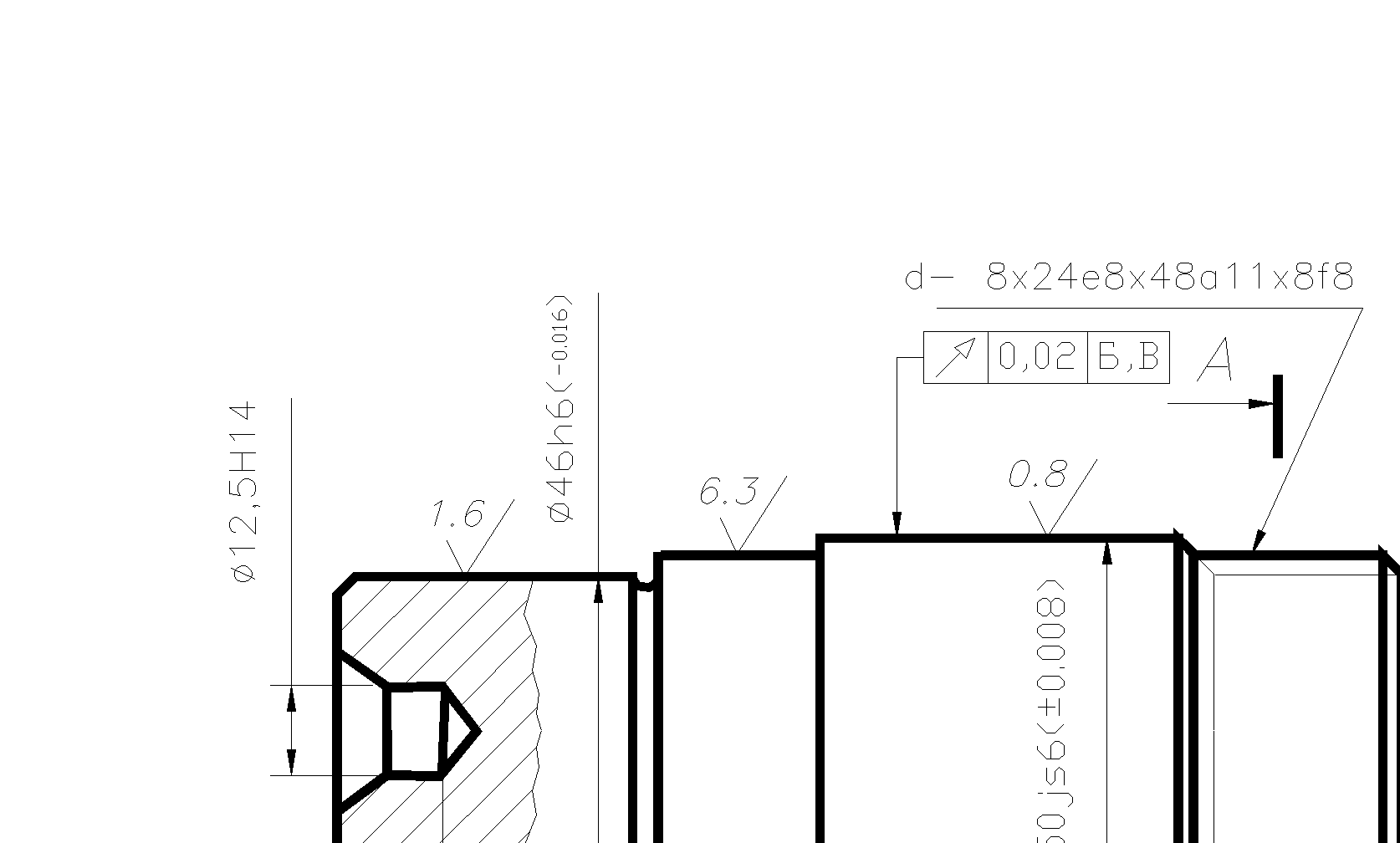
Рис. 1.26. Вал шлицевой
Таблица 1.10
| Код | Смысловое значение кода | Вывод (результат) анализа |
| Конструкторская характеристика | ||
| Деталь – тело вращения с L/D>2, наружная поверхность цилиндрическая без закрытых уступов, ступенчатой двусторонней формы, без наружной резьбы, с цен тральным глухим отверстием без резьбы со шлицами или пазами на наружной поверхности, без отверстий вне оси детали | Основной вид обработки – обработка резанием. Основные операции технологического процесса: подрезка торцев и зацентровка; токарная и круглошлифовальная обработка наружной поверхности в центрах с переустановкой заготовки, обработка глухого отверстия, фрезерование пазов или шлицев |
Продолжение табл. 1.10
| Технологическая характеристика | ||
| 8И3 | Габаритные размеры детали, мм: наибольший наружный диаметр 40 – 60; длина 250 – 300; диаметр центрального отверстия 10 – 20 | По диапазонам размерных характеристик детали можно установить эксплуатационную характеристику оборудования, на котором целесообразно обрабатывать заготовку |
| Материал детали: сталь углеродистая конструкционная с содержанием углерода 0.25 – 0.6 % | Стали указанного химического состава отличаются хорошей обрабатываемостью резанием, в том числе и резанием твердосплавным инструментом. Поэтому для операции наиболее трудоемкой обработки наружных поверхностей заготовки возможен выбор модели станков, позволяющих вести обработку на высоких режимах резания. Можно сделать правильный выбор абразивного инструмента для шлифования | |
| Вид детали по технологическому методу: деталь, обрабатываемая резанием | Данный код является связующим звеном основных признаков технологической классификации с признаками соответствующего раздела технологического классификатора |
Продолжение табл. 1.10
| Исходная заготовка детали: пруток круглого сечения некалиброванный (горячекатаный) | Вся наружная поверхность детали подвергается обработке резанием в центрах. Технологический процесс при изготовлении детали из прутка должен содержать операцию отрезки с последующей подрезкой и зацентровкой | |
| Наивысшая точность размеров наружных поверхностей соответствует квалитетам 6, 7, 8 | Точность наружных поверхностей по указанным квалитетам экономически выгодно получить круглым шлифованием | |
| Наивысшая точность размеров внутренних поверхностей соответствует квалитетам 13, 14 | Точность поверхности центрального отверстия указанных квалитетов может быть достигнута операцией сверления | |
| Деталь имеет допуск радиального биения поверхностей по 6-й степени точности - | Наличие жестких требований на радиальное биение требует одновременной обработки всех поверхностей за одну установку | |
| Деталь не подвергается покрытию | Деталь не подлежит группированию с другими деталями, направляемыми на участок гальванопокрытий или окраски |
Продолжение табл. 1.10
| Деталь подвергается термической обработке между механическими операциями, получаемая твердость до 40< HRCэ< 53.5 | Наличие термообработки детали с повышенной твердостью 40< HRCэ< 53.5 обуславливает: применение абразивного инструмента на операциях резания, следующих за термической обработкой; изменение межцехового маршрута изготовления детали по сравнению с изготовлением подобных деталей, не требующих термической обработки | |
| Г | Масса детали 4 – 10 кг | Масса детали не требует специальных грузоподъемных устройств для установки и снятия ее со станка. Информация кода вместе с информацией о размерах детали может быть использована для выбора тары, межоперационного и межцехового транспорта |
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 2260; Нарушение авторских прав?; Мы поможем в написании вашей работы!