КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Построение операций в тяжелом машиностроении
|
|
|
|
Сложные многопереходные операции обработки крупных заготовок осуществляются в тяжелом машиностроении на тяжелых, иногда уникальных станках без специальных приспособлений, с установкой по выверке. В этом случае вспомогательное время заметно увеличивается вследствие многократной смены инструментов, пробных ходов и измерений, сложной транспортировки и выверки крупногабаритных заготовок при их установке. Поэтому при проектировании технологических процессов стремятся к сокращению числа операций и установок и к выполнению наибольшего числа переходов при одном установе заготовки. Для этого обычные универсальные станки снабжают приспособлениями, расширяющими их технологические возможности. Например, на карусельном станке с помощью долбежного приспособления можно строгать шпоночные пазы в ступице детали после ее растачивания.
Для тяжелого машиностроения характерны те же направления интенсификации процессов обработки резанием, что и для других отраслей машиностроения. Параллельную обработку нескольких поверхностей тяжелой заготовки осуществляют с помощью переносных сверлильных, расточных, долбежных и других станков, устанавливаемых на одной плите с заготовкой. Тяжелые токарные станки выполняют многосуппортными, что позволяет выполнять параллельную обработку нескольких шеек заготовки. При серийном изготовлении крупногабаритных деталей в тяжелом машиностроении применяют специальные станки агрегатного типа.
Вспомогательное время обработки на тяжелых станках сокращают заменой ручного перемещения столов, кареток, кулачков и других устройств ускоренным механическим. При ограниченных возможностях применения многоместных схем операций возможно перекрытие времени установки одной заготовки основным временем обработки другой; например, с помощью радиально-сверлильного станка можно попеременно сверлить отверстия в двух деталях, устанавливаемых в зоне расположения шпинделя при повороте рукава станка.
|
|
|
Обработка на автоматических линиях осуществляется по параллельно-последовательным схемам; заготовка последовательно переходит из позиции в позицию; при этом в каждой позиции одновременно несколько инструментов обрабатывают разные поверхности заготовки. Одновременно в работе используется несколько сотен инструментов. Основное время операции определяется временем лимитирующего перехода. Вспомогательное время операции на автоматической линии включает время транспортировки заготовки в следующую позицию, которое можно отнести к времени индексации  , время установки
, время установки  ; (фиксация расфиксация, зажим-открепление) и время подвода и отвода инструмента. Несмотря на большое число слагаемых, условия выполнения операций позволяют довести величину
; (фиксация расфиксация, зажим-открепление) и время подвода и отвода инструмента. Несмотря на большое число слагаемых, условия выполнения операций позволяют довести величину  до 10…15 с.
до 10…15 с.
Наряду с анализом и расчетным обоснованием возможных погрешностей обработки и производительности должны быть решены задачи транспортировки заготовки в ходе обработки и автоматического контроля процесса, исключающего появление брака.
При проектировании операций обработки на станках с программным управлением на первом этапе разрабатывают технологический процесс обработки заготовки, определяют траекторию движения режущих инструментов, увязывают ее с системой координат станка и с заданной исходной точкой и положением заготовки, устанавливают припуски на обработку и режимы резания. На этом этапе определяют всю предварительную обработку заготовки, ее базы и необходимую технологическую оснастку. В конце первого этапа составляют расчетно-технологическую карту (РТК) с чертежом, на котором вместе с контуром детали наносят траекторию движения инструмента. На втором этапе рассчитывают координаты опорных точек траектории от выбранного начала координат, производят аппроксимацию криволинейных участков профиля детали ломаной линией с учетом требуемой точности обработки; устанавливают скорости движения инструмента на участках быстрого перемещения, замедленного подвода к детали и на участках обработки; определяют необходимые команды (включение и выключение подачи, изменение скорости движения, остановы, подачу и выключение охлаждающей жидкости и др.), продолжительность переходов обработки и время подачи команд. Для многоинструментальных станков и особенно многооперационных станков характерны многоинструментальные последовательные схемы (одноместные или многоместные) построения операций, включающие большое число технологических переходов. Технологический процесс изготовления корпусной детали средней сложности на универсальных станках включает 5…15 операций; при обработке на многооперационных станках он состоит из двух-трех операций (включая отделочные). Трудоемкость обработки при этом снижается в основном из-за сокращения времени на установку заготовки.
|
|
|
При обработке на многооперационных станках элементы времени  не совмещаются и время
не совмещаются и время  равно сумме времен всех переходов обработки. Применяя сборные инструменты (например, при обработке ступенчатых отверстий), можно совместить несколько переходов.
равно сумме времен всех переходов обработки. Применяя сборные инструменты (например, при обработке ступенчатых отверстий), можно совместить несколько переходов.
Однако время  при обработке заготовок на многооперационных станках сокращается в 1,5…2 раза по сравнению с основным временем при обработке на универсальных станках; это достигается устранением пробных рабочих ходов при программном управлении. Вспомогательное время сокращается из-за автоматической смены инструмента, меньших перебегов, устранения измерений после пробных ходов и сокращения времени установки и съема заготовок.
при обработке заготовок на многооперационных станках сокращается в 1,5…2 раза по сравнению с основным временем при обработке на универсальных станках; это достигается устранением пробных рабочих ходов при программном управлении. Вспомогательное время сокращается из-за автоматической смены инструмента, меньших перебегов, устранения измерений после пробных ходов и сокращения времени установки и съема заготовок.
При правильном построении операций доля времени  во времени
во времени  при обработке на многооперационных станках достигает 70…85% вместо 30…60% при обработке на универсальных станках. Вспомогательное время при работе на многооперационных станках не отличается от времени
при обработке на многооперационных станках достигает 70…85% вместо 30…60% при обработке на универсальных станках. Вспомогательное время при работе на многооперационных станках не отличается от времени  при обработке на универсальных станках, но имеет некоторые особенности.
при обработке на универсальных станках, но имеет некоторые особенности.
|
|
|
При установке заготовки в рабочей позиции станка учитывается время  . При установке в запасной позиции (на втором столе или в приспособлении-спутнике) время
. При установке в запасной позиции (на втором столе или в приспособлении-спутнике) время  . содержит только время
. содержит только время  смены спутника. При обработке на многооперационных станках элементы времени
смены спутника. При обработке на многооперационных станках элементы времени  те же, однако приемы изменения режимов резания можно совместить с автоматической сменой инструмента. Время
те же, однако приемы изменения режимов резания можно совместить с автоматической сменой инструмента. Время  при обработке заготовок на многооперационных станках учитывает поворот стола и кантование спутника в рабочей позиции для обработки заготовки с нескольких сторон. Составляющая времени
при обработке заготовок на многооперационных станках учитывает поворот стола и кантование спутника в рабочей позиции для обработки заготовки с нескольких сторон. Составляющая времени  содержит время перемещения и установки стола с заготовкой или шпинделя с инструментом на другую координату. Составляющая времени
содержит время перемещения и установки стола с заготовкой или шпинделя с инструментом на другую координату. Составляющая времени  содержит время осуществления приемов по отысканию, захвату, откреплению, переносу, установке и закреплению инструмента; при использовании револьверной головки время
содержит время осуществления приемов по отысканию, захвату, откреплению, переносу, установке и закреплению инструмента; при использовании револьверной головки время  затрачивается только на поворот и фиксацию револьверной головки.
затрачивается только на поворот и фиксацию револьверной головки.
Время  на измерение и пробные ходы при обработке на многооперационных станках затрачивается только на отладку программы и в
на измерение и пробные ходы при обработке на многооперационных станках затрачивается только на отладку программы и в  не входит.
не входит.
Совмещение времени  и
и  при обработке заготовок на многооперационных станках достигается с помощью запасных установочных позиций. Некоторые схемы позволяют полностью перекрыть время
при обработке заготовок на многооперационных станках достигается с помощью запасных установочных позиций. Некоторые схемы позволяют полностью перекрыть время  основным временем, другие позволяют заменить время
основным временем, другие позволяют заменить время  временем
временем  в рабочей позиции.
в рабочей позиции.
При системе с двумя запасными позициями (рис. 1.61,а) заготовка, обработанная в рабочей позиции 1, с поворотным столом перемещаются со спутником в позицию 3.
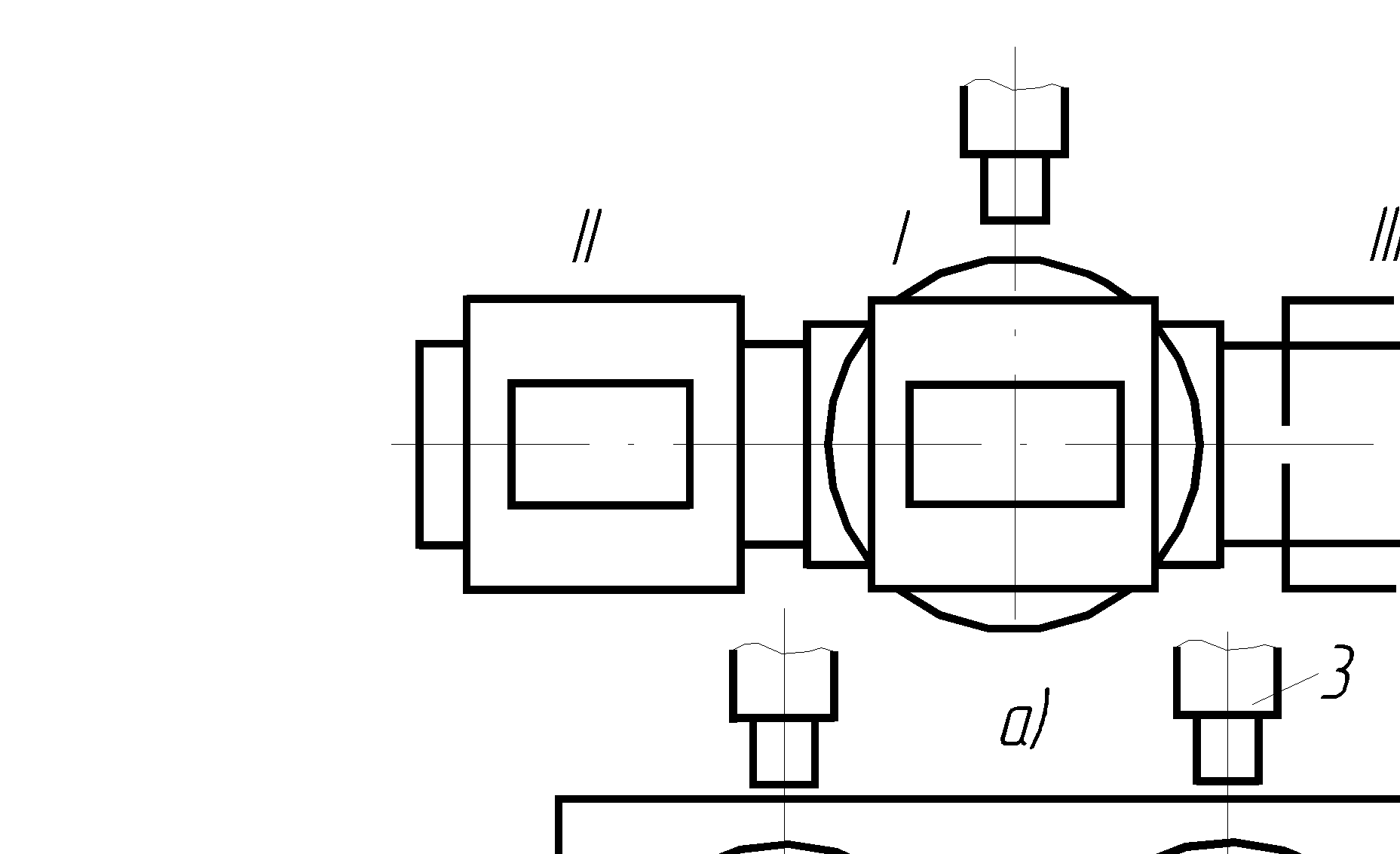
Рис. 1.61. Обработка на многооперационных станках: а – с двумя запасными позициями; б – с двумя поворотными столами
Здесь она снимается и на ее место устанавливается необработанная; из позиции 2 в рабочую позицию перемещается спутник с другой установленной во время работы станка заготовкой. Неперекрываемое вспомогательное время

Система с двумя поворотными столами 1 и 2 и перемещающейся шпиндельной головкой 3 (рис. 1.61,б) позволяет обрабатывать в каждой позиции заготовку 4 с четырех сторон; время  полностью перекрывается временем обработки заготовки в другой позиции; неперекрываемое вспомогательное время определяется за вычетом времени смены спутника
полностью перекрывается временем обработки заготовки в другой позиции; неперекрываемое вспомогательное время определяется за вычетом времени смены спутника 
|
|
|
Применение стационарного двухместного приспособления на поворотном столе 3 (рис. 1.61, в) обеспечивает полное исключение времени установки и съема заготовок из штучного времени. Заготовка 2 устанавливается во время обработки заготовки 1; при повороте стола она вводится в рабочую зону, а обработанная заготовка снимается. Для обработки заготовки с трех сторон необходимы индексации стола и позиционирование шпинделя на координаты нескольких отверстий; поэтому неперекрываемое вспомогательное время определяется так же, как и в предыдущем случае. Применяют и другие схемы, включающие кантование заготовки.
Время смены спутника с установленной в запасной позиции заготовкой составляет 20% времени установки заготовки. Время смены одного инструмента составляет 3…7 с, а время позиционирования по координатам и время индексации поворотных столов 5…10 с; при этом для замедленного перемещения на последнем участке пути, необходимого для повышения точности позиционирования, требуется до 80% времени позиционирования.
При проектировании многоинструментной наладки составляют план размещения инструмента по переходам и предварительно рассчитывают режимы резания, составляют наладочную карту с размещением инструментов и указанием их шифров, уточняют схему установки, корректируют режимы резания, уточняют схемы и элементы наладки, определяют штучное время, составляют технические задания на проектирование рабочих и контрольных приспособлений и специальных инструментов. Проектирование станочной операции и многоинструментной наладки станка сопровождается расчетами настроечных размеров, действующих сил и ожидаемой точности обработки. Настроечный размер определяет такое положение режущей кромки инструмента относительно рабочих элементов станка и установочных элементов приспособления, которое обеспечивает с учетом явлений, происходящих в процессе обработки, получение выдерживаемого размера в пределах установленного допуска.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 1040; Нарушение авторских прав?; Мы поможем в написании вашей работы!