КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Элементы конических поверхностей
|
|
|
|
Инструменты и приспособления для получения отверстия на токарныхстанках.
Обработку отверстий на токарных станках выполняют различными режущими инструментами, выбор которых зависит от ваших заготовок, формы отверстия, точности и шероховатости поверхности отверстия. Заготовки крепят в шпинделе станка и сообщают им вращательное движение, а режущие инструменты — в пиноли задней бабки и сообщают им поступательное движение — подачу. В зависимости от формы и размеров заготовку крепят в трехкулачковом самоцентрирующемся патроне, в четырехкулачковом патроне, на планшайбе с помощью планок и болтов или другими способами. Обработку отверстий в сплошном металле заготовки производят спиральными сверлами. Когда длина отверстия превышает 5...10 диаметров, при так называемом глубоком сверлении, применяют специальные сверла (ружейные, пушечные, шпиндельные, кольцевые,центровочные и др.). Спиральные сверла диаметром до 10 мм с цилиндрическим хвостовиком закрепляют в трехкулачковом сверлильном патроне, который устанавливают непосредственно в коническое отверстие пиноли задней бабки. Если конус хвостовика сверлильного патрона меньше конуса конического отверстия пиноли, то необходимо использовать переходную коническую втулку. Спиральные сверла диаметром более 10 мм с цилиндрическим хвостовиком закрепляют в двухкулачковом сверлильном патроне, обладающем большей силой зажима Спиральные сверла с коническими хвостовиками устанавливают непосредственно в коническом отверстии пиноли задней бабки танка, а когда конус сверла меньше конического отверстия пиноли, то с помощью одной или нескольких переходных втулок. Различают предварительное и окончательное сверление. При предварительном сверлении диаметр сверла подбирают меньше окончательного диаметра на размер припуска, оставленного для окончательной обработки. После предварительного сверления может быть проведено рассверливание, т. е. сверление сверлом большего диаметра, зенкерование, развертывание или растачивание отверстия резцом. Выбор вида дальнейшей обработки зависит от точности обрабатываемого отверстия. Обработку центровых отверстий на торцовых поверхностях для установки заготовок в центрах станков осуществляют или последовательно сверлом и зенковкой, или за один прием комбинированным центровочным сверлом.
Многие заготовки, обрабатываемые на токарных станках, могут иметь наружную или внутреннюю коническую поверхность. Детали с конической поверхностью широко используют в машиностроении (например, шпиндель сверлильного станка, хвостовики сверл, центры токарного станка, отверстие пиноли задней бабки).
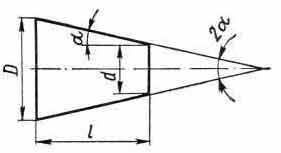
На рисунке выше показан усеченный конус, элементы которого условно обозначают так:
-наибольший диаметр — D;
-длина конуса — l;
-наименьший диаметр — d;
-конусность поверхности — К;
-угол уклона конуса — α (альфа);
-угол при вершине конуса — 2 α.
На рабочих чертежах, по которым изготовляют детали, конус может быть задан различными элементами: наибольшим и наименьшим диаметрами,а также длиной.
Конусностью называется отношение разности диаметров к длине конуса: K=D-d/l
Характеристика конической поверхности. Детали, имеющие форму тел вращения в виде усеченного конуса находят широкое применение в машиностроении. Для образования конической поверхности на токарном станке необходимо знать соотношения между элементами конуса.
Угол а между образующей конуса и его высотой называется углом уклона, a tgа — уклоном конуса М.  ,где D, d — диаметры соответственно большого и малого основания конуса, l — высота конуса. Величина
,где D, d — диаметры соответственно большого и малого основания конуса, l — высота конуса. Величина  называется конусностью. Полезно также знать соотношения:
называется конусностью. Полезно также знать соотношения: 
Уклон конуса и конусность обычно выражают простой (1:10; 1:50) или десятичной дробью (0,1; 0,2; 0,005 и т. д.).
Конические поверхности некоторых деталей стандартизированы, и их называют нормальными. Например, для инструментов с коническими хвостовиками (сверл, разверток и т. д.) установлены по ГОСТ инструментальные конусы Морзе и метрические.
Конусы Морзе имеют 7 размеров (№ 0; 1; 2; 3; 4; 5; 6). Угол 2а у этих конусов различен и находится в пределах от 1025'43" до 1030'25".
Метрические конусы обозначаются: № 4 и 6 (малые конусы), 80; 100; 120; 160; 200. Все они имеют одинаковую конусность К =0,05 (1:20) и угол 2а=2°51'51
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 2677; Нарушение авторских прав?; Мы поможем в написании вашей работы!