КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Анализ базового технологического процесса
|
|
|
|
Определение массы исходной заготовки.
Общие данные
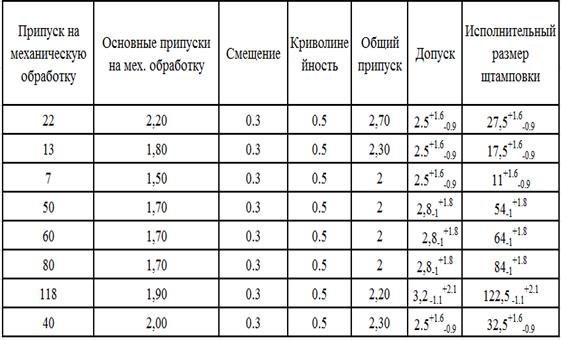
Расчет припусков на исполнительный размер штамповки на ГКМ.
Таблица 5.
1. Производство-серииное
2. Заготовка горячий-каточный прокат круглого сечения
3. Нагрев в пламенных печах
- Класс точности Т5(горизонтально-ковочные машины)
-Группа стали М2 –сталь с массовой долей углерода свыше 0,35 до 0,65%
- Степень точности С2 –получения при 3-х переходах.
Мп.р.=Мg*Кр=1,4*1,6=2,24 (кг) - расчетная масса поковки
В итоге получаем поковку массой 2,24 кг группа стали М2, степень сложности С2, класс точности Т5, С2-М2-Т5 Исходный индекс 14.
GЗ.Г.= Gпок+ Gобл.+ Gуг.=2,24+0,418+0,0448= 2,7 (кг)
Gпок=2,24 (кг)
Gобл.=0,6*р*Fобл*L=0,6*7,85*2,4*37,05=0,418 (КГ)
Где, р=7,85 (плотность металла) Fобл=2,4 (см2) выбираем по площади поковки, L=П*Dn=3,14*118=37,05 (см) периметр заготовки по лини разъема.
Gуг=2%, Gпок=0.02*2,24=0,0448 (кг)
Длина заготовки L=  (м)
(м)
Базовый технологический процесс обработки детали,,Фланец” представлен в таблице 1.
Таблица 6.
| № Операции | Наименование операции | Содержание операции | Оборудо- вание |
| 005 | Отрезная | Отрезать заготовку из круга длиной 120 мм, размером 105 мм. | Пила отрезная |
| 010 | Токарная с ЧПУ | 1. Подрезать больший торец Æ118 мм выдерживая размер 103 мм. 2. Подрезать меньший торец Æ50 мм. | Токарный с ЧПУ SL-30 |
| 011 | Токарная с ЧПУ | 1. Расточить отверстие Æ40 мм. 2. Расточить отверстие Æ36 мм | Токарный с ЧПУ SL-30 |
| 012 | Термическая | Закалка ТВЧ | Термическое Бюро |
| 015 | Токарная с ЧПУ |
| Токарный с ЧПУ SL-30 |
| 016 | Токарная с ЧПУ |
| Токарный с ЧПУ SL-30 |
| 020 | Горизонтально-протяжная |
| Горизонтально-Протяжной 7А537 |
| 025 | Токарно-винторезная | 1. Подрезать торец выдерживая размер 20 мм от базы 2..Подрезать торец выдерживая размер 42 мм от базы 3.. Точить поверхность выдержав размер Æ50,6 мм. 4. Точить поверхность выдержав размер Æ60,6 мм.. 5. Точить поверхность выдержав размер Æ80,6 мм.. 6. Точить фаски 1,8х45◦ и Æ 2,6 фаску 2,5х30◦ | Токарно-винторезный 16К20 |
| 030 | Токарно-винторезная | 1. Установить, закрепить, заготовку. 2. Шлифовать поверхность с подшлифовкой торца выдерживая размер Æ50 мм 3. Открепить, снять заготовку. | Круглошлифовальный 3Т161 |
| 035 | Кругло-шлифовальная | 1. Установить, закрепить, заготовку. 2. Шлифовать поверхность с подшлифовкой торца выдерживая размер Æ50 мм 3. 3.Открепить, снять заготовку. | Круглошлифовальный 3Т161 |
| 040 | Кругло-шлифовальная | 1. Установить, закрепить, заготовку. 2. Шлифовать поверхность с подшлифовкой торца выдерживая размер Æ60 мм. 3. Открепить, снять заготовку. | Круглошлифовальный 3Т161 |
| 045 | Токарно-винторезная | 1. Установить, закрепить, заготовку. 2. Точить канавку выдерживая размер 2,2 и 52 мм. 3.Открепить, снять заготовку. | Токарно-винторезный 16К20 |
| 050 | Радиально-сверлильная | 1. Установить, закрепить, заготовку. 2. Сверлить 8 отверстии по окружности выдерживая Æ11мм. 3. 3.Открепить, снять заготовку. | Радиально-Сверлильный ГС-554 |
| 055 | Контрольная | 1. Проверить отсутствие заусенцов, острых кромок, наличие фасок. 2. Проверить шерохаватость. 3. Проверить диаметры после шлифования (скоба). | Штангерциркуль, скоба. |
|
|
|
|
|
|
|
|
Дата добавления: 2015-06-30; Просмотров: 606; Нарушение авторских прав?; Мы поможем в написании вашей работы!