КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение типа производства. Определение коэффициента шероховатости
Определение коэффициента шероховатости.
Таблица 2.
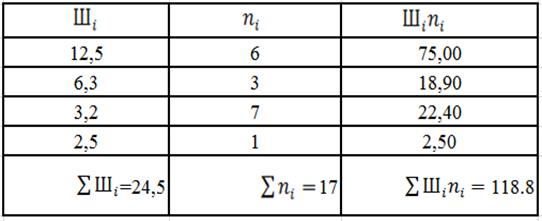
Примечание:  - шероховатости обрабатываемых поверхностей рассматриваемой детали;
- шероховатости обрабатываемых поверхностей рассматриваемой детали;  , - количество поверхностей для каждой величины шероховатости; Тср - средняя шероховатость детали; кш - коэффициент шероховатости детали.
, - количество поверхностей для каждой величины шероховатости; Тср - средняя шероховатость детали; кш - коэффициент шероховатости детали.
 ;
; 
По значению коэффициентов точности и шероховатости можно сказать, что деталь технологична.
Тип производства по ГОСТ 3.1108 - 74 характеризуется коэффициентом закрепления операций К з.о, который показывает отношение различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца к числу рабочих мест (станков) С.

где Oj - число операций, условно закрепленных за оборудованием в рассматриваемом технологическом процессе; Сi - принятое число единиц оборудования на i-й операции; m - число операций в рассматриваемом технологическом процессе.
где  з. н - нормативный коэффициент загрузки оборудования (0.75);
з. н - нормативный коэффициент загрузки оборудования (0.75);  фактический коэффициент загрузки оборудования на i-й операции.
фактический коэффициент загрузки оборудования на i-й операции.
где CPi - расчетное число единиц оборудования на i-й операции;  - принятое число единиц оборудования на i-й операции (получается из соответствующего значения CPj путем округления последнего до ближайшего большего целого; в меньшую сторону допускается округлять, если
- принятое число единиц оборудования на i-й операции (получается из соответствующего значения CPj путем округления последнего до ближайшего большего целого; в меньшую сторону допускается округлять, если  ).
).
где Тщт-к — норма штучно-калькуляционного времени на выполнение i-й операции), мин;
N - годовая программа выпуска данного изделия, шт., N=720;
 - годовой действительный фонд времени работы оборудования, =1870 ч. (в одну смену) [3].
- годовой действительный фонд времени работы оборудования, =1870 ч. (в одну смену) [3].
𝜂зн - нормативный коэффициент загрузки оборудования (т.к. на данном этапе тип производства еще не известен, принимаем усредненное значение коэффициента равный 0.75)
Квн - коэффициент, учитывающий выполнения норм равный 1.1.
Сводим расчеты в таблицу:
Таблица 3.
| № п/п | Наименование | Тшт.к | Срi | Рпр | 𝜂з.факт.i | Оi |
| 1. | Отрезная | 5.0 | 0.1 | 0 | 0.1 | 7.5 |
| 2. | Токарная с ЧПУ | 5.0 | 0.1 | 1 | 0.1 | 7.5 |
| 3. | Термическая | 5.0 | 0.1 | 0 | 0.1 | 7.5 |
| 4. | Радиально-сверлильная | 8.2 | 0.16 | 1 | 0.16 | 6.7 |
| 5. | Токарная с ЧПУ | 4.0 | 0.08 | 1 | 0.08 | 9.3 |
| 6. | Горизонтально-протяжная | 5.0 | 0.1 | 1 | 0.1 | 0.75 |
| 7. | Токарно-винторезная | 8,6 | 0.17 | 1 | 0.17 | 7.4 |
| 8. | Кругло-шлифовальная | 3.0 | 0.07 | 1 | 0.07 | 12.7 |
| 9. | Кругло- шлифовальная | 3.2 | 0.075 | 1 | 0.075 | 10 |
| 10. | Кругло- шлифовальная | 4.0 | 0.8 | 1 | 0.8 | 3.9 |
| 11. | Токарно-винторезная | 1.7 | 0.05 | 1 | 0.05 | 15 |
| 12. | Радиально- сверлильная | 7.0 | 0.14 | 1 | 0.14 | 5.35 |
| ∑ | 59,7 | 1.95 | 10 | 127.2 |
Определяем коэффициент закрепления операций:
Вывод: Так как равенство 10£ КЗ.О £ 20 выполняется данным образом, то производство является серийным.
Производство среднесерийное. Кроме того, данная серийность производства, соответствует серийности по массе детали и условиям программы выпуска
В производстве количество деталей в партии для одновременного запуска допускается определять упрощенным способом:
где N1 – годовая программа выпуска деталей, шт
а – число дней, на которое необходимо иметь запас деталей (Рекомендуется следующая периодичность запуска изделий: 3, 6, 12, 24 дней);
Принимаем а = 1 2 дней.;
F – число рабочих дней в году.
Принимаем n=34 шт.
Расчетное число смен на обработку всей партии деталей на основных рабочих местах

Где 476 – действительный фонд времени работы оборудования в смену, мин;
0,85 – нормативный коэффициент загрузки станков при серийном производстве. Принятое число смен Спр=1 смена.
§5. Выбор метода получения заготовки.
В зависимости от серийности производства в качестве заготовок для рассматриваемых деталей применяют прутковый материал, поковки, реже стальные отливки. Выбор оптимального метода получения заготовки основывается на анализе ряда факторов: материала детали, технических требований на ее изготовление, объема и серийности выпуска, формы поверхностей, размеров и массы детали. Метод получения заготовки, обеспечивающий технологичность и минимальную себестоимость, считается оптимальным.
Решение о выборе конкретного способа получения загоювок из двух возможных (сортовой прокат и штамповка), принимается после определения себестоимости получения заготовки для каждого из рекомендуемых способов. Сравниваются значения себестоимости для каждого способа получения заготовки.
Ввиду того, что штамповка на ГКМ позволяет получить более точную заготовку при наименьшей себестоимости способа её получения, уменьшая тем самым трудоёмкость процесса механической обработки и повышая коэффициент использования материала, на этом способе получения заготовок и останавливаем свой выбор.
|
|
Дата добавления: 2015-06-30; Просмотров: 1703; Нарушение авторских прав?; Мы поможем в написании вашей работы!